1.本发明涉及金属加工领域,特别涉及一种金属部件的打磨机构。
背景技术:
2.随着工业技术的发展,现代的钣金技术发展的越来越完善,钣金一般都是通过折弯机构折弯形成,其材质较薄,容易形成多个拐角,钣金的拐角比较尖锐,在后续对表面外观要求较高时,需要对其进行打磨,而尖锐的拐角容易碰伤人,影响其安全性能。
技术实现要素:
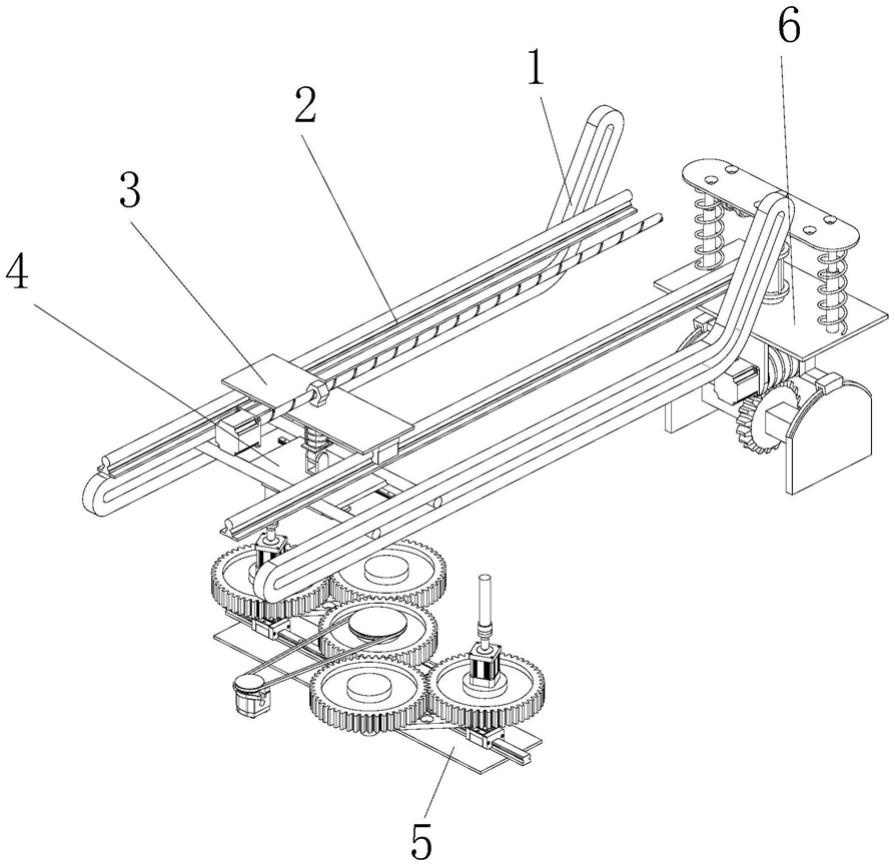
3.本发明的目的在于针对现有技术的不足,提供一种金属部件的打磨机构,该装置在使用的时候,把待处理的钣金框架放到上料台上的吸盘上,然后空气机到抽出吸盘内的空气,钣金箱体就和吸盘连为一体了,然后上料电机顶端蜗杆旋转的时候,上料台开始扭转角度,等到上料台面向弯折槽架的角度的时候,推送气缸顶端钣金箱体向前推进,那么滑行组件中的两个插片会向两侧伸张,此时的钣金箱体就递送给了滑行组件,运载电机通过丝杆带动载物台移动,滑行组件和载物台同步运行,滑行组件可以在直线槽上停在多个工位,实现了自动上下料的功能。
4.为解决上述问题,本发明提供以下技术方案:一种金属部件的打磨机构,包括弯折槽架,弯折槽架的共设置有两个,且弯折槽架相对地面固定安装,两个弯折槽架相互平行,每个弯折槽架的中间设置有直线槽,直线槽的端头连通有斜线槽,直线槽与斜线槽之间的夹角为一百二十度,直线槽内安装有滑行组件,滑行组件包括运载板,运载板的相对两侧分别安装有滑行杆,每个滑行杆的相对两端分别穿插在两个弯折槽架的直线槽的内侧,滑行杆和直线槽滑动连接,运载板的底面相对两侧分别固定安装有移动导轨,两个移动导轨均与滑行杆平行,且分别邻近两个滑行杆,每个移动导轨上安装有两个合拢滑块,合拢滑块和移动导轨滑动连接,合拢滑块的下方设置有两个张开台,两个张开台相对设置,每个张开台的相对两端分别固定于两个移动导轨上的合拢滑块上,两个张开台相对的一侧均设置有插片,两个插片之间连接有两个平行的拉簧,两个张开台之间设置有张开电机,张开电机固定安装于运载板的底面,张开电机的输出端安装有椭圆板,椭圆板相对两端分别贴合抵持于两个插片的侧面。
5.在其中一个实施方式中,弯折槽架的上方安装有两个吊装导轨,每个吊装导轨相对地面固定安装,吊装导轨上安装有吊装滑块,吊装滑块和吊装导轨滑动连接,两个吊装滑块的顶端共同固定安装有滑行台,滑行台的顶端固定安装有螺母块,螺母块的内侧穿插有丝杆,丝杆位于两个吊装导轨之间且与直线槽平行,丝杆安装在运载电机的输出端上,运载电机相对吊装导轨固定安装。
6.在其中一个实施方式中,滑行台和滑行组件之间通过连接组件,连接组件包括铰接块,铰接块和运载板的顶面固定连接,铰接块的顶端铰接有连接管,连接管的底端和铰接块铰接,铰接块的顶端安装有联动方杆,联动方杆的底端滑动地穿插在连接管的内侧,连接
管和联动方杆的外侧设置有竖直弹簧,连接管和联动方杆相互远离的一端均设置有连接方片,竖直弹簧的两个端头分别和两个连接方片连接。
7.在其中一个实施方式中,弯折槽架的斜线槽的一端设置有上料组件,上料组件包括两个安装侧板,两个安装侧板位于两个弯折槽架之间,两个安装侧板均相对地面固定安装,两个安装侧板之间设置有蜗轮,蜗轮的两个侧面分别通过锁定杆和两个安装侧板连接,每个安装侧板的顶端设置有拱形导轨,蜗轮的上方设置有上料台,上料台的底端设置有两个l形的支架,支架的端头设置有滑行滑块,两个支架的滑行滑块分别和两个拱形导轨滑动连接。
8.在其中一个实施方式中,上料台的底端设置有两个平行的竖板,两个竖板位于两个支架之间,两个竖板之间安装有蜗杆,蜗杆和蜗轮相互啮合,蜗杆的轴线与蜗轮的轴线垂直,其中一个竖板的侧壁底端安装有上料电机,上料电机的输出端穿过竖板,以与蜗杆同轴连接。
9.在其中一个实施方式中,上料台的顶端设置有两个伸缩管,伸缩管的顶端安装有伸缩杆,伸缩杆的下部穿插在伸缩管的内侧,伸缩管和伸缩杆滑动连接,伸缩管和伸缩杆的外侧安装有复位弹簧,伸缩杆的顶端安装有取料板,取料板的相对两端分别固定于两个伸缩杆的顶端,每个复位弹簧的底端和上料台连接,复位弹簧的顶端和取料板的底面连接,上料台的中部安装有复位气缸,复位气缸的输出端和取料板的底端中部连接,取料板的底端安装有空气机,且取料板的顶端安装有若干个吸盘,空气机的输出端通过管道和吸盘连接,空气机和吸盘的管道铺设在取料板内。
10.在其中一个实施方式中,弯折槽架远离上料组件的一端下方设置有打磨组件,打磨组件包括条形锁定台,条形锁定台的顶端中央固定安装有组装轴座,组装轴座的顶端安装有长臂,长臂的中部和组装轴座旋转连接,条形锁定台的相对两端分别固定安装有导航轨道,两个导航导轨共线设置且相向延伸,每个导航轨道上安装有导航滑块,导航滑块和导航轨道滑动连接,每个导航滑块的顶端设置有穿插圆杆,穿插圆杆的顶端设置有承载圆板,穿插圆杆的中部套装有中间杆,中间杆的端头设置有和穿插圆杆相匹配的开孔,中间杆远离穿插圆杆的一端和长臂的端部铰接,两个中间杆相互平行且分别铰接于长臂的相对两端,长臂的中心固定设置有中心柱,条形锁定台的底端安装有扭转电机,扭转电机的输出端穿过条形锁定台以与中心柱连接。
11.在其中一个实施方式中,中心柱的顶端安装有中心齿轮盘,中心齿轮盘和中心柱旋转连接,长臂和中间杆的连接处安装有间接齿轮盘,每个承载圆板的顶端安装有从动齿轮盘,从动齿轮盘和承载圆板旋转连接,中心齿轮盘和从动齿轮盘均与间接齿轮盘啮合,两个从动齿轮盘的顶面中心均固定安装有打磨机。
12.在其中一个实施方式中,中心齿轮盘的顶端固定安装有从动轮,从动轮的一侧安装有旋转电机,旋转电机的输出端安装有主动轮,主动轮和从动轮中间通过皮带套设连接,旋转电机相对地面固定安装。
13.本发明的有益效果:
14.其一,该装置在使用的时候,把待处理的钣金框架放到上料台上的吸盘上,然后空气机到抽出吸盘内的空气,钣金箱体就和吸盘连为一体了,然后上料电机顶端蜗杆旋转的时候,上料台开始扭转角度,等到上料台面向弯折槽架的角度的时候,推送气缸顶端钣金箱
体向前推进,那么滑行组件中的两个插片会向两侧伸张,此时的钣金箱体就递送给了滑行组件,运载电机通过丝杆带动载物台移动,滑行组件和载物台同步运行,滑行组件可以在直线槽上停在多个工位,实现了自动上下料的功能。
15.其二,扭转电机带动长臂旋转的时候,中间杆也在向两侧伸张,此时的两个从动齿轮盘在向两侧伸张的时候,五个齿轮盘保持啮合的状态,那么打磨电机通过皮带带动传动轮旋转,中间齿轮盘和从动轮同步旋转,中间齿轮盘在旋转的时候,从动齿轮盘也在跟随旋转,那么动齿轮盘顶端的打磨机实施打磨,那么打磨机在旋转的同时也在沿直线行驶。
附图说明
16.图1为金属部件的打磨机构正视的示意图。
17.图2为金属部件的打磨机构侧视的示意图。
18.图3为金属部件的打磨机构仰视的示意图。
19.图4为金属部件的打磨机构滑行组件的示意图。
20.图5为金属部件的打磨机构上料组件的示意图。
21.图6为金属部件的打磨机构弯折槽架的示意图。
22.图7为金属部件的打磨机构连接组件的示意图。
23.图8为金属部件的打磨机构打磨组件的示意图。
24.图9为金属部件的打磨机构打磨组件剖视的示意图。
25.附图标记说明:
[0026]1‑
弯折槽架,101
‑
直线槽,102
‑
斜线槽,2
‑
吊装导轨,201
‑
吊装滑块,3
‑
滑行台,4
‑
滑行组件,401
‑
运载板,402
‑
滑行杆,403
‑
移动导轨,404
‑
合拢滑块,405
‑
张开台,406
‑
插片,407
‑
拉簧,408
‑
张开电机,409
‑
椭圆板,5
‑
打磨组件,501
‑
扭转电机,502
‑
条形锁定台,503
‑
导航轨道,504
‑
导航滑块,505
‑
组装轴座,506
‑
中心齿轮盘,507
‑
间接齿轮盘,508
‑
从动齿轮盘,509
‑
打磨机,510
‑
旋转电机,511
‑
皮带,512
‑
从动轮,513
‑
承载圆板,514
‑
中间杆,515
‑
长臂,516
‑
中心柱,517
‑
主动轮,518
‑
穿插圆杆,6
‑
上料组件,601
‑
安装侧板,602
‑
拱形导轨,603
‑
蜗轮,604
‑
锁定杆,605
‑
上料台,606
‑
支架,607
‑
滑行滑块,608
‑
竖板,609
‑
蜗杆,610
‑
上料电机,611
‑
伸缩管,612
‑
伸缩杆,613
‑
取料板,614
‑
复位弹簧,615
‑
推送气缸,616
‑
空气机,617
‑
吸盘,7
‑
运载电机,8
‑
螺母块,9
‑
丝杆,10
‑
连接组件,1001
‑
铰接块,1002
‑
连接管,1003
‑
联动方杆,1004
‑
竖直弹簧,1005
‑
连接方片。
具体实施方式
[0027]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0028]
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0029]
参照图1至图9所示的一种金属部件的打磨机构,包括弯折槽架1,所述弯折槽架1
的共设置有两个,且弯折槽架1相对地面固定安装,两个弯折槽架相互平行,每个弯折槽架1的中间设置有直线槽101,直线槽101的端头连通有斜线槽102,直线槽与斜线槽之间的夹角为一百二十度,直线槽101内安装有滑行组件4,滑行组件4包括运载板401,运载板401的底面相对两侧分别安装有滑行杆402,每个滑行杆402的相对两端分别穿插在两个弯折槽架的直线槽101的内侧,滑行杆402和直线槽101滑动连接,运载板401的相对两侧分别固定安装有移动导轨403,两个移动导轨均与滑行杆平行,且分别邻近两个滑行杆,每个移动导轨403上安装有两个合拢滑块404,合拢滑块404和移动导轨403滑动连接,合拢滑块404的下方设置有两个张开台405,两个张开台相对设置,每个张开台的相对两端分别固定于两个移动导轨上的合拢滑块上,两个张开台405相对的一侧均设置有插片406,两个插片406之间连接有两个平行的拉簧407,两个张开台之间设置有张开电机408,张开电机固定安装于运载板的底面,张开电机408的输出端安装有椭圆板409,椭圆板409相对两端分别贴合抵持于两个插片406的侧面,滑行杆402可以沿着直线槽101和斜线槽102滑行,其中一个滑行杆402进入到斜线槽102内侧的时候,另一个滑行杆还处于直线槽内,因此使得滑行组件4倾斜过来。张开电机408通过椭圆板409带动两个插片406向两侧伸张从内抵紧钣金箱体,从而实施锁紧待处理钣金箱体。例如,金属部件即为钣金箱体。
[0030]
弯折槽架1的上方安装有两个吊装导轨2,吊装导轨2相对地面固定安装,每个吊装导轨2上安装有吊装滑块201,吊装滑块201和吊装导轨2滑动连接,两个吊装滑块201的顶端共同固定安装有滑行台3,滑行台3的顶端固定安装有螺母块8,螺母块8的内侧穿插有丝杆9,丝杆位于两个吊装导轨之间且与直线槽平行,丝杆9安装在运载电机7的输出端上,运载电机7相对吊装导轨固定安装,运载电机7通过丝杆9带动滑行台3移动,滑行组件4和滑行台3同步移动。
[0031]
滑行台3和滑行组件4之间通过连接组件10,连接组件10包括铰接块1001,铰接块1001和运载板401的顶面固定连接,铰接块1001的顶端铰接有连接管1002,连接管1002的底端和铰接块1001铰接,铰接块1001的顶端安装有联动方杆1003,联动方杆1003的底端滑动地穿插在连接管1002的内侧,连接管1002和联动方杆1003的外侧设置有竖直弹簧1004,连接管1002和联动方杆1003相互远离的一端均设置有连接方片1005,竖直弹簧1004的两个端头分别和两个连接方片1005连接,滑行组件4在扭转的时候,连接组件10可以伸缩且旋转,滑行组件4一端翘起的时候,连接管1002和联动方杆1003会穿插套合。
[0032]
弯折槽架1的斜线槽的一端设置有上料组件6,上料组件6包括两个安装侧板601,两个安装侧板位于两个弯折槽架之间,两个安装侧板均相对地面固定安装,两个安装侧板601之间设置有蜗轮603,蜗轮603的两个侧面分别通过锁定杆604和两个安装侧板601连接,每个安装侧板601的顶端设置有拱形导轨602,所述蜗轮603的上方设置有上料台605,上料台605的底端设置有两个l形的支架606,支架606的端头设置有滑行滑块607,两个支架的滑行滑块607分别和两个拱形导轨602滑动连接,上料台605通过支架606端头的滑行滑块607沿着拱形导轨602滑行。
[0033]
上料台605的底端设置有两个平行的竖板608,两个竖板位于两个支架之间,两个竖板608之间安装有蜗杆609,蜗杆609和蜗轮603相互啮合,蜗杆的轴线与蜗轮的轴线垂直,其中一个竖板608的侧壁底端安装有上料电机610,上料电机610的输出端穿过竖板608,以与蜗杆609同轴连接,上料电机610带动蜗杆609旋转的时候,上料台605整体就绕着安装侧
板601旋转,上料电机610间接的提供了上料台605的动力。
[0034]
上料台605的顶端设置有两个伸缩管611,伸缩管611的顶端安装有伸缩杆612,伸缩杆612的下部穿插在伸缩管611的内侧,伸缩管611和伸缩杆612滑动连接,伸缩管611和伸缩杆612的外侧安装有复位弹簧614,伸缩杆612的顶端安装有取料板613,取料板的相对两端分别固定于两个伸缩杆的顶端,复位弹簧614的底端和上料台605连接,每个复位弹簧614的顶端和取料板613的底面连接,上料台605的中部安装有复位气缸615,复位气缸615的输出端和取料板613的底端中部连接,取料板613的底端安装有空气机616,且取料板613的顶端安装有若干个吸盘617,空气机616的输出端通过管道和吸盘617连接,空气机616和吸盘617的管道铺设在取料板613内,把待处理的钣金箱体放到吸盘617上,空气机616抽出吸盘617内的空气,待处理的钣金箱体就和吸盘617连为一体了,实现了自动上料的功能。此后可以利用两个弯折槽架上的两个插片从内插加紧钣金箱体。
[0035]
弯折槽架1远离上料组件的一端下方设置有打磨组件5,打磨组件5包括条形锁定台502,条形锁定台502的顶端中央固定安装有组装轴座505,组装轴座505的顶端安装有长臂515,长臂515的中部和组装轴座505旋转连接,条形锁定台502的相对两端分别固定安装有导航轨道503,两个导航导轨共线设置且相向延伸,每个导航轨道503上安装有导航滑块504,导航滑块504和导航轨道503滑动连接,导航滑块504的顶端设置有穿插圆杆518,穿插圆杆518的顶端设置有承载圆板513,穿插圆杆518的中部套装有中间杆514,中间杆514的端头设置有和穿插圆杆518相匹配的开孔,中间杆514远离穿插圆杆的一端和长臂515的端部铰接,两个中间杆相互平行且分别铰接于长臂的相对两端,长臂515的中心固定设置有中心柱516,条形锁定台502的底端安装有扭转电机501,扭转电机501的输出端穿过条形锁定台502以与中心柱连接,扭转电机501带动长臂515旋转的时候,长臂515两端的中间杆514也在向两侧伸张,进而可以带动两个承载圆盘相互远离,也可以带动相互靠近。
[0036]
中心柱516的顶端安装有中心齿轮盘506,中心齿轮盘506和中心柱516旋转连接,长臂515和中间杆514的连接处安装有间接齿轮盘507,每个承载圆板513的顶端安装有从动齿轮盘508,从动齿轮盘508和承载圆板513旋转连接,中心齿轮盘506和从动齿轮盘508均与间接齿轮盘507啮合,两个从动齿轮盘508的顶面中心均固定安装有打磨机509,从动齿轮盘508向两侧移动的时候,中心齿轮盘506、间接齿轮盘507和从动齿轮盘508依然保持相互啮合的状态。
[0037]
中心齿轮盘506的顶端固定安装有从动轮512,从动轮512的一侧安装有旋转电机510,旋转电机510的输出端安装有主动轮517,主动轮517和从动轮512中间通过皮带511套设连接,旋转电机510相对地面固定安装,且通过皮带511带动从动轮512旋转,中心齿轮盘506和从动轮512同步旋转,那么从动齿轮盘508向两侧移动的同时也在旋转,打磨机509对钣金箱体的底面实施打磨。
[0038]
在使用时,滑行杆402可以沿着直线槽101和斜线槽102滑行,其中一个滑行杆402进入到斜线槽102内侧的时候,滑行组件4倾斜过来,张开电机408通过椭圆板409带动两个插片406向两侧伸张实施锁紧待处理钣金箱体,运载电机7通过丝杆9带动滑行台3移动,滑行组件4和滑行台3同步移动,滑行组件4在扭转的时候,连接组件10可以伸缩且旋转,滑行组件4一端翘起的时候,连接管1002和联动方杆1003会穿插,上料台605通过支架606端头的滑行滑块607沿着拱形导轨602滑行,上料电机610带动蜗杆609旋转的时候,上料台605整体
就绕着安装侧板601旋转,上料电机610间接的提供了上料台605的动力,把待处理的钣金箱体放到吸盘617,空气机616抽出吸盘617内的空气,待处理的钣金就和吸盘617连为一体了,实现了自动上料的功能,扭转电机501带动长臂515旋转的时候,长臂515两端的中间杆514也在向两侧伸张,从动齿轮盘508向两侧移动的时候,中心齿轮盘506、间接齿轮盘507和从动齿轮盘508依然保持相互啮合的状态,旋转电机510通过皮带511带动从动轮512旋转,中心齿轮盘506和从动轮512同步旋转,那么从动齿轮盘508向两侧移动的同时也在旋转,打磨机509实施打磨。
[0039]
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作出任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。