1.本发明涉及热冲压成形品及热冲压用钢板、以及它们的制造方法。
2.本技术基于2019年4月1日于日本技术的特愿2019
‑
070211号来主张优先权,并将其内容援引于此。
背景技术:
3.在产业技术领域高度分化的今天,在各技术领域中使用的材料要求特殊且高度的性能。例如关于汽车用钢板,出于对地球环境的考虑,为了由车身轻量化带来的燃油效率的提高,要求高强度。在将高强度钢板应用于汽车的车身的情况下,能够使钢板的板厚变薄而使车身轻量化,并且对车身赋予所期望的强度。
4.但是,在作为形成汽车的车身构件的工序的冲压成形中,使用的钢板的厚度越薄越容易产生裂纹和褶皱。因此,汽车用钢板需要优异的冲压成形性。
5.由于确保冲压成形性与钢板的高强度化是相反的要素,因此同时满足这些特性是困难的。另外,若对高强度钢板进行冲压成形,则在将构件从模具取出时,构件的形状因回弹而大幅变化,因此难以确保构件的尺寸精度。如上所述,通过冲压成形制造高强度的车身构件并不容易。
6.至此为止,作为制造超高强度的车身构件的方法,例如如专利文献1所公开,提出了使用低温的冲压模具对加热后的钢板进行冲压成形的技术。该技术被称为热冲压或热压等,将被加热至高温而成为软质的状态的钢板进行冲压成形,因此能够以高尺寸精度制造复杂的形状的构件。另外,由于通过与模具接触而使钢板骤冷,因此通过淬火,能够在冲压成形的同时大幅地提高强度。例如,在专利文献1中记载了通过对拉伸强度为500~600mpa的钢板进行热冲压,得到拉伸强度为1400mpa以上的构件。
7.在车身构件中,在中柱和侧梁这样的骨架结构部件中,为了控制汽车碰撞时的构件的变形状态,在构件内设有硬质的部位和软质的部位的情况较多。
8.作为通过热冲压制造具有软质部的构件的方法,专利文献2公开了一种通过感应加热或红外线加热而使钢板的加热温度局部地变化,将加热为低温的部分软质化的方法。
9.专利文献3公开了一种在对钢板进行炉加热时在钢板的一部分上安装隔热材料,局部地使加热温度降低从而进行软质化的方法。
10.专利文献4和专利文献5公开了一种通过改变成形时的钢板与模具的接触面积而使钢板的冷却速度局部地变化,将冷却速度低的部分软质化的方法。
11.专利文献6公开了一种使用将两块坯板焊接连结的、所谓拼焊材料进行热冲压的技术。
12.在热冲压中,一般在将钢板加热至奥氏体区域后,以临界冷却速度以上的冷却速度进行冷却,由此形成马氏体单一组织而使其高强度化。另一方面,在专利文献2~5所记载的方法中,如上所述,局部地使钢板的加热温度或冷却温度降低,局部地生成马氏体之外的组织而实现软质化。但是,由于马氏体之外的组织的分率对加热温度和冷却速度敏感地反
应而变化,因此在专利文献2~5中,存在软质部的强度不稳定这一课题。
13.在专利文献6所记载的技术中,通过一方的坯板使用淬火性低的钢板,能够在一定的加热冷却条件下形成软质部。但是,尽管软质部的金属组织和强度特性很大程度上依赖于钢板的成分组成,但在专利文献6中对于淬火性低的钢板的成分组成没有任何考虑。
14.针对这样的课题,专利文献7和8公开了一种在由硬质部和软质部构成的热冲压构件或整体软质的热冲压构件中,使软质部的强度稳定化的方法。
15.具体而言,专利文献7公开了一种将c含量限制为较低并且含有一定量以上淬火元素,在冷却中抑制了铁素体、珠光体以及马氏体的形成的600~1200mpa级汽车用高强度构件及其制造方法。
16.另外,专利文献8公开了一种将c含量限制为较低并且含有ti,控制了马氏体的生成量的、拉伸强度为500mpa以上的热冲压构件及其制造方法。
17.根据专利文献7和8所记载的技术,能够提高构件内的强度和伸长率。但是,根据本发明人等的研究,可知在专利文献7和8所记载的技术中,由于在金属组织中包含贝氏体、马氏体等硬质组织,因此热稳定性较低,存在对构件实施涂装烘烤处理时强度降低的情况。由于在汽车构件中进行涂装烘烤处理的情况较多,因此专利文献7和8所记载的技术留有改善的余地。
18.在先技术文献
19.专利文献
20.专利文献1:日本国特开2002
‑
102980号公报
21.专利文献2:日本国特开2005
‑
193287号公报
22.专利文献3:日本国特开2009
‑
61473号公报
23.专利文献4:日本国特开2003
‑
328031号公报
24.专利文献5:国际公开2006/38868号
25.专利文献6:日本国特开2004
‑
58082号公报
26.专利文献7:日本国特开2005
‑
248320号公报
27.专利文献8:国际公开2008/132303号
技术实现要素:
28.发明要解决的技术问题
29.如上所述,通过热冲压制造软质的构件或包括软质部的构件并不容易。特别是,通过热冲压制造在一部分或全部包括软质部的热稳定性优异的低强度的热冲压构件(成形品),在现有技术中是困难的。
30.本发明的目的在于提供一种解决上述技术问题,具有热稳定性优异的、更具体而言,伴随涂装烘烤处理的涂装烘烤处理前后的强度(拉伸强度)的变动小、拉伸强度小于700mpa的部分的热冲压成形品及适合作为其原材料的热冲压用钢板,以及它们的制造方法。
31.用于解决技术问题的技术手段
32.本发明为了解决上述技术问题而完成,以下面所述的热冲压成形品和热冲压用钢板、以及它们的制造方法为主旨。
33.(1)一种热冲压成形品,其中,所述热冲压成形品的全部或一部分以质量%计具有以下化学组分:c:0.001%以上且小于0.090%、si:2.50%以下、mn:0.01%以上且小于0.50%、p:0.200%以下、s:0.0200%以下、sol.al:0.001~2.500%、n:0.0200%以下、cr:0.01%以上且小于2.00%、ti:0~0.300%、nb:0~0.300%、v:0~0.300%、zr:0~0.300%、mo:0~2.00%、cu:0~2.00%、ni:0~2.00%、b:0~0.0200%、ca:0~0.0100%、mg:0~0.0100%、rem:0~0.1000%、bi:0~0.0500%、以及剩余部分:fe及杂质,金属组织以面积%计包含铁素体:超过60.0%、马氏体:0%以上且小于20.0%、贝氏体:0%以上且小于20.0%,拉伸强度小于700mpa,在170℃下实施20分钟的热处理时的所述拉伸强度的降低量即δts为100mpa以下。
34.(2)如上述(1)所记载的热冲压成形品,其中,所述化学组分含有从以质量%计的如下组分所构成的组中选择的1种或2种以上:ti:0.001~0.300%、nb:0.001~0.300%、v:0.001~0.300%、zr:0.001~0.300%、mo:0.001~2.00%、cu:0.001~2.00%、ni:0.001~2.00%、b:0.0001~0.0200%、ca:0.0001~0.0100%、mg:0.0001~0.0100%、rem:0.0001~0.1000%、以及bi:0.0001~0.0500%。
35.(3)如上述(1)或(2)所记载的热冲压成形品,其中,所述化学组分以质量%计含有mn:0.01%以上且小于0.30%。
36.(4)如上述(1)至(3)的任意一项所记载的热冲压成形品,其中,在表面具有镀层。
37.(5)一种热冲压用钢板,其中,化学组分以质量%计为:c:0.001%以上且小于0.090%、si:2.50%以下、mn:0.01%以上且小于0.50%、p:0.200%以下、s:0.0200%以下、sol.al:0.001~2.500%、n:0.0200%以下、cr:0.01%以上且小于2.00%、ti:0~0.300%、nb:0~0.300%、v:0~0.300%、zr:0~0.300%、mo:0~2.00%、cu:0~2.00%、ni:0~2.00%、b:0~0.0200%、ca:0~0.0100%、mg:0~0.0100%、rem:0~0.1000%、bi:0~0.0500%、以及剩余部分:fe及杂质,金属组织包含铁碳化物,所述铁碳化物中的mn含量及cr含量满足以下(i)式。
38.[mn]
θ
[cr]
θ
>0.8
…
(i)
[0039]
其中,上述式中的各符号的含义如下。
[0040]
[mn]
θ
:将所述铁碳化物中包含的fe、mn以及cr的合计含量设为100原子%时的以原子%计的所述铁碳化物中的mn含量,
[0041]
[cr]
θ
:将所述铁碳化物中包含的fe、mn以及cr的合计含量设为100原子%时的以原子%计的所述铁碳化物中的cr含量。
[0042]
(6)如上述(5)所记载的热冲压用钢板,其中,所述化学组分含有从以质量%计的如下组分所构成的组中选择的1种或2种以上:ti:0.001~0.300%、nb:0.001~0.300%、v:0.001~0.300%、zr:0.001~0.300%、mo:0.001~2.00%、cu:0.001~2.00%、ni:0.001~2.00%、b:0.0001~0.0200%、ca:0.0001~0.0100%、mg:0.0001~0.0100%、rem:0.0001~0.1000%、以及bi:0.0001~0.0500%。
[0043]
(7)如上述(5)或(6)所记载的热冲压用钢板,其中,所述化学组分以质量%计含有mn:0.01%以上且小于0.30%。
[0044]
(8)如上述(5)至(7)的任意一项所记载的热冲压用钢板,其中,在表面具有镀层。
[0045]
(9)一种热冲压成形品的制造方法,其是如上述(1)至(3)的任意一项所记载的热
冲压成形品的制造方法,包括:将如上述(5)至(7)的任意一项所记载的热冲压用钢板加热至超过ac3点的加热温度t℃的加热工序;以及对所述加热工序后的所述热冲压用钢板,在(t
‑
80)℃以上的温度下开始热冲压的热冲压工序。
[0046]
(10)一种热冲压成形品的制造方法,其是如上述(1)至(3)的任意一项所记载的热冲压成形品的制造方法,包括:将如上述(5)至(7)的任意一项所记载的热冲压用钢板与接合用钢板进行接合而制成接合钢板的接合工序;将所述接合工序后的接合钢板加热至超过所述热冲压用钢的ac3点的加热温度t℃的加热工序;以及对所述加热工序后的所述接合钢板,在(t
‑
80)℃以上的温度下开始热冲压的热冲压工序。
[0047]
(11)一种热冲压成形品的制造方法,其是如上述(4)所记载的热冲压成形品的制造方法,包括:将如(8)所记载的热冲压用钢板加热至超过ac3点的加热温度t℃的加热工序;以及对所述加热工序后的所述热冲压用钢板,在(t
‑
80)℃以上的温度下开始热冲压的热冲压工序。
[0048]
(12)一种热冲压成形品的制造方法,其是如上述(4)所记载的热冲压成形品的制造方法,包括:将(8)所记载的热冲压用钢板与接合用钢板进行接合而制成接合钢板的接合工序;将所述接合工序后的接合钢板加热至超过所述热冲压用钢板的ac3点的加热温度t℃的加热工序;以及对所述加热工序后的所述接合钢板,在(t
‑
80)℃以上的温度下开始热冲压的热冲压工序。
[0049]
(13)一种热冲压用钢板的制造方法,其是如上述(5)至(8)的任意一项所述的热冲压用钢板的制造方法,包括:对板坯实施热轧后,在800℃以下的温度范围进行卷取而制成热轧钢板的热轧工序,所述板坯的化学组分以质量%计为:c:0.001%以上且小于0.090%、si:2.50%以下、mn:0.01%以上且小于0.50%、p:0.200%以下、s:0.0200%以下、sol.al:0.001~2.500%、n:0.0200%以下、cr:0.01%以上且小于2.00%、ti:0~0.300%、nb:0~0.300%、v:0~0.300%、zr:0~0.300%、mo:0~2.00%、cu:0~2.00%、ni:0~2.00%、b:0~0.0200%、ca:0~0.0100%、mg:0~0.0100%、rem:0~0.1000%、bi:0~0.0500%、以及剩余部分:fe及杂质;对所述热轧钢板实施加热至超过650℃的温度范围的热轧板退火而制成热轧退火钢板的热轧板退火工序;以及对所述热轧退火钢板实施冷轧而制成冷轧钢板的冷轧工序。
[0050]
(14)如上述(13)所记载的热冲压用钢板的制造方法,还包括:对所述冷轧工序后的所述冷轧钢板任意地进行连续退火后,进行镀敷的镀敷工序。
[0051]
发明效果
[0052]
根据本发明,能够得到具有伴随涂装烘烤处理的强度的变动小(热稳定性优异的)、拉伸强度小于700mpa的部分的热冲压成形品。
附图说明
[0053]
图1是表示在实施例1中制造的热冲压成形品的形状的示意图。
[0054]
图2是表示在实施例2中制造的热冲压成形品的形状的示意图。
具体实施方式
[0055]
对于拉伸强度小于700mpa的热冲压成形品,本发明人等对抑制涂装烘烤时的强度
降低的方法进行了深入研究。其结果,得到以下见解。
[0056]
(a)如果在热冲压成形品的金属组织中包含大量马氏体或贝氏体等硬质组织,则因涂装烘烤处理而成形品的拉伸强度大幅降低。认为这是因为硬质组织被回火而软质化。
[0057]
(b)另一方面,即使是硬质组织的分率低、且具有以包含铁素体的软质组织为主体的金属组织的热冲压成形品,根据化学组分,也有时因涂装烘烤处理而拉伸强度大幅降低。
[0058]
(c)在具有以包含铁素体的软质组织为主体的金属组织的热冲压成形品中,通过将mn含量限制为较低并且含有期望量的cr,以及在热冲压前的钢板中,通过将铁碳化物中的mn含量和cr含量控制为期望量,从而抑制因涂装烘烤处理导致的拉伸强度的降低。
[0059]
该理由并不明确,但本发明人等推测起因于以下理由。(a)如果mn含量过剩,则从奥氏体向铁素体的相变温度降低,在热冲压后的冷却过程中,在铁素体中生成微细的铁碳化物或微细的铁碳簇,铁素体硬质化。(b)通过将铁碳化物中的mn含量和cr含量控制为期望量而铁碳化物稳定化,抑制铁素体中的微细的铁碳化物或微细的铁碳簇的生成。(c)存在于铁素体中的微细的铁碳化物或微细的铁碳簇因涂装烘烤处理时的热处理而变化为粗大的铁碳化物,铁素体的强度降低。
[0060]
(d)在进行热冲压的工序中,通过提高开始热冲压的温度,抑制因涂装烘烤处理导致的拉伸强度的降低。
[0061]
该理由并不明确,但本发明人等推测起因于以下理由。(a)如果热冲压的开始温度高,则在热冲压成形品中,在铁素体中包含的固溶状态的碳量降低。(b)铁素体中的固溶碳通过涂装烘烤时的热处理而作为粗大的铁碳化物析出,铁素体的强度降低。
[0062]
根据以上(a)~(d)的见解,本发明人等发现,通过使用将mn含量限制为较低并且含有期望量的cr,将铁碳化物中的mn含量和cr含量控制为期望量的热冲压用钢板,在热冲压工序中在期望的温度下开始热冲压,能够制造具有以铁素体为主体的金属组织,热稳定性优异,且因涂装烘烤处理导致的强度降低小的热冲压成形品。
[0063]
以下,对本发明的一实施方式的热冲压成形品(本实施方式的热冲压成形品)及适合作为其原材料的热冲压用钢板(本实施方式的热冲压用钢板),以及它们的制造方法的各要件进行详细说明。但是,本发明并非仅限制于本实施方式所公开的构成,在不脱离本发明的主旨的范围内能够进行各种变更。
[0064]
<热冲压成形品的化学组分>
[0065]
本实施方式的热冲压成形品的全部或一部分具有以下所示的化学组分。各元素的限定理由如以下所述。在以下说明中,关于化学组分的含量的“%”全部意味着“质量%”。在热冲压成形品包括具有小于700mpa的拉伸强度的部分和具有700mpa以上的拉伸强度的部分的情况下,至少拉伸强度小于700mpa的部分具有以下的化学组分即可。
[0066]
c:0.001%以上且小于0.090%
[0067]
c是具有使热冲压后的钢板(包括热冲压成形品的钢板)的拉伸强度上升的效果的元素。c含量小于0.001%时,无法期望由热冲压引起的拉伸强度的上升。因此,将c含量设为0.001%以上。优选的c含量为0.010%以上、0.020%以上或0.030%以上。
[0068]
另一方面,如果c含量为0.090%以上,则在热冲压后的金属组织中马氏体及/或贝氏体的面积率增加,热冲压成形品的拉伸强度成为700mpa以上。在这种情况下,即使如后述说明那样调整mn含量和cr含量,也不能确保热冲压成形品的热稳定性。因此,c含量设为小
于0.090%。优选的c含量为小于0.085%、小于0.080%、小于0.070%或小于0.060%。
[0069]
si:2.50%以下
[0070]
si是钢中作为杂质含有的元素。如果si含量超过2.50%,则在焊接性恶化的同时相变点变得过高,在热冲压的加热过程中难以将钢板加热至相变点以上的温度。因此,si含量设为2.50%以下。优选的si含量为2.00%以下、1.50%以下、1.00%以下或0.50%以下。在使用镀敷钢板作为热冲压用钢板的情况下,为了确保镀敷性而优选将si含量设为小于0.50%,更优选设为小于0.40%,进一步优选设为小于0.30%。
[0071]
si含量的下限没有特别限定,但使si含量过度降低会引起制钢成本的上升。因此,优选将si含量设为0.001%。另外,由于si具有提高热冲压后的钢板的拉伸强度的作用,因此也可以积极地含有。从高强度化的观点出发,优选的si含量为0.10%以上、0.20%以上或0.30%以上。
[0072]
mn:0.01%以上且小于0.50%
[0073]
mn是使热冲压成形品的热稳定性恶化的元素。特别是,如果mn含量为0.50%以上,则热冲压后的成形品的热稳定性明显恶化。因此,mn含量设为小于0.50%。mn含量优选为小于0.40%、小于0.35%、小于0.30%、小于0.25%或小于0.20%。
[0074]
另一方面,mn与作为杂质的s结合形成mns,是具有抑制因含有s而导致的钢脆化的作用的元素。为了得到该效果,mn含量设为0.01%以上。mn含量优选为0.05%以上、0.10%以上或0.15%以上。
[0075]
p:0.200%以下
[0076]
p是钢中作为杂质含有的元素。如果p含量超过0.200%,则焊接性和热冲压后的韧性明显恶化,因此p含量设为0.200%以下。优选的p含量为0.100%以下、0.050%以下或0.020%以下。
[0077]
p含量的下限没有特别限定,但使p含量过度降低会引起制钢成本的上升。因此,优选将p含量设为0.001%以上。另外,由于p具有提高热冲压后的钢板的拉伸强度的作用,因此也可以积极地含有。从高强度化的观点出发,优选的p含量为0.010%以上、0.020%以上或0.030%以上。在使用镀敷钢板作为热冲压用钢板的情况下,为了确保镀敷性而优选将p含量设为0.050%以下,更优选设为0.40%以下。
[0078]
s:0.0200%以下
[0079]
s在钢中作为杂质而含有,是使钢脆化的元素。因此,s含量越少越优选,如果s含量超过0.0200%则钢的脆化明显。因此,s含量设为0.0200%以下。优选的s含量为0.0100%以下、0.0050%以下或0.0030%以下。
[0080]
s含量的下限没有特别限定,但使s含量过度降低会引起制钢成本的上升。因此,优选将s含量设为0.0001%以上。
[0081]
sol.al:0.001~2.500%
[0082]
al是具有使钢水脱氧的作用的元素。如果sol.al含量(酸可溶al含量)小于0.001%则脱氧不充分。因此,将sol.al含量设为0.001%以上。sol.al含量优选为0.010%以上、0.020%以上或0.040%以上。
[0083]
另一方面,如果sol.al含量过高,则相变点上升,在热冲压的加热过程中难以将钢板加热至相变点以上的温度。因此,将sol.al含量设为2.500%以下。sol.al含量优选为
1.000%以下、0.500%以下、0.100%以下或0.060%以下。
[0084]
n:0.0200%以下
[0085]
n在钢中作为杂质而含有,是在钢的连续铸造中形成氮化物的元素。由于该氮化物使热冲压后的韧性恶化,因此优选n含量低。如果n含量超过0.0200%,则韧性的劣化明显。因此,n含量设为0.0200%以下。n含量优选为小于0.0100%、小于0.0080%或小于0.0050%。
[0086]
n含量的下限没有特别限定,但由于使n含量过度降低会引起制钢成本的上升,因此优选将n含量设为0.0010%以上。
[0087]
cr:0.01%以上且小于2.00%
[0088]
cr是具有使具有以铁素体为主体的金属组织的热冲压成形品(热冲压后的钢板)的热稳定性提高的作用的元素。在cr含量小于0.01%的情况下,即使如后述说明那样调整热冲压工序中的热冲压开始温度也无法充分得到上述效果。因此,cr含量设为0.01%以上。cr含量优选为0.05%以上、0.10%以上、0.15%以上或0.20%以上。
[0089]
另一方面,如果cr含量为2.00%以上,则在热冲压成形品的金属组织中马氏体及/或贝氏体的面积率过剩,热冲压成形品的热稳定性恶化。因此,cr含量设为小于2.00%。为了使热冲压成形品的屈服比上升、使冲击吸收性提高,优选将cr含量设为小于0.30%,更优选设为小于0.25%。
[0090]
ti:0~0.300%
[0091]
nb:0~0.300%
[0092]
v:0~0.300%
[0093]
zr:0~0.300%
[0094]
ti、nb、v以及zr是具有通过将金属组织微细化而使热冲压成形品的拉伸强度上升的作用的元素。为了得到该效果,也可以根据需要含有选自ti、nb、v以及zr的1种以上。由于也可以不含有这些元素,因此这些元素的含量的下限为0%。
[0095]
在希望得到上述效果的情况下,优选分别含有0.001%以上的选自ti、nb、v以及zr的1种以上。另外,更优选含有0.005%以上的ti、0.005%以上的nb、0.010%以上的v以及0.005%以上的zr中的任意一种以上。
[0096]
在含有ti的情况下,进一步优选将ti含量设为0.010%以上,特别优选设为0.020%以上。
[0097]
在含有nb的情况下,进一步优选将nb含量设为0.020%以上,特别优选设为0.030%以上。
[0098]
在含有v的情况下,进一步优选将v含量设为0.020%以上。
[0099]
在含有zr的情况下,进一步优选将zr含量设为0.010%以上。
[0100]
另一方面,在ti、nb、v以及zr的含量分别超过0.300%的情况下,效果饱和,并且钢板的制造成本上升。因此,即使在含有上述元素的情况下,也将ti、nb、v以及zr的含量分为设为0.300%以下。
[0101]
另外,在ti、nb、v以及zr的含量多的情况下,这些元素的碳化物大量析出,有时会损害热冲压后的韧性。
[0102]
因此,ti含量优选为小于0.060%,进一步优选为小于0.040%。
[0103]
nb含量优选为小于0.060%,进一步优选为小于0.040%。
[0104]
v含量优选为小于0.200%,进一步优选为小于0.100%。
[0105]
zr含量优选为小于0.200%,进一步优选为小于0.100%。
[0106]
mo:0~2.00%
[0107]
cu:0~2.00%
[0108]
ni:0~2.00%
[0109]
mo、cu以及ni具有提高热冲压成形品(热冲压后的钢板)的拉伸强度的作用。因此,也可以根据需要含有选自mo、cu以及ni的1种以上。由于也可以不含有这些元素,因此这些元素的含量的下限为0%。
[0110]
在希望得到上述效果的情况下,优选分别含有0.001%以上的选自mo、cu以及ni的1种以上。更优选mo含量为0.05%以上,更优选cu含量为0.10%以上,更优选ni含量为0.10%以上。
[0111]
另一方面,如果mo、cu以及ni的含量分别超过2.00%,则在热冲压成形品的金属组织中包含的马氏体及/或贝氏体的面积率过剩,热冲压成形品的热稳定性恶化。
[0112]
因此,即使在含有上述元素的情况下,也将mo、cu以及ni的含量分别设为2.00%以下。优选的mo含量为0.50%以下,优选的cu含量为1.00%以下,优选的ni含量为1.00%以下。
[0113]
b:0~0.0200%
[0114]
b是在晶界偏析从而具有使热冲压后的钢板的韧性提高的作用的元素。为了得到该效果,也可以根据需要含有b。由于也可以不含有b,因此b含量的下限为0%。
[0115]
在希望得到上述效果的情况下,优选b含量为0.0001%以上。b含量更优选为0.0006%以上,进一步优选为0.0010%以上。
[0116]
另一方面,如果b含量超过0.0200%,则在热冲压成形品的金属组织中包含的马氏体及/或贝氏体的面积率过剩,热冲压成形品的热稳定性恶化。因此,即使在含有b的情况下,也将b含量设为0.0200%以下。b含量优选为0.0050%以下,进一步优选为0.0030以下。
[0117]
ca:0~0.0100%
[0118]
mg:0~0.0100%
[0119]
rem:0~0.1000%
[0120]
ca、mg以及rem是具有通过调整夹杂物的形状而使热冲压后的钢板(热冲压成形品)的韧性提高的作用的元素。因此,也可以根据需要含有选自ca、mg以及rem的1种以上。由于也可以不含有这些元素,因此这些元素的含量的下限为0%。
[0121]
在希望得到上述效果的情况下,优选分别含有0.0001%以上的选自ca、mg以及rem的1种以上。
[0122]
另一方面,在ca或mg的含量超过0.0100%的情况下,或rem的含量超过0.1000%的情况下,上述效果饱和,钢板的制造成本上升。因此,即使在含有上述元素的情况下,ca和mg的含量分别设为0.0100%以下,rem含量设为0.1000%以下。
[0123]
在本实施方式中,rem指sc、y以及镧系的合计17种元素,rem含量意味着这些元素的合计含量。镧系在工业上以混合稀土金属的形态添加。
[0124]
bi:0~0.0500%
[0125]
bi是具有通过将凝固组织微细化而使热冲压后的钢板(热冲压成形品)的韧性提高的作用的元素。因此,也可以根据需要含有bi。由于也可以不含有bi,因此bi含量的下限为0%。
[0126]
在希望得到上述效果的情况下,bi含量优选为0.0001%以上。bi含量更优选为0.0003%以上,进一步优选为0.0005%以上。
[0127]
另一方面,在bi含量超过0.0500%的情况下,上述效果饱和,钢板的制造成本上升。因此,即使在含有bi的情况下,bi含量设为0.0500%以下。bi含量优选为0.0100%以下,更优选为0.0050%以下。
[0128]
在上述化学组分中,剩余部分为fe及杂质。在此,“杂质”是工业上制造钢板时,因矿石、废料等原料、制造工序的各种原因而混入的成分,是指在不对本实施方式的热冲压成形品造成不良影响的范围内被容许的成分。
[0129]
上述热冲压成形品的化学组分可以通过一般的分析方法测定。例如,可以使用icp
‑
aes(inductively coupled plasma
‑
atomic emission spectrometry:电感耦合等离子体
‑
原子发射光谱法)来测定。此外,sol.al可以使用将试样用酸进行加热分解后的滤液通过icp
‑
aes来测定。c及s可以使用燃烧
‑
红外线吸收法,n可以使用惰性气体熔融
‑
热传导法来测定。
[0130]
<热冲压成形品的金属组织>
[0131]
对本实施方式的热冲压成形品的金属组织(显微组织)进行说明。本实施方式的热冲压成形品的全部或一部分具有包含以下所示的量的铁素体、马氏体以及贝氏体的金属组织。在有关金属组织的以下说明中,“%”是指“面积%”。
[0132]
铁素体:超过60.0%
[0133]
如果铁素体的面积率为60.0%以下,则热冲压后的成形品(热冲压成形品)的拉伸强度成为700mpa以上,不能确保热稳定性。因此,将铁素体的面积率设为超过60.0%。铁素体的面积率优选为超过70.0%,进一步优选为超过80.0%。
[0134]
铁素体的面积率的上限不需要特别规定,但为了使热冲压成形品的强度上升,优选为小于98.0%,更优选为小于96.0%,进一步优选为小于94.0%。
[0135]
在本实施方式中,铁素体中除了多边形铁素体之外,包含位错密度比多边形铁素体高的准多边形铁素体和颗粒贝氏体铁素体、具有锯齿状的晶界的针状铁素体。
[0136]
从热稳定性的观点出发,多边形铁素体相对于铁素体整体的比例优选为以面积率计为5.0%以上。
[0137]
马氏体:0%以上且小于20.0%
[0138]
贝氏体:0%以上且小于20.0%
[0139]
如果金属组织含有大量的马氏体和贝氏体,则热冲压成形品的热稳定性恶化。因此,马氏体和贝氏体的面积率均设为小于20.0%。马氏体和贝氏体的面积率均优选为小于10.0%,更优选为小于5.0%,进一步优选为小于2.0%。
[0140]
由于未必需要含有马氏体和贝氏体,因此马氏体和贝氏体的面积率的下限均为0%。
[0141]
但是,由于马氏体和贝氏体具有使热冲压成形品的强度上升的作用,因此如果在上述范围内则也可以被包含于金属组织。如果马氏体和贝氏体的面积率均小于0.1%,则无
法充分得到由上述作用带来的效果。因此,在使强度上升的情况下,优选将马氏体和贝氏体的面积率的下限值均设为0.1%以上,更优选设为0.5%以上。
[0142]
在本实施方式中,马氏体中包含初生马氏体和回火马氏体。初生马氏体是未实施回火的马氏体,回火马氏体是实施了自回火及/或回火的马氏体。
[0143]
金属组织的剩余部分也可以包含珠光体或残留奥氏体,进而,也可以包含渗碳体等析出物。由于不需要积极地含有珠光体、残留奥氏体以及析出物,因此珠光体、残留奥氏体以及析出物的面积率的下限均为0%。
[0144]
由于珠光体具有使热冲压成形品的强度上升的作用,因此在使强度上升的情况下,优选将珠光体的面积率设为1.0%以上,更优选设为2.0%以上,进一步优选设为5.0%以上。
[0145]
另一方面,在过剩地含有珠光体的情况下,热冲压后的韧性恶化。因此,优选将珠光体的面积率设为20.0%以下,更优选设为10.0%以下。
[0146]
残留奥氏体具有使热冲压成形品的冲击吸收性提高的作用。因此,在得到该效果的情况下,优选将残留奥氏体的面积率设为0.5%以上,更优选设为1.0%以上。
[0147]
另一方面,如果过剩地含有残留奥氏体,则热冲压后的韧性降低。因此,优选将残留奥氏体的面积率设为5.0%以下,更优选设为3.0%以下。
[0148]
在本实施方式中,各金属组织的面积率如以下这样求出。
[0149]
首先,从热冲压成形品采集试验片,对板厚截面(钢板的纵截面)进行研磨后,在非镀敷钢板的情况下,在距钢板表面的钢板的板厚1/4深度位置(距钢板表面的板厚1/8深度~距钢板表面的板厚3/8深度的区域),在镀敷钢板的情况下,在从基材的钢板与镀层的边界起的作为基材的钢板的板厚1/4深度位置(从上述边界起的作为基材的钢板的板厚1/8深度~从上述边界起的作为基材的钢板的板厚3/8深度的区域)进行组织观察。在热冲压成形品包括具有小于700mpa的拉伸强度的部分和具有700mpa以上的拉伸强度的部分的情况下,从拉伸强度小于700mpa的部分采集试验片进行观察。
[0150]
具体而言,在对研磨了的板厚截面进行硝酸乙醇腐蚀或电解研磨后,使用光学显微镜和扫描电子显微镜(sem)进行组织观察,通过对得到的组织照片进行图像分析,得到铁素体、珠光体、贝氏体、以及回火马氏体各自的面积率。之后,针对同样的观察位置,在进行lepera腐蚀后,使用光学显微镜和扫描电子显微镜(sem)进行组织观察,通过对得到的组织照片进行图像分析,算出残留奥氏体和初生马氏体的合计面积率。
[0151]
另外,对于同样的观察位置,在对板厚截面进行电解研磨后,使用具备电子背散射图案分析装置(ebsp)的sem,对残留奥氏体的面积率进行测定。
[0152]
根据这些结果,得到铁素体、珠光体、贝氏体、马氏体以及残留奥氏体各自的面积率。
[0153]
此外,回火马氏体能够通过内部存在铁碳化物这一点与初生马氏体进行区分,另外,能够通过内部存在的铁碳化物在多个方向上伸长这一点与贝氏体进行区分。在本实施方式中,通过算出初生马氏体和回火马氏体的合计的面积率而得到马氏体的面积率。
[0154]
<热冲压成形品的强度>
[0155]
本实施方式的热冲压成形品的全部或一部分以拉伸强度计小于700mpa。即,本实施方式的热冲压成形品的母材钢板的全部或一部分的拉伸强度小于700mpa。这是因为如果
在热冲压成形品的全部中拉伸强度为700mpa以上,则不能确保热冲压成形品的热稳定性。优选的是,在热冲压成形品的全部或一部分中拉伸强度小于600mpa或小于560mpa。另一方面,为了使热冲压成形品的冲击吸收性提高,优选将热冲压成形品的拉伸强度设为300mpa以上、340mpa以上、390mpa以上、440mpa以上、460mpa以上或490mpa以上。
[0156]
为了进一步使热冲压成形品的冲击吸收性提高,在热冲压成形品的拉伸强度小于700mpa的部分中,优选将屈服比(热冲压成形品所包括的热冲压后的钢板的屈服比)设为0.65以上,更优选设为0.67以上。屈服比通过将屈服应力除以拉伸强度而求出(屈服应力/拉伸强度)。屈服应力在热冲压后的钢板不连续屈服的情况下为上屈服点,在连续屈服的情况下为0.2%屈服强度。
[0157]
本实施方式的热冲压成形品也可以在热冲压成形品内混合拉伸强度小于700mpa的软质部和拉伸强度为700mpa以上的硬质部。通过设置强度不同的部位,能够对碰撞时的热冲压成形品的变形状态进行控制,能够使热冲压成形品的冲击吸收性提高。具有强度不同的部位的热冲压成形品如后述说明,能够通过在将化学组分不同的两种以上的钢板接合后进行热冲压而制造。
[0158]
<热冲压成形品的热稳定性>
[0159]
本实施方式的热冲压成形品在170℃下实施了20分钟的热处理时的、拉伸强度相对于热处理前的拉伸强度的降低量(δts)为100mpa以下。δts优选为60mpa以下,更优选为30mpa以下。δts的下限没有特别限定,但为了使δts大幅降低,在后述说明的热冲压用钢板中,需要过度地提高铁碳化物中的mn含量和cr含量,钢板的制造性被损害。因此,δts优选为为1mpa以上、5mpa以上或10mpa以上。
[0160]
在具有以铁素体为主体(面积率超过60.0%)的组织的热冲压成形品中,涂装烘烤时强度降低的理由认为是由于:通过涂装烘烤处理,存在于铁素体中的微细的铁碳化物或微细的铁碳簇变化为粗大的铁碳化物,以及铁素体中的固溶碳作为粗大的铁碳化物析出。对这样的铁碳化物、铁碳簇以及固溶碳的存在状态直接地定量地进行评价并不容易,但能够通过在170℃下实施了20分钟热处理时的拉伸强度的降低量(δts)而间接地进行评价。如果δts为100mpa以下,则铁素体中的微细的铁碳化物或微细的铁碳簇的生成以及固溶碳的增加被抑制,能够判定为热稳定性优异。
[0161]
拉伸强度通过采集jis13b号拉伸试验片,以10mm/分钟的拉伸速度进行拉伸试验而得到。
[0162]
<镀层>
[0163]
本实施方式的热冲压成形品也可以在表面具有镀层。通过在表面具备镀层,能够防止热冲压时的氧化皮的生成,进而能够使热冲压成形品的耐腐蚀性提高。镀敷的种类只要适于上述目的即可,没有特别限定。具有镀层的热冲压成形品如后述说明,能够通过使用镀敷钢板进行热冲压而得到。作为具有镀层的热冲压成形品,可例示出具有使用镀锌系钢板或镀铝系钢板,具体而言,例如热浸镀锌钢板、合金化热浸镀锌钢板、热浸镀铝钢板、热浸镀zn
‑
al合金钢板、热浸镀zn
‑
al
‑
mg合金钢板、热浸镀zn
‑
al
‑
mg
‑
si合金钢板、电镀锌钢板以及电镀ni
‑
zn合金钢板等进行热冲压的、锌系镀层或铝系镀层的热冲压成形品。镀层可以在单面形成,也可以在双面形成。
[0164]
接着,对适合制造上述热冲压成形品的热冲压用钢板进行说明。
[0165]
<热冲压用钢板的化学组分>
[0166]
由于化学组分通过热冲压实质上没有变化,因此热冲压用钢板具有与上述热冲压成形品相同的化学组分。
[0167]
<热冲压用钢板的金属组织>
[0168]
本实施方式的热冲压用钢板的金属组织包含铁碳化物,铁碳化物的化学组分(铁碳化物中的mn含量和cr含量)满足以下(i)式。
[0169]
[mn]
θ
[cr]
θ
>0.8
…
(i)
[0170]
其中,上述式中的各符号的含义如下。
[0171]
[mn]
θ
:将铁碳化物中包含的fe、mn以及cr的合计含量设为100原子%时的铁碳化物中的mn含量(原子%)
[0172]
[cr]
θ
:将铁碳化物中包含的fe、mn以及cr的合计含量设为100原子%时的铁碳化物中的cr含量(原子%)
[0173]
通过热冲压用钢板的金属组织中包含的铁碳化物的化学组分满足上述式(i),能够使热冲压后的钢板的热稳定性提高。如果上述式(i)的左边值为0.8以下,则即使如后述说明那样调整热冲压成形品的制造条件,在热冲压成形品中也不能确保热稳定性。上述式(i)的左边值优选超过1.0,更优选超过1.2,进一步优选超过1.4。
[0174]
另一方面,为了提高铁碳化物中的mn含量和cr含量,在后述说明的热轧板退火工序中,需要在高温下对热轧板进行退火,钢板的制造性被损害。因此,上述式(i)的左边值优选小于5.0,更优选小于4.0。
[0175]
在本实施方式中,铁碳化物的化学组分通过以下步骤进行测定。
[0176]
首先,从钢板的任意位置采集试验片,对与钢板的轧制方向平行的板厚截面(纵截面)进行研磨后,在距钢板表面的板厚1/4深度位置(距钢板表面的板厚1/8深度~距钢板表面的板厚3/8深度的区域)通过复制法提取析出物。使用透射型电子显微镜(tem)对该析出物进行观察,通过电子衍射和能量分散型x射线分析(eds)进行析出物的鉴定和组成分析。
[0177]
通过eds进行的铁碳化物的定量分析,针对fe、mn以及cr这3个元素进行,将它们的合计含量设为100原子%时的mn含量(原子%)和cr含量(原子%)分别作为[mn]
θ
和[cr]
θ
求出。对多个铁碳化物进行该定量分析,将其平均值作为该钢板的铁碳化物中的mn含量和cr含量。进行测定的铁碳化物的数量为10个以上,测定数量越多越优选。铁碳化物除了构成珠光体的渗碳体之外,还包含在金属组织中孤立存在的渗碳体。
[0178]
在本实施方式中,在冷轧钢板或退火钢板的情况下,在距钢板表面的板厚1/4深度位置(距钢板表面的板厚1/8深度~距钢板表面的板厚3/8深度的区域),在镀敷钢板的情况下,在从作为基材的钢板与镀层的边界起的作为基材的钢板的板厚1/4深度位置(从上述边界起的作为基材的钢板的板厚1/8深度~从上述边界起作为基材的钢板的板厚3/8深度的区域)规定上述金属组织。
[0179]
铁碳化物的面积率不需要特别规定,但为了将热冲压后的金属组织细粒化而提高拉伸强度,优选铁碳化物的面积率为1%以上,更优选为3%以上。
[0180]
另一方面,如果铁碳化物的面积率过剩,则热冲压后的钢板的拉伸强度变得过高并且热稳定性受到损害。因此,铁碳化物的面积率优选为20%以下,更优选为15%以下。
[0181]
本实施方式的热冲压用钢板的金属组织以铁素体为主体,但作为剩余部分也可以
点,将热冲压的开始温度设为(t
‑
80)℃以上。这种情况下的优选的加热温度t(℃)为热冲压用钢板的(ac3点 50)℃以上,更优选的加热温度t(℃)为热冲压用钢板的(ac3点 100)℃以上。另外,加热温度t(℃)优选为1100℃以下,更优选为1000℃以下,进一步优选为950℃以下。
[0197]
优选的热冲压的开始温度为(t
‑
50)℃以上,更优选的开始温度为(t
‑
80)℃以上且超过ar3点。
[0198]
另外,优选的在热冲压的加热温度t(℃)下的保持时间为1~5分钟。
[0199]
它们的理由与上述不包括接合工序的热冲压成形品的制造方法相同。
[0200]
对于接合用钢板的化学组分和机械特性没有特别限定。但是,为了提高热冲压成形品的冲击吸收能量,接合用钢板的热冲压后的拉伸强度优选为700mpa以上。进一步优选的热冲压后的接合用钢板的拉伸强度为超过1000mpa、超过1200mpa或超过1500mpa。
[0201]
为了确保热冲压后的接合用钢板的拉伸强度,接合用钢板的c含量优选为0.090%以上。更优选为0.100%以上、0.120%以上或0.200%以上。根据同样的理由,接合用钢板的mn含量优选为0.50%以上。更优选为0.80%以上、1.00%以上或1.20%以上。
[0202]
作为上述原材料使用的钢板(热冲压用钢板)如后述说明那样实施热轧板退火,在热轧板退火后进一步实施冷轧。在冷轧之后,也可以任意地进一步进行连续退火。另一方面,作为接合用钢板,也可以使用热轧钢板、对热轧钢板实施了冷轧的冷轧钢板、对热轧钢板实施了退火的热轧退火钢板、以及对冷轧钢板实施了退火的冷轧退火钢板中的任意一种。
[0203]
为了提高热冲压成形品的耐腐蚀性,热冲压用钢板和接合用钢板也可以使用在表面实施了镀敷的镀敷钢板。镀敷钢板的种类没有特别限定,可例示出热浸镀锌钢板、合金化热浸镀锌钢板、热浸镀铝钢板、热浸镀zn
‑
al合金钢板、热浸镀zn
‑
al
‑
mg合金钢板、热浸镀zn
‑
al
‑
mg
‑
si合金钢板、电镀锌钢板以及电镀ni
‑
zn合金钢板等。
[0204]
[热冲压用钢板的制造方法]
[0205]
本实施方式的热冲压用钢板的制造方法包括:对具有上述化学组分的板坯实施热轧后,在800℃以下的温度范围进行卷取而制成热轧钢板的热轧工序;对上述热轧钢板实施加热至超过650℃的温度范围的热轧板退火而制成热轧退火钢板的热轧板退火工序;以及对上述热轧退火钢板实施冷轧的冷轧工序。
[0206]
在热轧工序中,将热轧后的卷取温度设为800℃以下。如果卷取温度超过800℃镀,则热轧钢板的金属组织过度粗大化,热冲压后的钢板的拉伸强度降低。卷取温度优选为小于650℃,更优选为小于600℃,进一步优选为小于550℃。
[0207]
另外,如果卷取温度过低,则热轧钢板硬质化而冷轧变得困难,因此卷取温度优选为400℃以上。
[0208]
此外,供于本实施方式的热冲压用钢板的制造方法的板坯的制造方法没有特别限定。在例示的板坯的优选的制造方法中,具有上述化学组分(成分组成)的钢在通过公知的手段进行熔炼后,通过连续铸造法制成钢锭,或在通过任意的铸造法制成钢锭之后通过开坯轧制方法等制成钢片。在连续铸造工序中,为了抑制由夹杂物引起的表面缺陷的产生,优选在铸模内使钢液产生电磁搅拌等外部附加性的流动。钢锭或钢片可以将暂时冷却的钢锭或钢片进行再加热而供于热轧,也可以将处于连续铸造后的高温状态的钢锭或处于开坯轧
制后的高温状态的钢片直接或者进行保温、或者进行辅助性的加热而供于热轧。在本实施方式中,将这样的钢锭和钢片作为热轧的原材料统称为“板坯”。
[0209]
为了防止奥氏体的粗大化,供于热轧的板坯的温度优选为小于1250℃,更优选为小于1200℃。为了通过在轧制完成后使奥氏体相变而使热轧钢板的金属组织微细化,热轧优选在ar3点以上的温度范围内完成。
[0210]
在热轧由粗轧和精轧构成的情况下,为了在上述温度结束精轧,也可以在粗轧与精轧之间对粗轧材料进行加热。这时,优选通过进行加热以使得粗轧材料的后端比前端高温,从而将在精轧开始时的粗轧材料的全长的温度的变动抑制在140℃以下。由此,卷取工序后的线圈内的产品特性的均匀性提高。
[0211]
粗轧材料的加热方法使用公知的手段进行即可。例如,在粗轧机与精轧机之间设置螺线管式感应加热装置,基于该感应加热装置的上游侧的粗轧材料长度方向的温度分布等来控制加热升温量。
[0212]
进行了热轧、卷取的钢板在根据需要按照公知的方法实施脱脂等处理后,进行退火。将对热轧钢板实施的退火称为热轧板退火,将热轧板退火后的钢板称为热轧退火钢板。在热轧板退火之前,也可以通过酸洗等进行除氧化皮。
[0213]
热轧板退火工序中的加热温度为超过650℃。这是为了在热轧退火钢板的金属组织中,使铁碳化物中的mn含量和cr含量提高。加热温度在650℃以下时,铁碳化物中的mn含量和cr含量不满足上述(i)式,热冲压成形品的热稳定性无法确保。热轧板退火工序中的加热温度优选为超过680℃,更优选为超过700℃。
[0214]
另一方面,如果热轧板退火工序中的加热温度过高,则热轧退火钢板的金属组织粗大化,热冲压后的拉伸强度降低。因此,热轧板退火工序中的加热温度优选为小于750℃,更优选为小于720℃。
[0215]
为了充分地得到热轧板退火的效果,优选在上述加热温度下保持30分钟以上。另一方面,如果保持时间过长,则热轧退火钢板的金属组织粗大化,热冲压后的拉伸强度降低。因此,在热轧板退火工序中的加热温度下的保持时间优选为小于10小时,更优选为小于5小时,进一步优选为小于2小时。
[0216]
在热轧板退火工序之后,对热轧退火钢板实施冷轧而制成冷轧钢板。这是为了使热冲压后的金属组织微细化,提高拉伸强度。为了将热冲压成形品轻量化,冷轧钢板的厚度优选为2.8mm以下,更优选为2.0mm以下,进一步优选为1.8mm以下,特别优选为1.6mm以下。另外,从钢板的制造性的观点出发,冷轧钢板的板厚优选为0.6mm以上。
[0217]
冷轧按照常规方法进行即可,也可以在冷轧之前通过酸洗等进行除氧化皮。为了充分地得到冷轧的效果,优选将冷轧率(冷轧中的累积压下率)设为30%以上,更优选设为40%以上。如果冷轧率过高,则热冲压后的韧性恶化,因此优选将冷轧率设为65%以下,更优选设为60%以下。如后述说明,在冷轧后进行连续退火的情况下,为了使退火钢板的金属组织微细化,优选将冷轧率设为60%以上,更优选设为70%以上。
[0218]
在上述冷轧工序之后,也可以对冷轧钢板实施连续退火而制成退火钢板。连续退火按照常规方法进行即可,在进行连续退火之前,也可以通过公知的方法实施脱脂等处理。为了通过再结晶使退火钢板的金属组织微细化,优选将连续退火中的均热温度设为600℃以上、650℃以上或700℃以上。
[0219]
另一方面,如果连续退火时的加热速度过慢、均热温度过高或均热时间过长,则退火钢板的金属组织因晶粒生长而粗大化,有时热冲压后的钢板的拉伸强度降低而冲击吸收性降低。因此,优选将连续退火中的到均热温度为止的平均加热速度设为1℃/秒以上,优选将均热温度设为800℃以下或760℃以下,优选将均热时间设为小于300秒或小于120秒。
[0220]
对这样得到的冷轧钢板和退火钢板,也可以按照常规方法进行调质轧制。
[0221]
本实施方式的热冲压用钢板为了防止在热冲压时生成氧化皮以及提高热冲压后的钢板的耐腐蚀性,也可以在表层具备镀层。镀敷的种类只要是适于所述目的的镀敷即可,没有特别限定,可例示出热浸镀锌钢板、合金化热浸镀锌钢板、热浸镀铝钢板、热浸镀zn
‑
al合金钢板、热浸镀zn
‑
al
‑
mg合金钢板、热浸镀zn
‑
al
‑
mg
‑
si合金钢板、电镀锌钢板以及电镀ni
‑
zn合金钢板等。
[0222]
在制造热浸镀敷钢板的情况下,将通过上述方法制造的冷轧钢板或退火钢板作为原材料钢板,按照常规方法进行镀敷即可。在原材料钢板使用冷轧钢板的情况下,为了通过再结晶使镀敷钢板的金属组织微细化,优选将连续热浸镀敷的退火过程中的均热温度设为600℃以上、650℃以上或700℃以上。
[0223]
另一方面,如果均热温度过高,则为了通过晶粒生长而使退火钢板的金属组织粗大化,不论原材料钢板的种类,优选将连续热浸镀敷的退火过程中的均热温度设为800℃以下或760℃以下。也可以在热浸镀敷后对钢板进行再加热而进行合金化处理。
[0224]
在制造电镀钢板的情况下,将通过上述方法制造的冷轧钢板或退火钢板作为原材料钢板,在根据需要实施了用于表面的清洁化和调整的已知的前处理后,按照常规方法进行电镀即可。对这样得到的镀敷钢板,也可以按照常规方法进行调制轧制。
[0225]
以下,通过实施例对本发明进行更具体地说明,但本发明并不限定于这些实施例。
[0226]
[实施例]
[0227]
(实施例1)
[0228]
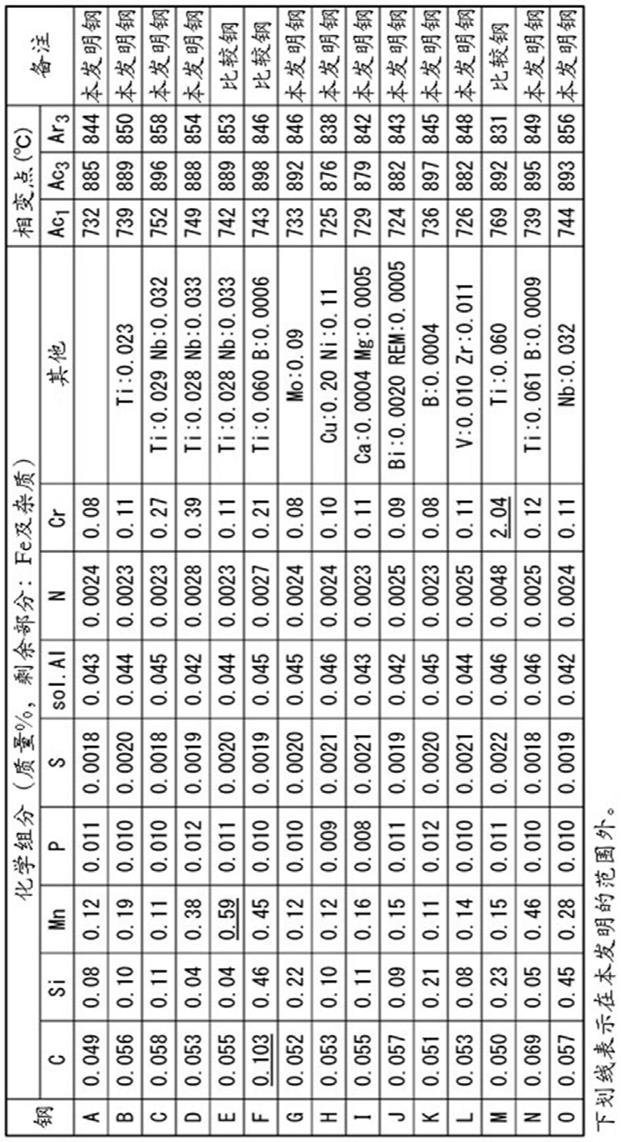
使用真空熔化炉铸造钢水,制造具有表1所示的化学组分的钢a~o。表1中的ac1点和ac3点根据对钢a~o的冷轧钢板以2℃/秒进行加热时的热膨胀变化求出。另外,表1中的ar3点根据将钢a~o的冷轧钢板加热至920℃后以10℃/秒进行冷却时的热膨胀变化求出。
[0229]
[表1]
[0230][0231]
[表2]
[0232][0233]
下划线表示在本发明的范围外。
[0234]
将钢a~o加热至1200℃并保持60分钟后,在表2所示的热轧条件下进行了热轧。具体而言,在ar3点以上的温度范围内,对钢a~o实施10个道次的轧制,制成厚度3.6mm的热轧钢板。热轧后,通过水喷雾将热轧钢板冷却至540~580℃,将冷却结束温度作为卷取温度,将热轧钢板装入保持在该卷取温度的电加热炉中并保持60分钟,之后,将热轧钢板以20℃/小时的平均冷却速度炉冷却至室温,模拟了卷取后的缓慢冷却。
[0235]
缓慢冷却后,对一部分热轧钢板实施了热轧板退火。具体而言,使用电加热炉将热轧钢板以50℃/小时的平均加热速度加热至620~710℃后,保持1~12小时,接着以20℃/小时的平均冷却速度进行冷却而制成热轧退火钢板。
[0236]
对热轧钢板和热轧退火钢板进行酸洗而作为冷轧用的母材,以冷轧率61%实施冷轧,制成厚度1.4mm的冷轧钢板。使用连续退火模拟器将一部分冷轧钢板以10℃/秒的平均加热速度加热至表2所示的退火的均热温度并均热了60秒。接着,在冷却至400℃并保持180秒后,冷却至室温而制成退火钢板。对于得到的退火钢板,在表3中的“钢种”的栏中记载为“acr”,在“镀敷种”的栏中记载为
“‑”
。此外,对于冷轧钢板,在表3中的“钢种”的栏中记载为“cr”,在“镀敷种”的栏中记载为
“‑”
。
[0237]
另外,使用热浸镀模拟器将一部分冷轧钢板以10℃/秒的平均加热速度加热至表2所示的退火的均热温度并均热了60秒。接着,进行冷却,浸渍于热浸镀锌浴或热浸镀铝浴中,实施热浸镀锌或热浸镀铝,制成热浸镀锌钢板或热浸镀铝钢板。对一部分钢板在热浸镀锌后加热至520℃并实施合金化处理,制成合金化热浸镀锌钢板。对于得到的镀敷钢板,在表3中的“钢种”的栏中记载为“acr”,在“镀敷种”的栏中记载为“gi”、“ga”或“al”。
[0238]
从这样得到的冷轧钢板、退火钢板、热浸镀锌钢板、合金化热浸镀锌钢板以及热浸镀铝钢板(将这些钢板统称为热冲压用钢板)采集组织观察用试验片,进行了组织观察。
[0239]
具体而言,在非镀敷钢板(冷轧钢板和退火钢板)的情况下,对与轧制方向平行的板厚截面进行研磨后,在距钢板表面的板厚1/4深度位置(距钢板表面的板厚1/8深度~距钢板表面的板厚3/8深度的区域),在镀敷钢板的情况下,在从基材的钢板与镀层的边界起的作为基材的钢板的板厚1/4深度位置(从上述边界起的作为基材的钢板的板厚1/8深度~从上述边界起的作为基材的钢板的板厚3/8深度的区域),通过复制法提取析出物,使用tem对铁碳化物进行了鉴定。对于10个铁碳化物,使用eds对fe、mn以及cr的3个元素进行了定量分析。将fe、mn以及cr的含量的合计设为100原子%时的铁碳化物中的mn含量(原子%)和cr含量(原子%)分别作为[mn]
θ
和[cr]
θ
,求出[mn]
θ
和[cr]
θ
的和的平均值。
[0240]
另外,沿着与轧制方向正交的方向从上述热冲压用钢板采集jis13b号拉伸试验片,以10mm/分钟的拉伸速度进行拉伸试验,求出拉伸强度。在表3示出对热冲压用钢板的金属组织进行观察的结果,以及对热冲压用钢板的机械特性进行调查的结果。
[0241]
[表3]
[0242][0243]
下划线表示在本发明的范围外。
[0244]
#1 cr:冷轧钢板,acr:退火钢板,
[0245]
#2 gi:热浸镀锌钢板,ga:合金化热浸镀锌钢板,
[0246]
al:热浸镀铝钢板,
‑
非镀敷钢板
[0247]
从上述热冲压用钢板采集宽度240mm、长度170mm的热冲压用原材料钢板,通过热冲压制造图1所示的形状的帽构件。在热冲压工序中,使用气体加热炉,将原材料板在表4所示的加热温度下加热4分钟后,从加热炉取出放置冷却,在表4所示的开始温度下,夹入具备冷却装置的模具而进行帽成形。
[0248]
使用电加热炉对一部分帽构件(热冲压成形品)在170℃下实施了相当于20分钟的涂装烘烤处理的热处理。
[0249]
从热处理前的帽构件的冲压底部(
パンチ
底部)采集sem观察用试验片,对该试验片的与钢板的轧制方向平行的板厚截面进行研磨后,对该板厚截面进行硝酸乙醇腐蚀和lepera腐蚀,在非镀敷钢板的情况下,对距钢板表面的板厚1/4深度位置(距钢板表面的板厚1/8深度~距钢板表面的板厚3/8深度的区域)的金属组织进行观察,在镀敷钢板的情况下,对从基材的钢板与镀层的边界起的作为基材的钢板的板厚1/4深度位置(从上述边界起的作为基材的钢板的板厚1/8深度~从上述边界起的作为基材的钢板的板厚3/8深度的区域)的金属组织进行观察。使用上述方法,通过图像处理,对铁素体、马氏体以及贝氏体的面积率进行了测定。在表4示出结果。表4中,在满足本发明的规定的试验编号中,在热冲压成形品的金属组织中,多边形铁素体在铁素体中所占的比例为5.0%以上。
[0250]
另外,沿着构件的长度方向从热处理前的帽构件的冲压底部采集jis13b号拉伸实验片,以10mm/分钟的拉伸速度进行拉伸试验,求出拉伸强度、屈服应力以及屈服比。屈服应力在不连续屈服的情况下为上屈服点,在连续屈服的情况下为0.2%屈服强度。
[0251]
另外,从热处理后的帽构件的冲压底部同样地采集jis13b号拉伸试验片,同样地进行拉伸试验,求出拉伸强度。求出未实施热处理的帽构件的拉伸强度与实施了热处理的帽构件的拉伸强度的差(δts),如果δts为100mpa以下,则判定为帽构件的热稳定性良好。
[0252]
将热处理前的拉伸强度小于700mpa且δts为100mpa以下的情况认为满足本发明的规定而判定为合格。另外,在热处理前的屈服比为0.65以上的情况下,判断为冲击吸收能力更优异。
[0253]
在表4示出对帽构件的金属组织进行观察的结果以及对帽构件的机械特性进行评价的结果。在表4中,标注了下划线的数值是指在本发明的范围外。
[0254]
[表4]
[0255][0256]
满足本发明的规定的试验编号1、3、4、6、9、11、14、16、19、22~27、31以及33中均为热冲压成形品的拉伸强度小于700mpa,并且δts为100mpa以下,示出了良好的热稳定性。
[0257]
对于热冲压成形品的化学组分,cr含量小于0.30%的试验编号1、3、4、6、9、11、14、16、22~27、31以及33中均为热冲压成形品的屈服比均为0.65以上,强度特性特别良好。
[0258]
另外,在热轧板退火工序中,在加热温度下的保持时间小于10小时的试验编号1、
3、4、9、11、14、16、22~27、31以及33的热冲压成形品的拉伸强度均为440mpa以上,强度特性特别良好。
[0259]
相对于此,化学组分偏离本发明的范围的比较例的试验编号20、21、28的热冲压成形品的拉伸强度为700mpa以上且δts为100mpa以上,或δts为100mpa以上,热稳定性差。
[0260]
具体而言,使用钢e的试验编号20由于钢的mn含量过高,因此δts大。
[0261]
使用钢f的试验编号21由于钢的c含量过高,因此在热冲压成形品的金属组织中铁素体的面积率不足并且马氏体的面积率和贝氏体的面积率过剩,热冲压成形品的(热处理前的)拉伸强度为700mpa以上,δts大。
[0262]
使用钢m的试验编号28由于钢的cr含量过高,因此在热冲压成形品的金属组织中铁素体的面积率不足并且马氏体的面积率过剩,热冲压成形品的(热处理前的)拉伸强度为700mpa以上,δts大。
[0263]
化学组分在本发明的范围内,但热冲压用钢板的金属组织或热冲压成形品的制造方法偏离本发明的范围的比较例的试验编号2、5、7、8、10、12、13、15、17、18、29、30以及32,热冲压成形品的δts为100mpa以上,热稳定性差。
[0264]
具体而言,使用钢a的试验编号8、使用钢b的试验编号13、使用钢c的试验编号18、使用钢a的试验编号29以及使用钢b的试验编号30,由于未进行热轧板退火,因此在热冲压用钢板的金属组织中铁碳化物中的mn含量与cr含量之和低,在热冲压成形品中δts大。
[0265]
使用钢a的试验编号7由于在热轧板退火工序中的加热温度过低,因此在热冲压用钢板的金属组织中铁碳化物中的mn含量与cr含量之和低,在热冲压成形品中δts大。
[0266]
使用钢a的试验编号2、使用钢b的试验编号10、使用钢c的试验编号15以及使用钢n的试验编号32,由于热冲压工序中的热冲压开始温度过低,因此在热冲压成形品中δts大。
[0267]
使用钢a的试验编号5、使用钢b的试验编号12以及使用钢c的试验编号17,由于加热工序中的加热温度过低,因此在热冲压成形品中δts大。
[0268]
(实施例2)
[0269]
在实施例1中,使用真空熔化炉铸造钢水,制造具有表1所示的化学组分的钢a~c。与实施例1同样地,使用钢a~c,在表5所示的条件下进行热轧、热轧板退火、冷轧以及退火,接着进行镀敷处理,制造热浸镀锌钢板、合金化热浸镀锌钢板以及热浸镀铝钢板(热冲压用钢板)。
[0270]
[表5]
[0271][0272]
与实施例1同样地对这些热冲压用钢板的金属组织和机械特性进行调查。在表6示出对热冲压用钢板的金属组织进行观察的结果以及对热冲压用钢板的机械特性进行调查的结果。
[0273]
[表6]
[0274][0275]
#3 acr:退火钢板
[0276]
#4 gi:热浸镀锌钢板,ga:合金化热浸镀锌钢板,
[0277]
al:热浸镀铝钢板
[0278]
从这些热冲压用钢板采集厚度1.4mm、宽度240mm、长度170mm的热冲压用原材料板。通过激光焊接将这些原材料板与相同尺寸的接合用钢板进行接合,制作厚度1.4mm、宽度240mm、长度340mm的接合钢板。接合用钢板使用化学组分以质量%计为0.21%c
‑
0.13%si
‑
1.31%mn
‑
0.012%p
‑
0.0018%s
‑
0.043%sol.al
‑
0.0030%n
‑
0.21%cr
‑
0.0018%b的冷轧钢板。
[0279]
与实施例1同样地,在表7所示的条件下对接合钢板进行热冲压,制造如图2所示的形状的帽构件。之后,使用电加热炉对一部分帽构件在170℃下实施了相当于20分钟的涂装烘烤处理的热处理。
[0280]
然后,对于热处理前后的帽构件,与实施例1同样地对由钢a~c构成的部分的金属组织和机械特性进行了调查。在表7示出对帽构件(热冲压成形品)的金属组织进行观察的结果以及对帽构件的机械特性进行评价的结果。
[0281]
[表7]
[0282][0283]
试验编号34~36的任意一个的实验结果均为热冲压成形品的(热处理前的)ts小于700mpa,并且δts为100mpa以下,示出了良好的热稳定性。帽构件的接合用钢板部分的金属组织为马氏体的单一组织,拉伸强度在试验编号34~36中分别为1580mpa、1583mpa、1575mpa。
[0284]
工业可利用性
[0285]
根据本发明,能够得到具有伴随涂装烘烤处理的强度的变动小、拉伸强度小于
700mpa的部分的热稳定性优异的热冲压成形品及适合作为其原材料的热冲压用钢板,以及它们的制造方法。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。