1.本公开涉及管状件机械加工技术领域,尤其涉及一种管状件机械加工用切割设备。
背景技术:
2.自动切管机可进行自动夹料,进刀,送料、尺寸设置,定数停机和工作计量等工作。机械主要电路采用plc可编程逻辑控制器控制。自动送料,夹料、切料系统,送料精确,快速,每分钟可切10
‑
50次切料。计数器可设置切料的次数,切料完毕后自动停机。其中完全不需要人工操作。总计数器可计数一天的工作量记录。切管长度精确度保证在正负0.05mm之内(其误差主要产生在钢管及刀具上面),切口光泽无毛边。
3.上述的自动切管机对管状件的一字型的切割还是很方便的,但是对于v形切口以及v型切口中的等边v型切口,切割时需要先切其中一侧,再进行角度的调整,等角度调整完成后,在进行另一侧的边的切割,最终完成整个v型角度的切割,使得v型角度切割不方便,且繁琐,不利于提高加工的速度和效率。
技术实现要素:
4.本公开的目的在于提出自动切管机对管状件的一字型的切割还是很方便的,但是对于v形切口以及v型切口中的等边v型切口,切割时需要先切其中一侧,再进行角度的调整,等角度调整完成后,在进行另一侧的边的切割,最终完成整个v型角度的切割,使得v型角度切割不方便,且繁琐,不利于提高加工的速度和效率。
5.为达此目的,本公开采用以下技术方案:一种管状件机械加工用切割设备,包括台板,所述台板的中心处转动设置有用于放置并固定管状件的旋转座,在所述台板上位于所述旋转座的侧方设置有安装架,所述安装架的上方设置有用于对管状件进行切割的切割部,所述切割部用于对管状件进行等边v形快速切割。
6.所述切割部包括一端在所述安装架上自转动设置的长臂和短臂,所述长臂和所述短臂之间的角度以及整体的移动距离均由角度和位置均可调节的t型组合件拉动控制。
7.所述t型组合件包括在所述安装架顶端固定设置的限位座,该限位座中滑动设置有齿条,该齿条被所述限位座上的第一电机通过齿轮控制。
8.所述齿条的一端通过第二电机转动连接有限位槽板,该限位槽板对位于所述长臂和所述短臂上表面的限位块进行限位滑动。
9.所述长臂上开设有卡槽,该卡槽用于卡接所述短臂上的第二限位块,且所述长臂上的第一限位块偏移所述卡槽,且所述长臂的所述第一限位块位于左侧,所述卡槽位于右侧;所述短臂上的所述第二限位块位于右侧。
10.所述长臂和所述短臂的底面均设置有用于切割机自动移动的滑动槽,所述切割机的顶部设置有电动滚轮。
11.所述长臂底面的滑动槽位于左侧与所述短臂底面的滑动槽右侧,所述长臂比所述
短臂长出一个切割机的身位。
12.所述旋转座上任一直径的两端各设置有一个用于对管状件进行夹持的夹持件,且两个夹持件的孔洞相对应。
13.本公开的有益效果为:
14.通过旋转座对管状件进行夹持固定,再通过控制切割部上的第二电机,带动限位槽板和齿条之间的角度,初步实现对长臂和短臂之间角度的调节,之后通过第一电机调节齿条的距离,控制限位槽板的移动对长臂和短臂之间的角度进行第二次调节,在调节的过程中,长臂与短臂之间形成v形的夹角,该夹角可以为等边,从而再通过长臂和短臂上的切割机进行各自的移动,从而实现对管状件的快速v型切割,对后续管状件进行切割时,只需保持原有状态不动,控制两个切割机进行移动,即可实现进行管状件的快速切割,无需原有的切割机进行两次的移动切割,提高了v型切割时的效率,针对等边的v型切割更加的合适,更加的方便。
附图说明
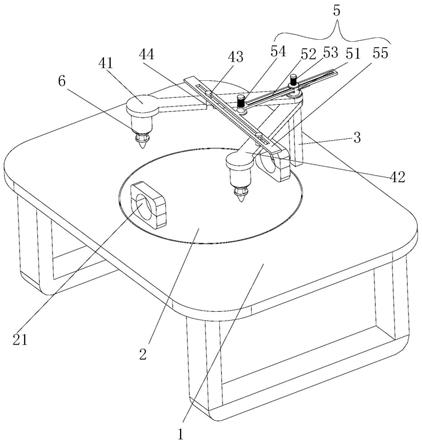
15.图1是本公开提供的整体结构示意图一。
16.图2是本公开提供的整体结构示意图二。
17.图3是本公开提供的俯视结构示意图。
18.图中:1、台板;2、旋转座;21、夹持件;3、安装架;41、长臂;42、短臂;43、限位块;431、第一限位块;432、第二限位块;44、卡槽;5、t型组合件;51、限位座;52、齿条;53、第一电机;54、第二电机;55、限位槽板;6、切割机。
具体实施方式
19.为了使本公开的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本公开进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本公开,并不用于限定本公开。
20.请参阅图1
‑
3,本公开提供一种技术方案:一种管状件机械加工用切割设备,包括台板1,台板1的中心处转动设置有用于放置并固定管状件的旋转座2,在台板1上位于旋转座2的侧方设置有安装架3,安装架3的上方设置有用于对管状件进行切割的切割部,切割部用于对管状件进行等边v形快速切割。
21.通过旋转座2对管状件进行夹持固定,再通过控制切割部上的第二电机54,带动限位槽板55和齿条52之间的角度,初步实现对长臂41和短臂42之间角度的调节,之后通过第一电机53调节齿条52的距离,控制限位槽板55的移动对长臂41和短臂42之间的角度进行第二次调节,在调节的过程中,长臂41与短臂42之间形成v形的夹角,该夹角可以为等边,从而再通过长臂41和短臂42上的切割机6进行各自的移动,从而实现对管状件的快速v型切割,无需原有的切割机6进行两次的移动切割,提高了v型切割时的效率,针对等边的v型切割更加的合适。
22.切割部包括一端在安装架3上自转动设置的长臂41和短臂42,长臂41和短臂42之间的角度以及整体的移动距离均由角度和位置均可调节的t型组合件5拉动控制。
23.t型组合件5通过第二电机54调节限位槽板55与齿条52之间的角度,实现对长臂41
和短臂42之间的角度以及是否对称进行控制,再通过第一电机53带动齿条52的移动,齿条52拉动限位槽板55在长臂41以及短臂42上进行移动,实现对长臂41和短臂42之间角度的进一步调节,最终达到所需的角度。
24.t型组合件5包括在安装架3顶端固定设置的限位座51,该限位座51中滑动设置有齿条52,该齿条52被限位座51上的第一电机53通过齿轮控制。
25.启动第一电机53,第一电机53通过齿轮带动齿条52沿着限位座51进行移动,拉动限位槽板55进行移动,进而对长臂41以及短臂42组成的夹角进行等边的扩大或者缩小,以达到切割所需要的角度,实现对管状件在该角度的切割。
26.第一电机53还可以通过齿轮带动齿条52沿着限位座51进行移动,推动限位槽板55进行移动,使得限位槽板55的任一一端侧的长度短于齿条52,从而在后续第二电机54的转动作用下,限位槽板55与齿条52相重合,使得短臂42上的第二限位块432卡入到长臂41的卡槽44中,从而长臂41与短臂42进行重合,提供空间和支持。
27.齿条52的一端通过第二电机54转动连接有限位槽板55,该限位槽板55对位于长臂41和短臂42上表面的限位块43进行限位滑动。
28.长臂41上开设有卡槽44,该卡槽44用于卡接短臂42上的第二限位块432,且长臂41上的第一限位块431偏移卡槽44,且长臂41的第一限位块431位于左侧,卡槽44位于右侧;短臂42上的第二限位块432位于右侧。
29.在第一电机53的转动作用下,限位槽板55与齿条52相重合,第一限位块431和第二限位块432沿着限位槽板55的槽进行移动,使得短臂42上的第二限位块432卡入到长臂41的卡槽44中,从而长臂41与短臂42进行重合,从而这时两个切割机6中只有短臂42上的切割机6进行移动切割,用于进行一字型等平面单刀切割。
30.由于第一限位块431和第二限位块432在限位槽板55中需要保持限位槽板55的平齐并垂直与齿板,同时第一限位块431在长臂41的左侧,第二限位块432在短臂42的右侧,还需要考虑到第二限位块432卡入到卡槽44中,从而第一限位块431在卡槽44的侧面靠近长臂41的自由端一侧,这样设计为了整个设备的正常运转。
31.长臂41和短臂42的底面均设置有用于切割机6自动移动的滑动槽,切割机6的顶部设置有电动滚轮。
32.切割机6可以设置为切割轮式的、也可以设置为激光式的,或者其余类型的切割机6,并不作具体的限制。
33.在切割机6的顶部设置电动滚轮,通过该电动轮滚在滑动槽中移动,从而切割机6沿着长臂41或者短臂42进行移动,实现两条切割线的汇合,实现对管状件的v型快速切割。
34.长臂41底面的滑动槽位于左侧与短臂42底面的滑动槽右侧,长臂41比短臂42长出一个切割机6的身位。
35.在长臂41底面的左侧设置滑动槽,在短臂42底面的右侧设置滑动槽,当长臂41和短臂42只要旋转有角度时,两个滑动槽就不会重合或者阻挡,从而长臂41与短臂42底部的切割机6在移动过程中就不会相互干扰,保证在管状件的前端切割成v型。
36.长臂41比短臂42长处一个切割机6的身位,可以保证长臂41和短臂42的重合,用于进行单个切割机6的使用,用于对管状件的一字型或者其余需要一个切割机6才方便进行操作的切口进行适配。
37.旋转座2上任一直径的两端各设置有一个用于对管状件进行夹持的夹持件21,且两个夹持件21的孔洞相对应。
38.两个夹持件21中其中一个夹持在管状件端头附近,且该管状件的端头距离安装架3的距离,能够时沿着长臂41和短臂42进行移动的两个切割件提前汇合切完v型槽,避免出现管状件没切割完的状态。
39.夹持件21可以为上下可拆卸的枷,从而可以对同一种规格的管状件进行夹持固定,还可以为三爪卡盘之类的夹持件21用于对任一规格的管状件进行夹持固定,并不作出具体的限制。
40.本公开的工作原理及使用流程:首先将旋转座2上的两个夹持件21均打开,之后将管状件放置到旋转座2到夹持件21中,再将两个夹持件21关闭,对管状件进行夹持固定,之后转动旋转座2对管状件的切割位置进行调节。
41.当进行等边v型切割时:启动第二电机54转动,第二电机54将限位槽板55与齿条52之前转动成九十度,整体呈t型,这时限位槽板55的转动通过内部的槽对长臂41以及短臂42上的限位块43进行调整,第一限位块431被槽限位进行移动带动长臂41进行转动,调节角度,第二限位块432被槽限位进行移动时,带动短臂42进行转动也进行角度的调节,最终使得长臂41和短臂42关于齿条52轴对称,之后启动第一电机53,第一电机53通过齿轮带动齿条52沿着限位座51进行移动,拉动限位槽板55进行移动,进而对长臂41以及短臂42组成的夹角进行等边的扩大或者缩小,以达到切割所需要的角度,当达到所需角度时启动长臂41和短臂42底部的切割机6上的电动滚轮沿着各自的滑动槽进行移动,同时将切割机6打开,实现管状件的该侧切口切割,完成对管状件的等边v形槽切割。
42.当进行不等边v型切割时:当管状件的一侧偏斜角度大,另一侧进行偏斜角度小时,启动第二电机54进行对应角度的转动,第二电机54将限位槽板55与齿条52之前转动成对应的角度,整体呈斜t型,这时限位槽板55的转动通过内部的槽对长臂41以及短臂42上的限位块43进行调整,第一限位块431被槽限位进行移动带动长臂41进行转动,调节角度,第二限位块432被槽限位进行移动时,带动短臂42进行转动也进行角度的调节,之后启动第一电机53,第一电机53通过齿轮带动齿条52沿着限位座51进行移动,拉动限位槽板55进行移动,进而对长臂41以及短臂42组成的夹角进行等边的扩大或者缩小,以达到切割所需要的角度,当达到所需角度时启动长臂41和短臂42底部的切割机6上的电动滚轮沿着各自的滑动槽进行移动,同时将切割机6打开,实现管状件的该侧切口切割,完成对管状件的不等边v形槽切割。
43.还可以进行单个的切割机6进行角度的切割:首先启动第一电机53,第一电机53通过齿轮带动齿条52沿着限位座51进行移动,推动限位槽板55进行移动,使得限位槽板55的任一一端侧的长度短于齿条52,从而在第二电机54的转动作用下,限位槽板55与齿条52相重合,使得短臂42上的第二限位块432卡入到长臂41的卡槽44中,从而长臂41与短臂42进行重合,从而这时两个切割机6中只有短臂42上的切割机6进行移动切割,用于进行一字型等平面单刀切割。
44.当需要进行后续的管状件进行切割时,若切割的角度没有变化,即可保持长臂41和短臂42之间的夹角不变,只需移动长臂41和短臂42底部的各自的切割机6进行往复的移动即可,实现对管状件的快速切割,避免了原有的切割机6需要每次均进行两侧分别切割的
问题,提高了加工的速度。
45.以上所述仅为本公开的较佳实施例而已,并不用以限制本公开,凡在本公开的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。