1.本实用新型涉及捆扎设备技术领域,特别涉及一种全自动纸箱捆扎机。
背景技术:
2.在食品包装技术领域,对纸箱的使用较多,尤其是在水果或饮品包装时,为实现水果和饮品的保鲜及完好性,往往需要通过纸箱对其打包,使水果、饮品等食品在输送过程中没有完好无损。在通过纸箱对食品进行包装后,还需要对纸箱进行打包、封装。
3.捆扎机俗称打包机,是使用捆扎带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器。
4.现有捆扎机中的捆扎机构结构复杂,且捆扎机构仅设置了一个;而现实捆扎过程中,至少需要对纸箱的两边实现两次捆扎,这就需要精确控制传送机构的传送速度,并需要精确控制传送机构的停止时间,以保证对纸箱两边捆扎的距离适当,避免捆扎位置不当的问题;因此,大大增加了控制方面的成本,且在捆扎过程中,传送装置需要多次的启停,降低了捆扎机的寿命。
技术实现要素:
5.本实用新型提供了一种全自动纸箱捆扎机,解决现有的捆扎机结构复杂导致的控制方式复杂、控制成本高以及寿命低的问题。
6.本实用新型是通过以下方案来实现的:
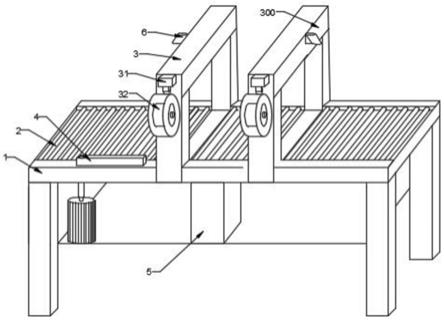
7.一种全自动纸箱捆扎机,包括上端设有传送机构的机架,其左边设有摆正机构,中间设有两个结构相同的捆扎机构;两个所述捆扎机构的外边缘处设有测距传感器;所述机架内部设有与捆扎机构、摆正机构、测距传感器电性连接的控制器;
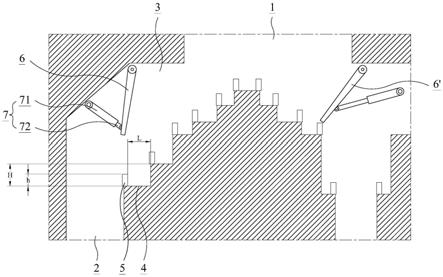
8.所述捆扎机构包括设在机架横梁之间的支架;所述支架的前侧设有剪切组件、送退带组件,前端的上方设有压带组件和热熔组件;
9.所述支架包括设置在壳体内并通过气缸连接的第一支架和第二支架;所述第一支架、第二支架相对的一面均设有凹槽,气缸收缩使凹槽贴合形成带道;所述压带组件包括通过联轴器连接的步进电机和齿形压带杆,步进电机固定在第一支架上,齿形压带杆通过凹槽上设置的通孔伸入带道;所述热熔组件两端固定在壳体的内侧壁上;
10.传送机构向右传送纸箱,摆正机构将其摆正,纸箱继续向右传送的过程中,在测距传感器实时检测纸箱位置数据并传输至控制器,纸箱被传送至两个捆扎机构的正下方时,控制器控制传送机构停止;送退带组件向带道输送扎带,并使其在支架内闭合且部分重叠;压带组件压紧扎带端头;送退带组件退带使扎带缠绕在纸箱表面;热熔组件粘合扎带重叠部位;剪切组件裁剪扎带,完成捆扎。
11.进一步地,机架的两个横梁内部中空,横梁内侧均开设有多个通孔;机架的内部设有用于固定控制器和摆正机构的固定板。
12.进一步地,所述传送机构包括两端穿过横梁内侧的通孔并固定在横梁之间的若干
个滚筒和通过螺钉固定在横梁外端面的传送电机;所述滚筒的端头和传送电机的输出轴上均环绕传动带,滚筒的端头、传送电机的输出轴、环绕传动带均设在横梁内部;通过传送电机控制滚筒转动,使其传送纸箱。
13.进一步地,剪切组件设置在送退带组件的上方;
14.所述送退带组件与壳体之间设有扎带导槽,扎带导槽的上端面与所述壳体之间设有空隙;所述扎带导槽与支架上方的带道平齐;
15.所述剪切组件包括电动推杆和固定在其下方的刀头;热熔组件将扎带重叠部位粘合后,电动推杆向下伸长,带动刀头将扎带切断。
16.进一步地,热熔组件包括设置在电机仓内部的热熔电机和电机仓两侧的固定块;热熔电机的输出端过盈连接有热熔片;固定块的下方还设置有加热件;
17.未热熔时,热熔电机控制热熔片旋转至加热件下方对其加热;
18.热熔时,热熔电机控制热熔片旋转至加热件重叠的扎带之间对扎带热熔。
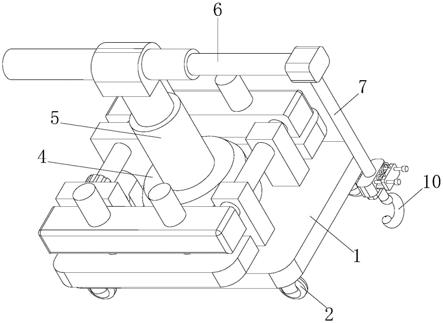
19.进一步地,所述摆正机构包括依次过盈连接的摆正电机、摇杆和摆杆;摇杆设在摆正电机的输出轴,摆杆与摇杆垂直设置;通过摆正电机控制摆杆的转动角度,对纸箱进行摆正。
20.进一步地,所述测距传感器为激光测距传感器;所述激光测距传感器与竖直方向呈45
°
角,且头部向下设置。
21.本实用新型具有以下优点:
22.1).在机架中间设置了一组捆扎机构,且捆扎机构上均设有激光测距传感器,能够保证纸箱精确到达两个捆扎机构的正下方,便于两个捆扎机构对纸箱的两边同时进行捆扎;该过程中,传动机构只需停止一次,减少了控制成本,增加了捆扎机的使用寿命;
23.2).捆扎机构包括支架、剪切组件、送退带组件、压带组件和热熔组件;其中,剪切组件包括电动推杆和固定在其下方的刀头;压带组件包括通过联轴器连接的步进电机和齿形压带杆;热熔组件包括设置在电机仓内部的热熔电机和电机仓两侧的固定块,热熔电机的输出端过盈连接有热熔片,固定块的下方设有的加热件;可见,在满足捆扎功能的条件下,各个组件的结构均较为简单,降低了制造成本;
24.3).在捆扎机的左边还设置了摆正机构,能够保证纸箱被捆扎时处于正确的姿态,便于捆扎位置和捆扎方向的准确。
附图说明
25.图1为全自动纸箱捆扎机的示意图;
26.图2为传送机构的示意图;
27.图3为支架的示意图;
28.图4为压带组件的示意图;
29.图5为热熔组件的示意图;
30.图6为摆正机构的示意图;
31.图中:1
‑
机架,2
‑
传送机构,21
‑
滚筒,22
‑
传送电机,23
‑
传送带,3
‑
捆扎机构,30
‑
支架,300
‑
壳体,301
‑
气缸,302
‑
第一支架,303
‑
第二支架,31
‑
剪切组件,32
‑
送退带组件,33
‑
压带组件,330
‑
联轴器,331
‑
步进电机,332
‑
齿形压带杆,34
‑
热熔组件,340
‑
电机仓,341
‑
热
熔电机,342
‑
固定块,343
‑
热熔片,344
‑
加热件,4
‑
摆正机构,41
‑
摆正电机,42
‑
摇杆,43
‑
摆杆,5
‑
控制器,6
‑
测距传感器。
具体实施方式
32.下面结合具体实施方式对本实用新型进行详细的说明。
33.一种全自动纸箱捆扎机,如图1所示,包括上端设有传送机构2的机架1,其左边设有摆正机构4,中间设有两个结构相同的捆扎机构3;两个捆扎机构3的外边缘处设有测距传感器6;机架1的内部设有与捆扎机构3、摆正机构4、测距传感器6电性连接的控制器5,通过固定板将控制器5和摆正机构4固定;
34.如图2所示,机架1的两个横梁内部中空,横梁内侧均开设有多个通孔;传送机构2包括两端穿过横梁内侧的通孔并固定在横梁之间的若干个滚筒21和通过螺钉固定在横梁外端面的传送电机22;滚筒21的端头和传送电机22的输出轴上均环绕传动带23,滚筒21的端头、传送电机22的输出轴、环绕传动带23均设在横梁内部;
35.捆扎机构3包括设在机架1横梁之间的支架30;支架30的前侧设有剪切组件31、送退带组件32,前端的上方设有压带组件33和热熔组件34;剪切组件31设置在送退带组件32的上方;
36.如图3所示,支架30包括设置在壳体300内并通过气缸301连接的第一支架302和第二支架303;第一支架302和第二支架303相对的一面均设有凹槽,气缸301收缩使凹槽贴合形成带道;
37.剪切组件31包括电动推杆和固定在其下方的刀头;
38.送退带组件32采用现有技术,其与壳体300之间设有扎带导槽,扎带导槽的上端面与壳体300之间设有空隙;扎带导槽与支架30上方的带道平齐;
39.如图4所示,压带组件33包括通过联轴器330连接的步进电机331和齿形压带杆332,步进电机331固定在第一支架302上,齿形压带杆332通过凹槽上设置的通孔伸入带道;齿形压带杆332的端头向内依次设有长齿和短齿,短齿垂直设置,长齿与与竖直方向呈一定的角度;长齿与短齿在竖直方向的长度均适应于带道的高度;
40.如图5所示,热熔组件34包括设置在电机仓340内部的热熔电机341和电机仓340两侧的固定块342;热熔电机341的输出端过盈连接有热熔片343;固定块342的下方还设置有加热件344;固定块342固定在壳体300的内侧壁上;
41.如图6所示,摆正机构4包括依次过盈连接的摆正电机41、摇杆42和摆杆43;摇杆42设在摆正电机41的输出轴,摆杆43与摇杆42垂直设;
42.控制器5采用现有技术,其型号参考dbc
‑
301n,但是并不局限于该型号。
43.测距传感器6为激光传感器,其与竖直方向呈45
°
角,且头部向下设置。
44.本实用新型的作用原理如下:
45.传送机构对纸箱的传送:控制器5控制传送电机22转动,进而通过传动带23带动若干滚筒21转动;滚筒21转动过程中,对放置在其上方的纸箱进行向右传送;
46.摆正机构将纸箱摆正:当纸箱靠近摆正机构时,控制器5控制摆正电机41逆时针转动90
°
后停止,使摆杆43与滚筒21平行,纸箱右端接触摆杆43时,在摆杆43的拦截作用下纸箱被摆正;控制器5控制摆正电机41顺时针转动90
°
后停止,使摆杆与滚筒21垂直;纸箱被继
续向右传送;
47.测距传感器对纸箱位置进行检测:设置在两个捆扎机构3外侧的测距传感器6检测其与纸箱边缘的距离;当纸箱到达两个捆扎机构3的正下方并且纸箱两边超出两个捆扎机构3的距离相等时,控制器5控制传送电机22停止转动;
48.两个捆扎机构同时对纸箱进行捆扎:纸箱未到达之前,控制器5控制气缸301收缩,使第一支架302与第二支架303之间的凹槽贴合形成带道;送退带组件32向带道内输送扎带,并使扎带在带道内形成闭合回路,并保证部分扎带重叠;纸箱到达捆扎机构的正下方时,控制器5控制压带组件33中的步进电机331动作使伸入带道的齿形压带杆332的短齿压紧扎带的端头;控制器5控制气缸301伸长,带道打开,送退带组件32退带将扎带收缩拉紧,同时,步进电机331随第一支架32向后移动并旋转,使齿形压带杆332的长齿将扎带缠绕在纸箱表面;控制器5控制热熔电机341顺时针转动90
°
,使已经加热好的热熔片343伸入重叠的扎带之间,对扎带进行热熔、粘合,同时,随着气缸301逐渐伸长,当齿形压带杆332的长齿与扎带错位后,控制器5控制热熔电机341逆时针转动90
°
使其位于加热件344的下方;
49.剪切机构对扎带进行切断:控制器5控制剪切组件31中的电动推杆伸长,刀头压紧扎带与扎带导槽底面贴紧,并对扎带裁剪,完成捆扎。
50.捆扎完成后,捆扎机构各组件以及剪切机构复位,准备对下一个纸箱进行捆扎。
51.本实用新型的有益效果是:
52.在捆扎机的左边设置了摆正机构,能够保证纸箱被捆扎时姿态正确,便于捆扎位置和捆扎方向的准确;在机架中间设置了一组上方均设有激光测距传感器的捆扎机构,能够确保纸箱精确到达两个捆扎机构的正下方,便于两个捆扎机构对纸箱的两边同时进行捆扎;该过程中,传动机构只需停止一次,减少了控制成本,增加了捆扎机的使用寿命;捆扎机构包括支架、剪切组件、送退带组件、压带组件和热熔组件;其中,剪切组件包括电动推杆和固定在其下方的刀头;压带组件包括通过联轴器连接的步进电机和齿形压带杆;热熔组件包括设置在电机仓内部的热熔电机和电机仓两侧的固定块,热熔电机的输出端过盈连接有热熔片,固定块的下方设有的加热件;可见,在满足捆扎功能的条件下,各个组件的结构均较为简单,降低了制造成本。
53.本实用新型的内容不限于实施例所列举,本领域普通技术人员通过阅读本实用新型说明书而对本实用新型技术方案采取的任何等效的变换,均为本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。