1.本发明涉及用于收容液体的包装容器的层叠体、及使用该层叠体的包装容器。
背景技术:
2.作为具有适度的层合强度、气体阻隔性的液体用包装容器,通常使用从外侧起依次由聚乙烯/纸基材层/粘接树脂/阻隔层/粘接层/密封层构成的层叠体的包装容器是已知的(参见专利文献1、2)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2013
‑
039938号公报
6.专利文献2:日本特开2015
‑
168133号公报
技术实现要素:
7.发明所要解决的课题
8.对于使用上述层叠体的包装容器而言,不仅是各种饮料,也作为洗发水、洗涤剂等化学品的包装容器而使用。然而,该化学品与饮料等相比刺激性强,根据内容物,由于成分浸透至层叠体,随着时间的经过,有时阻隔层与密封层之间的粘接强度下降,或在阻隔层与密封层之间产生剥离,如果发生上述现象,则由于内容物的泄漏、劣化等而难以确保品质。因此,针对阻隔层与密封层之间的粘接性,需要进一步的改良。
9.本发明是鉴于如上所述的课题而完成的,目的在于提供能够抑制由内容物成分的浸透引起的粘接强度的下降、层间的剥离的层叠体、及由该层叠体形成的包装容器。
10.用于解决课题的手段
11.根据本发明提供层叠体,其中,至少阻隔层(a)、粘接层(b)及密封层(c)以该顺序层叠,前述粘接层(b)包含离聚物树脂层(ba)和热塑性树脂层(bb),所述离聚物树脂层(ba)包含乙烯
·
不饱和羧酸共聚物的离聚物(ba1),所述热塑性树脂层(bb)包含选自乙烯
·
不饱和羧酸共聚物(bb1)及聚烯烃(bb2)中的至少1种。
12.另外,根据本发明提供使用上述的层叠体而得到的包装容器。
13.发明的效果
14.根据本发明,可以提供涉及能够抑制由内容物成分的浸透引起的粘接强度的下降、层间的剥离的层叠体、及由该层叠体形成的包装容器的技术。
具体实施方式
15.以下,针对本发明的实施方式进行详细说明。需要说明的是,本说明书中,数值范围的说明中的“a~b”的表述除非另有说明,否则表示为a以上且b以下。
16.实施方式中涉及的层叠体具有至少阻隔层(a)、粘接层(b)及密封层(c)以上述顺序层叠的层叠结构。需要说明的是,使用本实施方式的层叠体而形成包装容器的情况下,阻
隔层(a)成为外侧,密封层(c)成为内侧。以下,针对本实施方式的层叠体的详细情况进行说明。
17.阻隔层(a)是赋予气体阻隔性、水蒸气阻隔性,进而阻断来自外部气体的臭气以使得臭气不转移至包装容器的内容物而设置的层,可以优选使用经单轴拉伸或双轴拉伸的聚对苯二甲酸乙二醇酯(pet)膜、聚酰胺膜、聚烯烃等拉伸膜,或者利用物理蒸镀或化学蒸镀等蒸镀法,以20~100nm左右的厚度在该拉伸膜上设置有铝的铝蒸镀膜;利用物理蒸镀或化学蒸镀等蒸镀法,以20~100nm左右的厚度设置有氧化铝、氧化硅等无机化合物的薄膜的透明蒸镀膜;铝箔;乙烯乙烯醇共聚树脂膜;偏二氯乙烯膜;聚乙烯醇膜等,可以更优选使用选自铝箔、铝蒸镀膜及透明蒸镀膜中的至少1种。根据需要,也可以将它们层叠而使用。
18.对于阻隔层(a)而言,在与粘接层(b)层叠压接的一侧的表面,可以进行用于提高与粘接层(b)的粘接强度的电晕处理、等离子体处理、火焰处理、臭氧处理等物理性处理。另外,对于阻隔层(a)而言,在与粘接层(b)层叠压接的一侧的表面,也可以实施已知的锚涂剂、底漆涂覆处理。
19.阻隔层(a)的厚度没有特别限定,但从包装容器的成型性的观点考虑,优选为5μm以上且20μm以下。
20.粘接层(b)为包含离聚物树脂层(ba)及热塑性树脂层(bb)的多层的粘接层。离聚物树脂层(ba)与热塑性树脂层(bb)的层叠顺序没有特别限定,可以以阻隔层(a)、离聚物树脂层(ba)、热塑性树脂层(bb)的顺序层叠,也可以以阻隔层(a)、热塑性树脂层(bb)、离聚物树脂层(ba)的顺序层叠。
21.离聚物树脂层(ba)包含乙烯
·
不饱和羧酸共聚物的离聚物(ba1)。
22.作为乙烯
·
不饱和羧酸共聚物,相对于乙烯
·
不饱和羧酸共聚物整体而言,源自不饱和羧酸的结构单元的含有率(即,不饱和羧酸的含有率)的下限优选为1质量%以上,更优选为3质量%以上,进一步优选为4质量%以上。另一方面,源自不饱和羧酸的结构单元的含有率的上限优选为25质量%以下,更优选为20质量%以下。如果不饱和羧酸的含有率为下限值以上,则可得到粘接性,如果为上限值以下,则从成膜加工时的观点考虑更优选。另外,不仅可以为乙烯与不饱和羧酸的二元共聚物,也可以为其他单体任意共聚而成的多元共聚物。
23.作为不饱和羧酸,例如可举出丙烯酸、甲基丙烯酸、乙基丙烯酸、马来酸、富马酸、衣康酸、马来酸酐、衣康酸酐、马来酸单甲酯、马来酸单乙酯等。特别优选的是丙烯酸或甲基丙烯酸。
24.作为可以任意共聚的其他单体,例如可举出如乙酸乙烯酯、丙酸乙烯酯这样的乙烯基酯,丙烯酸甲酯、丙烯酸乙酯、丙烯酸异丙酯、丙烯酸异丁酯、丙烯酸正丁酯、丙烯酸异辛酯、丙烯酸
‑2‑
乙基己酯、甲基丙烯酸甲酯、甲基丙烯酸乙酯、甲基丙烯酸异丁酯、马来酸二甲酯、马来酸二乙酯等不饱和羧酸酯、一氧化碳、二氧化硫等。
25.相对于乙烯
·
不饱和羧酸共聚物整体而言的源自这些其他单体的结构单元的含量可以在优选为0~30质量%,更优选为0~20质量%的范围共聚。对于这样的共聚物而言,也可以使用由不饱和羧酸或其酸酐进行改性而成的物质。
26.作为离聚物,可以使用将乙烯
·
不饱和羧酸共聚物的羧基的优选为10~100摩尔%,特别优选为15~80摩尔%用金属离子中和而成的物质。
27.作为金属离子,有锂离子、钠离子、钾离子这样的碱金属离子,镁离子、钙离子这样的碱土类金属离子,锌离子,特别优选为选自由钠离子、镁离子或锌离子组成的组中的1种以上,更优选为锌离子。由此,可得到可以提高生产率的层叠体。
28.从层叠体的成型性的观点考虑,根据jis k7210:1999在190℃、2160g负荷的条件下测定的乙烯
·
不饱和羧酸共聚物的离聚物(ba1)的熔体流动速率(mfr)优选为0.1g/10分钟以上且30g/10分钟以下。
29.离聚物树脂层(ba)的厚度的下限优选为5μm以上,更优选为10μm以上。另外,离聚物树脂层(ba)的厚度的上限优选为50μm以下,更优选为25μm以下。本实施方式中,由于通过使用具有上述厚度的离聚物树脂层(ba)可以减小层叠体整体的厚度,因此能够实现包装容器的减量化、低成本化。
30.离聚物树脂层(ba)优选为利用挤出涂覆加工法形成的挤出涂覆加工层。使用挤出涂覆加工法时,与其他成膜法相比,能够提高成型时的树脂温度,能够将包含离聚物树脂层(ba)的粘接层(b)以熔融状态涂覆在阻隔层(a)上。
31.热塑性树脂层(bb)包含选自乙烯
·
不饱和羧酸共聚物(bb1)及聚烯烃(bb2)中的至少1种。从离聚物树脂层(ba)与热塑性树脂层(bb)的层间粘接强度的观点考虑,优选包含乙烯
·
不饱和羧酸共聚物(bb1)。
32.在乙烯
·
不饱和羧酸共聚物(bb1)中,作为与乙烯共聚的不饱和羧酸,可使用碳原子数为3~8的不饱和羧酸,具体而言,可以使用丙烯酸、甲基丙烯酸、衣康酸、马来酸酐、马来酸单甲酯、马来酸单乙酯、丙烯酸等。在这些不饱和羧酸之中,特别优选使用丙烯酸、甲基丙烯酸。
33.作为乙烯
·
不饱和羧酸共聚物(bb1),相对于乙烯
·
不饱和羧酸共聚物(bb1)整体而言,源自不饱和羧酸的结构单元的含有率(即,不饱和羧酸的含有率)的下限优选为1质量%以上,更优选为3质量%以上,进一步优选为4质量%以上。另一方面,源自不饱和羧酸的结构单元的含有率的上限优选为25质量%以下,更优选为20质量%以下。如果不饱和羧酸的含有率为下限值以上则可得到粘接性,如果为上限值以下则从成膜加工时的观点考虑更优选。
34.另外,乙烯
·
不饱和羧酸共聚物(bb1)可以为三元以上的多元共聚物,除了可与乙烯共聚的上述成分以外,还可以共聚丙烯酸甲酯、丙烯酸乙酯、丙烯酸异丁酯、丙烯酸正丁酯、丙烯酸异辛酯、甲基丙烯酸甲酯、甲基丙烯酸异丁酯、马来酸二甲酯、马来酸二乙酯等不饱和羧酸酯;乙酸乙烯酯、丙酸乙烯酯等乙烯基酯;丙烯、丁烯、1,3
‑
丁二烯、戊烯、1,3
‑
戊二烯、1
‑
己烯等不饱和烃;乙烯基硫酸、乙烯基硝酸等氧化物;氯化乙烯、氟化乙烯等卤化物;含乙烯基的伯胺和仲胺化合物;一氧化碳、二氧化硫等作为第三成分,优选为不饱和羧酸酯,更优选为选自丙烯酸甲酯及丙烯酸异丁酯中的至少1种。
35.相对于乙烯
·
不饱和羧酸共聚物(bb1)整体而言的源自这些其他单体的结构单元的含量也可以在优选为0~30质量%,更优选为0~20质量%的范围进行共聚。
36.从层叠体的成型性的观点考虑,根据jis k7210:1999在190℃、2160g负荷的条件下测定的乙烯
·
不饱和羧酸共聚物(bb1)的熔体流动速率(mfr)优选为0.1g/10分钟以上且30g/10分钟以下。
37.作为聚烯烃(bb2),优选以作为lldpe已知的低密度乙烯
·
α
‑
烯烃共聚物为主成
分。更具体而言,可举出密度优选为870~940kg/m3,更优选为880~930kg/m3的乙烯
·
α
‑
烯烃共聚物。另外,从改良加工性等的观点考虑,相对于乙烯
·
α
‑
烯烃共聚物整体而言,可以包含优选为50质量%以下,更优选为40质量%以下的聚乙烯。从热封性的观点考虑,聚乙烯的密度优选为925kg/m3以下。
38.本实施方式中,聚乙烯是从通常被分类为聚乙烯的范畴的物质中除去上述乙烯
·
α
‑
烯烃共聚物的物质,是指高压法聚乙烯、高密度聚乙烯等。特别优选的聚乙烯为高压法聚乙烯。
39.这些聚乙烯的在190℃、2160g负荷时的熔体流动速率优选为0.1~20g/10分钟,特别优选为0.5~15g/10分钟。
40.另外,作为乙烯
·
α
‑
烯烃共聚物中的α
‑
烯烃,例如可举出丙烯、1
‑
丁烯、1
‑
戊烯、1
‑
己烯、1
‑
辛烯、1
‑
癸烯、1
‑
十二碳烯、4
‑
甲基
‑1‑
戊烯等。α
‑
烯烃优选碳原子数为4~12的物质,特别优选碳原子数为5~10的物质。
41.本实施方式中的乙烯
·
α
‑
烯烃共聚物优选mw/mn为3.0以下的物质,特别优选为2.5以下的物质。
42.另外,本实施方式中的乙烯
·
α
‑
烯烃共聚物的在190℃、2160g负荷时的熔体流动速率优选为0.1~20g/10分钟,特别优选为0.5~15g/10分钟。
43.乙烯
·
α
‑
烯烃共聚物可以如下得到:使用例如包括以钛、镁及卤素为必需成分的高活性钛催化剂成分、和有机铝化合物成分的催化剂系统,或者茂金属催化剂成分和铝氧烷(alumoxane)的组合这样的单活性中心催化剂系统,使乙烯与α
‑
烯烃共聚。
44.热塑性树脂层(bb)的厚度的下限优选为5μm以上,更优选为10μm以上。另外,热塑性树脂层(bb)的厚度的上限优选为50μm以下,更优选为25μm以下。在本实施方式中,由于可以通过使用具有上述厚度的热塑性树脂层(bb)而减小层叠体整体的厚度,因此能够实现包装容器的减量化、低成本化。
45.密封层(c)成为包装容器的内层,可以通过热封而将包装容器密封。
46.密封层(c)包含例如聚烯烃(c1)。更具体而言,作为聚烯烃(c1),优选以作为lldpe已知的低密度乙烯
·
α
‑
烯烃共聚物为主成分。更具体而言,可举出密度优选为870~940kg/m3,更优选为880~930kg/m3的乙烯
·
α
‑
烯烃共聚物。另外,从改良加工性等的观点考虑,相对于聚烯烃(c1)整体而言,可以包含优选为50质量%以下,更优选为40质量%以下的聚乙烯。
47.本实施方式中,聚乙烯是从通常被分类为聚乙烯的范畴的物质中除去上述乙烯
·
α
‑
烯烃共聚物的物质,是指高压法聚乙烯、高密度聚乙烯等。特别优选的聚乙烯为高压法聚乙烯。
48.这些聚乙烯的在190℃、2160g负荷时的熔体流动速率优选为0.1~20g/10分钟,特别优选为0.5~15g/10分钟。
49.另外,作为密封层(c)中使用的乙烯
·
α
‑
烯烃共聚物中的α
‑
烯烃,例如可举出丙烯、1
‑
丁烯、1
‑
戊烯、1
‑
己烯、1
‑
辛烯、1
‑
癸烯、1
‑
十二碳烯、4
‑
甲基
‑1‑
戊烯等。α
‑
烯烃优选碳原子数为4~12的物质,特别优选碳原子数为5~10的物质。
50.密封层(c)中使用的乙烯
·
α
‑
烯烃共聚物优选mw/mn为3.0以下的物质,特别优选为2.5以下的物质。
51.另外,密封层(c)中使用的乙烯
·
α
‑
烯烃共聚物的在190℃、2160g负荷时的熔体流动速率优选为0.1~20g/10分钟,特别优选为0.5~15g/10分钟。
52.密封层(c)中使用的乙烯
·
α
‑
烯烃共聚物可以如下得到:使用例如包括以钛、镁及卤素为必需成分的高活性钛催化剂成分、和有机铝化合物成分的催化剂系统,或者茂金属催化剂成分和铝氧烷的组合这样的单活性中心催化剂系统,使乙烯与α
‑
烯烃共聚。
53.密封层(c)的厚度的下限优选为5μm以上,更优选为15μm以上。另外,密封层(c)的厚度的上限优选为150μm以下,更优选为100μm以下,进一步优选为30μm以下。
54.实施方式中涉及的层叠体可以在与设置有粘接层(b)的一侧呈相反侧的阻隔层(a)的外侧表面介由众所周知的聚乙烯等粘接层(e)而设置有基材层(d)。上述粘接层(e)是为了使本实施方式中涉及的层叠体与基材层(d)的粘接性提高而设置的层。
55.基材层(d)是为了使层叠体的操作性、机械特性、导电性、隔热性、耐热性、热封性、防湿性等特性更良好而设置的层。作为基材层(d),例如可以使用纸、无纺布、金属层(铝箔等)、聚酯膜、尼龙膜、聚丙烯膜、聚酰胺膜、聚酰亚胺膜、聚偏二氯乙烯膜、乙烯
·
乙烯醇共聚物膜、铝蒸镀塑料膜、二氧化硅蒸镀塑料膜、氧化铝蒸镀塑料膜等。它们可以单独使用1种,也可以组合使用2种以上。从得到的容器的再循环的观点考虑,更优选包含使用了纸的纸基材。作为纸基材的材料,可以优选使用由基重为100~450g/m2左右的原生纸浆(virgin pulp)形成的原纸,但不限于此。它们可以经单轴拉伸或双轴拉伸。
56.就基材层(d)而言,为了改良与利用本实施方式中涉及的层叠体构成的层的粘接性,可以进行表面处理。具体而言,可以进行电晕处理、等离子体处理、底涂层处理、底漆涂覆处理等。
57.基材层(d)的厚度的下限优选为1μm以上,更优选为2μm以上,进一步优选为5μm以上。另一方面,基材层(d)的厚度的上限优选为100μm以下,更优选为50μm以下,进一步优选为40μm以下。
58.基材层(d)的形状没有特别限定,例如可举出片、膜等形状。
59.在此,以下简单地说明本实施方式的层叠体的制造方法的一个具体例子。
60.首先,使用挤出层合机,向阻隔层(a)与密封层(c)间供给将离聚物树脂层(ba)及热塑性树脂层(bb)同时进行挤出涂覆加工(共挤出涂覆加工)或以两阶段挤出涂覆加工(串联加工)而成的熔融膜,将阻隔层(a)与密封层(c)贴合,形成以阻隔层(a)/粘接层(b)/密封层(c)的顺序层叠而成的层叠体。加工条件例如为模下温度300℃、气隙120mm、加工速度80m/分钟的条件。接下来,利用挤出层合机,在构成该层叠体的阻隔层(a)的外侧的面与基材层(d)之间供给低密度聚乙烯等粘接层(e),在上述层叠体上进一步层叠基材层(d)。
61.根据本实施方式的层叠体,可以实现阻隔层(a)与密封层(c)的粘接强度的提高,进而,在组装包装容器并收容内容物时,能够抑制由内容物成分的浸透引起的粘接强度的下降、层间的剥离。结果,能够进一步提高对包装容器的内容物的保护性。
62.(包装容器)
63.上述实施方式的层叠体因对内容物的耐性优异而适合用作洗发水、洗涤剂、化妆品等化学品用的包装容器的材料。由实施方式的层叠体制造包装容器的方法没有特别限定,可举出使用周知的包装容器成型机而进行加热成型的方法。使用层叠体而形成的包装容器中阻隔层(a)与密封层(c)的粘接强度优异。因此,该包装容器对内容物的保护性优异,
并且能够实现保存期限的延长。
64.以上,针对本发明的实施方式进行了说明,但这些是本发明的例示,还可以采用上述以外的各种构成。
65.实施例
66.以下,利用实施例及比较例来说明本发明,但本发明不限于此。
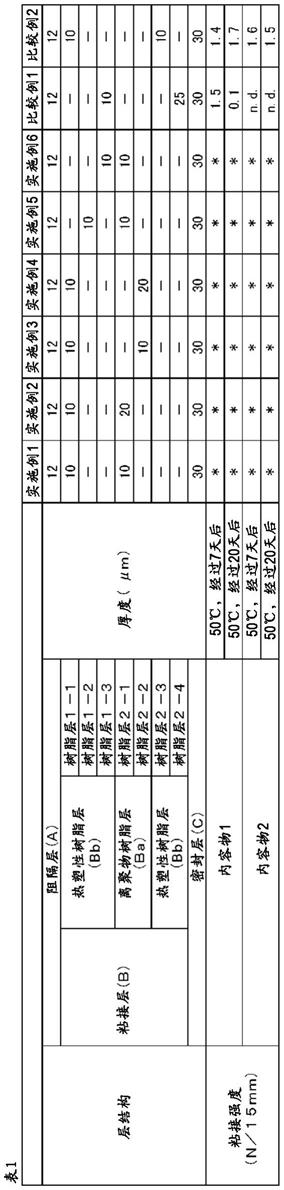
67.制作表1所示的层结构的实施例1~6、比较例1~2的层叠体。
68.在阻隔层(a)的透明蒸镀膜(在一面蒸镀有无机化合物的pet膜,12μm)的未蒸镀面及密封层(c)之间,将表1所示的乙烯
·
不饱和羧酸共聚物的离聚物、与低密度聚乙烯或乙烯
·
不饱和羧酸共聚物组合而成的2层粘接层(b)利用挤出涂覆法挤出并层叠,以阻隔层(a)/粘接层(b)/密封层(c)的顺序层叠,分别得到作为粘接层(b)从阻隔层(a)侧起依次具有树脂层1/树脂层2的层叠结构的表1所示的层结构的层叠膜。挤出涂覆的条件如下。
69.挤出机:挤出机(l/d=28)
70.挤出涂覆温度(模下温度):300℃,挤出涂覆速度:80m/分钟,气隙:120mm
71.针对得到的层叠膜分别进行以下评价。将得到的结果分别示于表1。
72.表1所示层结构的比较例1、2中,除了使用低密度聚乙烯或乙烯
·
不饱和羧酸共聚物(热塑性树脂层(bb))代替上述乙烯
·
不饱和羧酸共聚物的离聚物(离聚物树脂层(ba))以外,以与实施例1~6同样的方法制作层叠体。
73.表1
[0074][0075]
表1中记载的各成分的详细情况如下。
[0076]
需要说明的是,针对mfr而言,根据jis k7210:1999,在190℃、2160g负荷的条件下进行测定。
[0077]
阻隔层(a):透明蒸镀膜(在一面蒸镀有无机化合物的pet膜,12μm)
[0078]
粘接层(b):
[0079]
作为树脂层1,如下准备作为热塑性树脂层(bb)的树脂层1
‑
1~1
‑
3。
[0080]
树脂层1
‑
1:乙烯
·
甲基丙烯酸共聚物1
[0081]
乙烯
·
甲基丙烯酸
·
丙烯酸异丁酯
·
丙烯酸甲酯共聚物(乙烯含量:91.1质量%,甲基丙烯酸含量:1.3质量%,丙烯酸异丁酯含量:3.6质量%,丙烯酸甲酯含量:4.0质量%,mfr:10g/10分钟)
[0082]
在挤出涂覆加工时,向阻隔层联机(in
‑
line)实施电晕、臭氧处理。
[0083]
树脂层1
‑
2:乙烯
·
甲基丙烯酸共聚物2
[0084]
乙烯
·
甲基丙烯酸
·
丙烯酸异丁酯共聚物(乙烯含量:88.5质量%,甲基丙烯酸含量:4.0质量%,丙烯酸异丁酯含量:7.5质量%,mfr:14g/10分钟)
[0085]
与树脂层1
‑
1同样,在挤出涂覆加工时,向阻隔层联机实施电晕、臭氧处理。
[0086]
树脂层1
‑
3:将锚涂剂(大日精化工业株式会社制,seikadyne 2710a seikadyne 2810c(t),固体浓度10质量%,2g(wet)/m2)联机涂布于lldpe(prime polymer co.,ltd.制,evolue sp1071c,密度910kg/m3,mfr:10g/10分钟)。
[0087]
作为树脂层2,如下准备作为离聚物树脂层(ba)的树脂层2
‑
1及2
‑
2,和作为热塑性树脂层(bb)的树脂层2
‑
3及2
‑
4。
[0088]
树脂层2
‑
1:离聚物1
[0089]
乙烯
·
甲基丙烯酸共聚物的离聚物(乙烯含量:85质量%,甲基丙烯酸含量:15质量%,金属离子:锌,中和度:23摩尔%,mfr:5.0g/10分钟)
[0090]
树脂层2
‑
2:离聚物2
[0091]
乙烯
·
甲基丙烯酸共聚物的离聚物(乙烯含量:91质量%,甲基丙烯酸含量:9质量%,金属离子:锌,中和度:17摩尔%,mfr:5.5g/10分钟)
[0092]
树脂层2
‑
3:乙烯
·
甲基丙烯酸共聚物(乙烯含量:91质量%,甲基丙烯酸含量:9质量%,mfr:8.2g/10分钟)
[0093]
树脂层2
‑
4:lldpe(prime polymer co.,ltd.制,evolue sp1071c,密度910kg/m3,mfr:10g/10分钟)
[0094]
密封层(c):ll
‑
film(mitsui chemicals tohcello,inc.制,低密度聚乙烯膜tux
‑
mcs,30μm)
[0095]
<包装容器的制作方法>
[0096]
使用实施例1~6、比较例1~2的各层叠体,利用东洋精机株式会社制热封机(温度140℃,时间0.5秒,压力0.2mpa),使2片层叠体的密封层(c)相对,制作将4个方向的密封层(c)彼此密封而成的内尺寸9cm
×
13cm的包装容器。
[0097]
<粘接强度评价方法>
[0098]
在得到的包装容器中填充10g市售洗发水(下述内容物1及内容物2),使用剥离强度试验机(intesco co.,ltd.制,im
‑
20x
‑
st型拉伸试验机)以下述条件评价在50℃的烘箱内保管时的经时(经过7天后,经过20天后)的层叠体的层间粘接强度变化。
[0099]
内容物1:商品名perfect beauty edr洗发水(moist diane社制)
[0100]
内容物2:商品名merit(注册商标)洗发水db1(花王株式会社制)
[0101]
需要说明的是,表1中标有“*”的栏表示在测定粘接强度(剥离强度)时产生基材切断,具有充分的粘接强度。另外,记载为“n.d.”的栏表示无数据。
[0102]
<测定条件>
[0103]
形状:流动方向(md)上宽度为15mm的短栅状
[0104]
粘接强度测定速度:300mm/分钟
[0105]
剥离角度:t剥离
[0106]
如表1所示,对于使用具有热塑性树脂层(bb)与离聚物树脂层(ba)的层叠结构作为粘接层(b)的实施例1~6的层叠体的包装容器而言,与使用具有热塑性树脂层(bb)彼此的层叠结构作为粘接层(b)的比较例1~2的层叠体的包装容器相比,确认了内容物1、2的粘接强度均不随时间经过而下降。
[0107]
本技术要求以于2019年3月1日提出申请的日本技术特愿2019
‑
038081号为基础的优先权,将其全部公开内容并入本文。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

