1.本发明涉及铝基复合材料的制备,尤其涉及一种制备颗粒增强铝基复合材料的底部浇铸装置及方法。
背景技术:
2.铝基复合材料因其高比强度、比刚度、耐磨性、低热膨胀系数以及良好的导热和尺寸稳定性等优异的性能,成为近年来发展的热点。其中以sic为代表的颗粒增强铝基复合材料,使得低成本的铝基复合材料可通过颗粒含量、尺寸等实现性能的优化,已在航空航天、电子封装、汽车制造和高速列车等领域不断实现突破。
3.现在制备铝基复合材料的主要的工艺有搅拌铸造、粉末冶金和压力浸渗等。其中搅拌铸造法是将基体金属熔化后,通过机械或者电磁搅拌形成涡流,同时加入的增强相颗粒通过涡流的作用下被卷入熔融金属中,得到均匀分布的熔体,在一定条件下浇铸得到复合材料。与粉末冶金和压力浸渗比,该方法所需的设备及工艺简单、生产效率高、成本低且能大批量生产形状复杂的构件,是实现工业大规模生产最有潜力的工艺之一。
4.现有技术中的搅拌铸造所使用的铸造工艺包括重力铸造、以及反重力铸造方法吸铸、差压铸造等,并且目前来说采用反重力铸造的方式制备的复合材料性能更佳,但是反重力铸造方法对设备的要求较高、成本较高、生产效率较低,不利于大规模工业生产,因此,需要一种能够提高复合材料铸造性能、提高生产效率的重力铸造装置以及方法。
技术实现要素:
5.本发明所要解决的第一个技术问题是针对现有技术的现状提供一种提高复合材料铸造性能、提高生产效率的制备颗粒增强铝基复合材料的底部浇铸装置。
6.本发明所要解决的第二个技术问题是针对现有技术的现状提供一种使用前述装置提高增强相与铝熔体的润湿性、以及增强相颗粒在铝熔体中的分散均匀性、提高复合材料铸造性能、提高生产效率的制备颗粒增强铝基复合材料的底部浇铸方法。
7.本发明解决上述技术问题所采用的技术方案为:该种制备颗粒增强铝基复合材料的底部浇铸装置,包括炉体,所述炉体内设置有熔炼容器,所述熔炼容器的底部为具有熔体流道的浇铸口;与所述熔炼容器配合设有二次加料装置、加热控温装置、搅拌装置;与所述浇铸口可更换地安设有浇铸头,所述浇铸头包括用于与所述熔体流道配合的安装段、以及易碎的碎裂段;所述炉体内设有用于打碎所述碎裂段的冲击装置;所述炉体的底部设有可移动平台,所述可移动平台上设有模具以及废渣槽;所述可移动平台位于第一位置时,所述废渣槽用于盛接打碎的所述碎裂段,所述模具用于盛接从所述浇铸头流出的前部分均匀熔体,所述可移动平台位于第二位置时,所述废渣槽用于盛接含有熔渣的后部分熔体;所述可移动平台与所述模具底部对应的位置上设有冷却系统。
8.为了更好地保温优选的,所述熔炼容器为石墨坩埚。
9.为了便于更换拆卸浇铸头,所述浇铸头的所述安装段为外螺纹段,从而与所述熔
体流道对应的内螺纹配合连接。该种结构的浇铸头,每次浇铸前更换一个新的浇铸头即可。
10.为了保证熔炼时的封闭性以及熔体流出时不发生堵塞优选的,所述浇铸头的浇铸口径与所述熔炼容器的直径比为1:5~1:15。
11.所述浇铸头的安装段、碎裂段可以采用不同的材料制成,也可以采用相同的材料制成,为了降低成本,所述浇铸头采用石墨制成,且所述安装段的壁厚大于所述碎裂段的壁厚。选用该种材料大批量生产该种浇铸头成本很低,且通过壁厚的不同实现了安装段、碎裂段不同功能的实现,结构简单、效果良好。
12.为了便于操作优选的,所述冲击装置包括冲击头、以及与所述冲击头连接的气缸。
13.为了便于调节冷却速度,所述冷却系统包括位于所述可移动平台上的冷却板、冷却板内设有水冷流道,水冷流道的进水口有调节流量的流量阀。可通过流量阀调节冷却水流量,使出水口水温为35
‑
50℃。
14.为了结构简单、便于操作,优选的,所述可移动平台包括底板,以及装设所述底板的滑轨。
15.为了防止出口处熔体的堵塞,所述加热控温装置的感应加热丝包裹所述熔炼容器主体的外周面,以及所述浇铸口处的外周面。
16.为了提高增强相颗粒的润湿性、以及便于控制加料速度优选的,所述二次加料装置包括二次料斗、与所述二次料斗配合设置的螺旋进料器,以及与所述二次料斗配合设置的电阻加热控温装置。
17.优选的,所述搅拌装置包括位于所述熔炼容器中部的搅拌杆,用于驱动所述搅拌杆的电机,所述搅拌杆上设有多层桨叶层,其中包括螺旋式桨叶层,以及棱柱型桨叶层,所述棱柱型桨叶层包括沿所述搅拌杆的周向排布的多个棱柱型叶片,且所述棱柱型叶片的横截面多边形至少有一个内角的范围是30
‑
60
°
。
18.该种搅拌装置结构桨叶层包括螺旋式桨叶层和棱柱型桨叶层,螺旋式桨叶层能够加大熔体的下压式流动,有助于增强相添加并促进增强相的分散;棱柱型桨叶层进一步给予复合材料熔体横向剪切力,有助于增强相团聚颗粒的破碎,极大的提高了增强相颗粒的分散均匀性,也可以节省分散增强相颗粒所需的时间。棱柱型桨叶层的棱边处会形成切割角,从而对复合材料熔体产生良好的剪切效果,对于增强相团聚颗粒具有良好的破碎作用,并且内角的范围30
‑
60
°
所形成的切割效果更佳。
19.一种制备颗粒增强铝基复合材料的底部浇铸方法,包括以下步骤:
20.(1)增强相颗粒的预处理后放入二次加料装置预热;
21.(2)铝基合金的配制和熔炼:根据所需的铝合金配比配料放入熔炼容器,抽真空后通入保护气,开启加热控温装置,使得配料完全熔化;
22.(3)增强相颗粒的加入:
23.打开搅拌装置(4),当温度达到液相线下5
‑
50℃半固态区间,使用二次加料装置(3)加入增强相颗粒;
24.(4)复合材料熔体的颗粒均匀化:
25.增强相颗粒添加完毕后,温度控制在液相线下0
‑
40℃区间,搅拌至均匀;
26.(5)底部浇铸:
27.为确保浇铸过程中熔体内增强相的分布均匀性,加热至浇铸温度后,保持300
‑
1500r/min的搅拌转速,优选保持600
‑
900r/min的搅拌转速开始进行底部浇铸。使用冲击装置打碎碎裂段,所述碎裂段的残片落于废渣槽中,所述模具盛接从浇铸口流出的前部分均匀熔体,同时打开冷却系统对模具进行冷却,通过流量阀调节冷却水流量,使出水口水温范围为35
‑
50℃。通过观察窗观察熔体液面下降程度,以及从浇注口流出的熔体黏着度增大时,即为前部分均匀熔体已较为充分流出,移动所述可移动平台,使得废渣槽置于所述浇铸口位置,盛接含有熔渣的后部分熔体;
28.(6)后续热处理。
29.优选的,所述步骤(1)的预处理包括以下步骤:将增强相颗粒酸洗后水洗至中性,然后在温度为100
‑
200℃条件下进行烘干,然后分筛得到增强相颗粒。该种预处理工艺不需要现有技术中的增强相颗粒的高温氧化,节省能耗,缩短生产周期。
30.优选的,所述步骤(1)的所述预热温度为200
‑
1000℃以提高增强相与熔体间的润湿性。
31.为了更好地促进增强相颗粒的混合,优选的,所述步骤(3)包括以下步骤:
32.第一阶段搅拌:为了使得铝液成分均匀和去除熔体中的气体,打开搅拌装置以转速低于300r/min低速搅拌
33.第二阶段搅拌:当温度降至液相线下0
‑
40℃半固态区间,搅拌转速提高到300
‑
1000r/min,从而使得熔体表面形成搅拌漩涡便于后续加入的增强相颗粒进入熔体;形成稳定漩涡后,使用二次加料装置向漩涡中央加入增强相颗粒。
34.为了使得增强相颗粒分散均匀,优选的,所述步骤(4)包括以下步骤:
35.半固态强剪切搅拌:增强相颗粒添加完毕后,温度控制在液相线下0
‑
40℃区间,进一步提高搅拌转速至400
‑
2000r/min,进一步优选的为800
‑
1000r/min,高速强剪切搅拌0.5
‑
4小时,有效提高增强颗粒在铝基体内的均匀性;
36.该步骤(4)的半固态强剪切搅拌,对提高增强颗粒与铝基体界面润湿性有显著作用,促进团聚颗粒的破碎,改善增强相颗粒的分散均匀性。
37.本发明进一步将增强相颗粒的加入分为(3)增强相颗粒的加入、以及(4)复合材料熔体的颗粒均匀化两个部分,在(3)部分通过两个阶段的搅拌设计,以下压式流场促进增强相颗粒的顺利添加并进入熔体内部,为下一步骤的均匀化奠定基础;在(4)部分利用高速搅拌产生强剪切作用,极有效的打散了步骤(2)添加过程中产生的颗粒团聚,进一步增加增强相颗粒在熔体中的均匀性;经过(3)和(4)的结合,达成了增强相颗粒的添加与搅匀的相配合,获得了增强相颗粒含量较高,分布均匀且无卷气等缺陷的均匀熔体。从而使得最终制备得到的复合材料增强相颗粒在铝基体中分散均匀,且增强相颗粒与铝基体界面结合紧密,润湿性好。
38.为了调整铸件的组织尺寸,所述步骤(5)底部浇铸,可通过流量阀调节冷却水流量,使出水口水温范围为35
‑
50℃。
39.为了保证成分均匀性并提高性能,优选的,所述步骤(6)后续热处理包括以下步骤:在510
‑
540℃固溶处理6
‑
9h,然后150
‑
170℃时效处理4
‑
7h。
40.优选的,所述步骤(2)具体包括以下步骤:向根据所需的铝合金配比配料放入熔炼容器(2),对抽真空至10
‑
100pa后停止抽真空,充入惰性气体保护气至200
‑
600pa,后加热至700
‑
800℃,保温0.5
‑
2小时,使得配料完全熔化。该步骤的低真空极大缩短工时,提高生产
效率。
41.为获得较好耐磨性与相匹配的强度与塑韧性,优选的,本发明的增强相颗粒的加入量为5
‑
30%体积分数。本发明可以选用任意的微米级增强相颗粒,例如碳化硅、氧化铝、碳化硼、氮化硼、氧化铬等陶瓷相、以及金刚石、石墨等。为获得较好的耐磨性,优选的为碳化硅。本发明选用增强相颗粒的粒径范围为5
‑
30μm,为了实现颗粒的均匀分布和性能的最优化,优选的增强相颗粒的粒径范围为8
‑
15μm。
42.本发明可以选用任意的铸造铝合金基体例如a356、a357、a359、a360、2025、6061等,为获得较好的耐磨性,优选的铝合金基体为a357、a359。
43.与现有技术相比,本发明的优点在于:
44.对于本发明的该种底部浇铸装置:
45.1、本发明的该种底部浇铸装置是一种重力铸造装置,浇铸效率高,且装置简单,制造成本较低;
46.2、本发明的底部浇铸装置在炉体内部保护气体的保护下,利用可移动平台、模具、废渣槽的设置,实现了前部分均匀熔体和含有熔渣的后部分熔体的分离。前部分熔体卷气程度轻、气孔少、颗粒分布均匀;后部分熔体卷气较多、颗粒团聚严重。因此,选取前部分熔体能有效减少铸造缺陷和颗粒团聚,从而获得均匀致密的铸件,提高复合材料铸造性能;
47.3、采用底部浇铸配合搅拌装置,熔体浇铸的过程中保持搅拌,可以避免增强相颗粒的沉降,从而保持熔体整体的均匀性,减少铸件不同部位的性能偏差。
48.4、对于铝基复合材料的浇铸,如若采用各类塞棒式以及阀门式的底注控制,会产生以下几个问题:
①
在这种紧密配合的塞棒与阀门运动时,容易与坩埚反复摩擦产生碎屑进而被卷入流动的熔体中。最终造成合金的污染以及夹杂等铸造缺陷;
②
高温下的紧密配合对零件的精密性要求较高,反复的摩擦会使相配合的零件逐渐失效,配合寿命较低,且一旦失效就会产生熔体泄漏危险,影响人身安全;
③
每一炉的浇铸完成后,由于复合材料熔体的高黏稠度特点,将有较多熔体或是增强相粘附在浇道以及密封件上,如塞棒、阀门等。这些残留物在下一炉浇铸过程中容易污染熔体,以及使密封件失效,进而使底部浇铸无法实现。
49.而本发明的底部浇铸装置的底部浇铸,通过打碎浇铸头的碎裂段来实现,每次使用完毕后可以更换一个新的浇铸头,可以保证密封的有效性,保证安全性;防止熔体或是增强相的粘附影响,可以保证每一炉底部浇铸的熔体能够平稳流出且不卷入其余污染物,提高复合材料铸造性能;
50.5、使用废渣槽,同时起到收集碎裂段和后部分熔体的作用,精简了装置结构,方便打扫清理,提高生产效率;
51.6、在模具底部设置冷却系统,产生较为定向的凝固热流,削弱了糊状凝固的趋势,减少由于糊状凝固造成的补缩困难等现象,从而减少了缩松缩孔等凝固缺陷。
52.7、冷却系统提高冷却速度,有效细化晶粒改善铸件性能。同时sic等增强相在凝固过程中将分布在初生相的晶界初,提高冷速增加晶界能更好的容纳sic等增强相,并使sic等增强相均匀分布。
53.对于本发明的该种底部浇铸方法:
54.1、本发明采用前述底部浇铸装置实现了前部分均匀熔体和含有熔渣的后部分熔
体的分离,前部分熔体卷气程度轻、气孔少、颗粒分布均匀;后部分熔体卷气较多、颗粒团聚严重。因此,选取前部分熔体能有效减少铸造缺陷和颗粒团聚,从而获得均匀致密的铸件,提高复合材料铸造性能;
55.2、本发明采用前述底部浇铸装置操作简单,方便操作人员操作,顺利实现前部分熔体、后部分熔体的分离。
附图说明
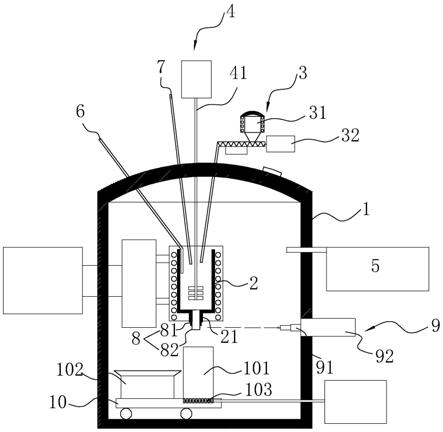
56.图1为本发明的实施例的底部浇铸装置的整体结构示意图;
57.图2为本发明的实施例的冷却板的结构示意图;
58.图3为本发明的实施例的搅拌杆的结构示意图;
59.图4为本发明的实施例的铝基复合材料的金相组织;
60.图5为本发明的实施例的铝基复合材料的增强体/铝基体界面扫描电镜图。
具体实施方式
61.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
62.如图1
‑
3所示,该种制备颗粒增强铝基复合材料的底部浇铸装置,包括炉体1,炉体1内设置有熔炼容器2,熔炼容器2的底部为具有熔体流道的浇铸口21;所述熔炼容器2配合设有二次加料装置3、加热控温装置、搅拌装置4、抽真空装置5、用于测温的热电偶6、捣料杆7。
63.与浇铸口21可更换地安设有浇铸头8,浇铸头8包括用于与熔体流道配合的安装段81、以及易碎的碎裂段82;炉体1内设有用于打碎碎裂段82的冲击装置9;炉体1的底部设有可移动平台10,可移动平台10上设有模具101以及废渣槽102;可移动平台10位于第一位置时,废渣槽102用于盛接打碎的碎裂段82,模具101用于盛接从浇铸头8流出的前部分均匀熔体,可移动平台10位于第二位置时,废渣槽102用于盛接含有熔渣的后部分熔体;可移动平台10与模具101底部对应的位置上设有冷却系统。本实施例的废渣槽102具有喇叭状的开口。
64.为了更好地保温,熔炼容器2为石墨坩埚。
65.为了保证熔炼时的封闭性以及熔体流出时不发生堵塞,本实施例浇铸头8的浇铸口21径与熔炼容器2的直径比为1:10。为了便于更换拆卸浇铸头8,浇铸头8的安装段81为外螺纹段,从而与熔体流道对应的内螺纹配合连接。浇铸头8的安装段81、碎裂段82可以采用不同的材料制成,也可以采用相同的材料制成,为了降低成本,浇铸头8采用石墨制成,且安装段81的壁厚大于碎裂段82的壁厚。
66.为了便于操作优选的,冲击装置9包括冲击头91、以及与冲击头91连接的气缸92。
67.为了便于调节冷却速度,冷却系统包括位于可移动平台10上的冷却板103、冷却板103内设有水冷流道,水冷流道的进水口有调节流量的流量阀,本实施例的水冷流道如图2所示呈弓型排布。可通过流量阀调节冷却水流量,使出水口水温为35
‑
50℃。
68.为了结构简单、便于操作,可移动平台10包括底板,以及装设底板的滑轨。
69.为了防止出口处熔体的堵塞,第一加热控温装置的加热丝包裹熔炼容器2主体的外周面,以及浇铸口21处的外周面。
70.为了使颗粒加入更加高效均匀,本实施例的二次加料装置3包括二次料斗31、与二次料斗31配合设置的螺旋进料器32,以及与二次料斗31配合设置的电阻加热控温装置。
71.搅拌装置4包括位于熔炼容器2中部的搅拌杆41,用于驱动搅拌杆41的驱动电机,搅拌杆41上设有多层桨叶层,其中包括螺旋式桨叶层42,以及棱柱型桨叶层43,棱柱型桨叶层43包括沿搅拌杆41的周向排布的多个,且棱柱型叶片431的横截面多边形至少有一个内角的范围是30
‑
60
°
。本实施例的搅拌杆41上依次设有三层桨叶层,第一层和第三层桨叶层均为螺旋式桨叶层42,第二层为棱柱型桨叶层43。棱柱型叶片431的形状为直四棱柱,包括两个30
°
的内角和两个150
°
的内角。四个棱柱型叶片431均匀间隔设置在同一水平面上。
72.使用上述底部浇铸装置的制备颗粒增强铝基复合材料的底部浇铸方法包括以下步骤:本实施例的铝合金基体的成分配比为:mg含量1%、si含量为10%,其余为al;增强相颗粒为:sic颗粒,体积分数为20%,颗粒尺寸为15μm。
73.(1)sic颗粒的预处理:称取配比量的sic颗粒,使用5%hf溶液进行清洗24h,然后在超声波清洗仪中水洗至中性,置于箱式电阻炉中在170℃条件下保温7h进行烘干,使用震动筛对烘干后的粉末进行过筛,置入二次料斗31预热保温200℃,留待备用。
74.(2)almgsi合金的配制和熔炼:石墨坩埚内装入称量好的纯al、纯mg和al
‑
si中间合金,开启抽真空装置5对炉内进行抽真空,真空度至10
‑
20pa,停止抽真空,向炉内充入惰性气体保护气,至300
‑
400pa。开启加热控温装置加热至750℃,保温0.5小时,保证坩埚内熔体完全熔化。
75.(3)sic颗粒的加入。
76.第一阶段搅拌:通过捣料杆7刮除熔体表面的氧化皮等熔渣,下降搅拌杆41至熔体中,为保证熔体成分均匀和去除熔体中的包裹的气体,搅拌装置4以转速低于300r/min进行低速搅拌,直至温度降至液相线下0
‑
20℃半固态区间。
77.第二阶段搅拌:搅拌装置4转速提高到400r/min,使铝液表面形成搅拌漩涡,通过螺旋进料器32向漩涡中央加入增强相颗粒,通过观察窗实时观察进料情况和液面状态,控制进料速度保证进料均匀
78.(4)复合材料熔体的颗粒均匀化。
79.半固态强剪切搅拌:待增强相颗粒完全加入后,温度控制在液相线下0
‑
20℃区间,搅拌装置4转速升至900r/min,高速强剪切搅拌1
‑
2小时,使增强相颗粒分散均匀,有效加强铝基体与增强相颗粒之间的界面润湿性。
80.(5)底部浇铸:为确保浇铸过程中熔体内增强相的分布均匀性,加热至浇铸温度后,保持800r/min的搅拌转速开始进行底部浇铸。使用冲击装置9打碎碎裂段82,碎裂段82的残片落于废渣槽102中,模具101盛接从浇铸口21流出的前部分均匀熔体,同时打开冷却系统对模具101进行冷却,流量阀调节冷却水流量,使出水口水温范围为40℃。通过观察窗观察熔体液面下降程度,当流出的液体黏着度增大时,即为前部分均匀熔体已较为充分流出,移动可移动平台10,使得废渣槽102置于浇铸口21位置,盛接从浇铸口21流出的含有熔渣的后部分熔体;
81.(6)后续热处理:
82.将所得到的的铸锭在538℃固溶处理8h,在160℃时效处理5h。
83.本发明制造的铝基复合材料的金相组织如图4所示,从图中可以看出所制备铝基
复合材料sic分散均匀,无sic团聚,无铸造缺陷,sic/al界面结合紧密。
84.图5是本发明制造的铝基复合材料的增强体/铝基体界面扫描电镜图,从图中可以看出所制备铝基复合材料sic分散均匀,sic/al界面结合紧密。
85.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。