1.本发明涉及一种供电部件、线圈配置用磁性片及线圈配置用磁性片的制造方法。
背景技术:
2.作为无线供电部件,磁共振方式的供电部件逐渐被关注。非接触电力传输方式之一即磁共振方式是指,在供电部件及受电部件中分别埋入线圈及电容器,使各自的共振器进行磁场共振而传输电力的方式。
3.在磁共振方式的无线供电部件中,输电距离及供电效率取决于供电部件的q值(也称为quality factor:品质因数q),q值越高,越提高向受电部件侧的供电效率。
4.无线供电中的供电部件的q值与从线圈产生的空间磁场的衰减相关联,且表示因q值越高在长时间内空间磁场强度越不会降低而利用了共振方式的供电效率较高。
5.为了提高q值,作为供电部件的基材,需要高导磁性片。而且,在线圈与高导磁性片之间的关联上,希望形成良好的磁路且实现较高的q值的高导磁性片及使用了该高导磁性片的供电部件。
6.作为能够同时满足天线线圈的通信特性的提高及来自屏蔽板的充分的电磁遮蔽作用的结构的磁芯部件,提出有配置于形成有天线线圈的天线基板与导电性屏蔽板之间且在绝缘材料中填充软磁粉末而成的磁芯部件,并且第1面侧中的磁性粉末沿与薄片面垂直的方向取向,相对于此第2面侧中的磁性粉末与薄片面平行地取向的磁芯部件(参考日本特开2005
‑
80023号公报)。
7.并且,提出有通过在设置有流路截面减少部的型腔内填充熔融复合材料而使软磁粉末沿磁路取向的磁芯部件(参考日本特开2005
‑
269599号公报)、在用于以电磁感应方式与ic卡进行数据通信的天线线圈的下方铺设柔性片状磁性体的非接触型ic卡读卡器中将柔性磁性片折弯粘贴于线圈侧面的方式(参考日本特开2002
‑
298095号公报)等。
技术实现要素:
8.发明要解决的技术课题
9.在日本特开2005
‑
80023号公报中所记载的方式中,在供电用线圈的背面中,磁性体沿相对于线圈垂直的方向配置,沿磁导率低的方向形成磁路,从而有时难以获得所期望的较高的q值。在日本特开2005
‑
269599号公报中所记载的方式中,仅在线圈外周之间形成磁路,难以向受电部件方向形成有效的磁路,从而有时难以获得所期望的较高的q值。
10.在日本特开2002
‑
298095号公报中所记载的ic卡读卡器中,折弯柔性磁性片而形成突出部,因此容易制造。但是,并未着眼于磁性片中的磁性体的取向,从而存在因磁性体的取向而难以提供具有所期待的良好的q值的供电部件等问题。
11.本发明的一实施方式需解决的课题在于提供一种适用于磁共振方式的无线供电系统中的供电部件且实现良好的q值并且供电效率优异的供电部件。
12.本发明的另一实施方式需解决的课题在于提供一种使用于供电部件中的能够赋予良好的q值的线圈配置用磁性片。
13.本发明的另一实施方式需解决的课题在于提供一种使用于供电部件中的能够赋予良好的q值的线圈配置用磁性片的简单的制造方法。
14.用于解决技术课题的手段
15.在用于解决上述课题的手段中包含以下方式。
16.<1>一种供电部件,其为在彼此分开的一对线圈之间进行电力的交换的无线供电系统的供电部件,其具有:第1磁性片,包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂;线圈,卷绕配置于上述第1磁性片的一侧面;及第2磁性片,配置于上述第1磁性片中的与上述线圈相同的面,且配置于比上述线圈的内周端更靠内侧及比上述线圈的外周端更靠外侧中的至少一侧,并且包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂,上述第1磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的面的朝向配置,上述第2磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置。
17.<2>根据<1>所述的供电部件,其中,金属磁性粉末为扁平金属磁性粉末。
18.<3>根据<1>或<2>所述的供电部件,其中,第2磁性片的距上述第1磁性片的面的高度高于从上述第1磁性片的配置有上述线圈的面至线圈的顶部的距离。
19.<4>根据<1>至<3>中任一项所述的供电部件,其中,第2磁性片为配置于上述第1磁性片的与配置有线圈的面相同的面,且上述金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置的树脂片。
20.<5>根据<1>至<3>中任一项所述的供电部件,其中,第2磁性片为配置于上述第1磁性片的与配置有线圈的面相同的面,且包含上述长边以沿上述第1磁性片的法线方向的朝向配置的金属磁性粉末的具有涡旋结构的树脂片。
21.<6>根据<1>至<3>中任一项所述的供电部件,其中,第2磁性片为配置于上述第1磁性片的与配置有线圈的面相同的面,且包含长边以沿树脂片的面的方向排列的金属磁性粉末的具有折叠结构的树脂片。
22.<7>根据<1>至<3>中任一项所述的供电部件,其中,第2磁性片由上述第1磁性片的彼此对置的一对侧端部的弯曲部构成。
23.<8>根据<1>至<3>中任一项所述的供电部件,其中,第2磁性片为设置在配置于上述第1磁性片的与配置有线圈的面相同的面的筒形基材或柱形基材的外周部的包含长边以沿上述筒形基材或上述柱形基材的面的方向配置的金属磁性粉末的树脂片。
24.<9>一种线圈配置用磁性片,其为在彼此分开的一对线圈之间进行电力的交换的无线供电系统中所使用的供电部件的线圈配置用磁性片,其具有:第1磁性片,包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂;区域,配置形成于上述第1磁性片的一侧面的用于形成磁场的线圈;及第2磁性片,配置于上述第1磁性片中的配置上述线圈的区域的比上述线圈的内周端更靠内侧及比上述线圈的外周端更靠外侧中的至少一侧,且包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂,上述第1磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的面的朝向配置,上述第2磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置。
25.<10>根据<9>中所记载的线圈配置用磁性片,其中,第1磁性片的以h/m为单位的磁导率μ’及上述第1磁性片的以m为单位的厚度t满足下述式1的关系。
26.μ
’×
t≥1.2
×
10
‑7(式1)
27.<11>一种线圈配置用磁性片的制造方法,其使用于在彼此分开的一对线圈之间进行电力的交换的无线供电系统中的供电部件,上述线圈配置用磁性片的制造方法包括:工序a,使用包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂的树脂组合物,形成包含上述长边以沿磁性片的面的朝向配置的金属磁性粉末的第1磁性片;及工序b,在配置卷绕有设置于上述第1磁性片的导线的线圈的区域的比所配置的线圈的内周端更靠内侧及比外周端更靠外侧中的至少一侧,使用包含上述金属磁性粉末及树脂的树脂组合物,形成包含上述长边以沿上述第1磁性片的法线方向的朝向配置的金属磁性粉末的第2磁性片。
28.<12>根据<11>所述的线圈配置用磁性片的制造方法,其中,上述工序b包括:工序b1
‑
1,使用包含上述金属磁性粉末及树脂的树脂组合物而获得包含长边以沿面的朝向配置的金属磁性粉末的磁性片;工序b1
‑
2,切割在工序b1
‑
1中获得的上述磁性片而获得切割片;及工序b1
‑
3,以切割片中所包含的金属磁性粉末的长边沿上述第1磁性片的法线方向的朝向配置上述切割片并固定于在上述工序a中获得的第1磁性片的面,以形成第2磁性片。
29.<13>根据<11>所述的线圈配置用磁性片的制造方法,其中,上述工序b包括:工序b2
‑
1,使用包含上述金属磁性粉末及树脂的树脂组合物,获得包含长边以沿面的朝向配置的金属磁性粉末的磁性片;工序b2
‑
2,沿上述磁性片中所包含的金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置的方向切割在工序b2
‑
1中获得的上述磁性片而获得带状切割片;及工序b2
‑
3,将卷绕在工序b2
‑
2中获得的带状切割片而获得的树脂块固定于在上述工序a中获得的第1磁性片的面,以形成第2磁性片。
30.<14>根据<11>所述的线圈配置用磁性片的制造方法,其中,上述工序b包括:工序b3
‑
1,使用包含上述金属磁性粉末及树脂的树脂组合物,获得包含长边以沿面的朝向配置的上述金属磁性粉末的磁性片;工序b3
‑
2,沿上述磁性片中所包含的金属磁性粉末的长边以沿上述第1磁性片的面方向的朝向配置的方向切割在工序b3
‑
1中获得的上述磁性片而获得带状切割片;及工序b3
‑
3,将以波纹状折叠在工序b3
‑
2中获得的带状磁性片的切割片而形成的树脂块固定于在上述工序a中获得的第1磁性片的面,以形成第2磁性片。
31.<15>根据<11>所述的线圈配置用磁性片的制造方法,其中,上述工序b包括相对于第1磁性片的面折弯在上述工序a中获得的包含长边以沿面的朝向配置的金属磁性粉末的第1磁性片的彼此对置的一对侧端部,由此形成第2磁性片的工序b4
‑
1。
32.<16>根据<11>所述的线圈配置用磁性片的制造方法,其中,上述工序b包括:工序b5
‑
1,准备筒形基材或柱形基材,在以长边沿上述筒形基材或上述柱形基材的外周面的方向配置金属磁性粉末的条件下,对上述筒形基材或上述柱形基材的外周面涂覆包含上述金属磁性粉末及树脂的树脂组合物,在上述筒形基材或上述柱形基材的外周面形成磁性层;及工序b5
‑
2,将形成有上述磁性层的上述筒形基材或上述柱形基材固定于在上述工序a中获得的第1磁性片的面,以形成第2磁性片。
33.发明效果
34.根据本发明的一实施方式,能够提供一种适用于磁共振方式的无线供电系统中的
供电部件且实现良好的q值并且供电效率优异的供电部件。
35.根据本发明的另一实施方式,能够提供一种使用于供电部件中的能够赋予良好的q值的线圈配置用磁性片。
36.根据本发明的另一实施方式,能够提供一种使用于供电部件中的能够赋予良好的q值的线圈配置用磁性片的简单的制造方法。
附图说明
37.图1a是表示本发明的供电部件的一实施方式即在比配置线圈的区域的内周端更靠内侧及外周端的外侧这两侧具有第2磁性片的供电部件的一例的立体图。
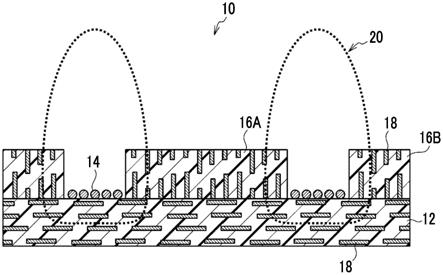
38.图1b是图1a所示的供电部件的概略剖视图。
39.图2是示意地表示图1b所示的供电部件及从供电部件产生的磁场的概略剖视图。
40.图3是表示本发明的供电部件的另一实施方式即仅在比配置线圈的区域的内周端更靠内侧具有第2磁性片的供电部件的一例的概略剖视图。
41.图4是表示本发明的供电部件的另一实施方式即仅在配置线圈的区域的外周端更靠外侧具有第2磁性片的供电部件的一例的概略剖视图。
42.图5是表示本发明的供电部件的另一实施方式即在比配置线圈的区域的内周端更靠内侧及外周端的外侧具有第2磁性片,且形成于比内周端更靠内侧的第2磁性片在中央部具有空隙的供电部件的一例的概略剖视图。
43.图6a是表示本发明的供电部件的一实施方式即线圈卷绕成矩形,且在比配置线圈的区域的内周端更靠内侧具有第2磁性片的供电部件的一例的俯视图。
44.图6b是图6a所示的供电部件的概略剖视图。
45.图7a是表示本发明的供电部件的一实施方式即线圈卷绕成矩形,且在比配置线圈的区域的外周端更靠外侧具有第2磁性片的供电部件的一例的俯视图。
46.图7b是图7a所示的供电部件的概略剖视图。
47.图8a是表示本发明的供电部件的一实施方式即线圈卷绕成矩形,且在比配置线圈的区域的内周端更靠内侧及比外周端更靠外侧这两侧具有第2磁性片的供电部件的一例的俯视图。
48.图8b是图8a所示的供电部件的概略剖视图。
49.图9a是表示本发明的供电部件的一实施方式即线圈卷绕成矩形,且在比配置线圈的区域的外周端更靠外侧具有在除了用于将线圈的端部与电源连结的导路以外的外周连续设置的第2磁性片的供电部件的一例的俯视图。
50.图9b是图9a所示的供电部件的概略剖视图。
51.图10是表示在本发明的线圈配置用磁性片的制造方法的一实施方式中,通过将切割长边以沿磁性片的面的方向配置的磁性片而获得的切割片固定于第1磁性片的面而形成第2磁性片的方式的一例的概略剖视图。
52.图11是表示在本发明的线圈配置用磁性片的制造方法的一实施方式中,卷绕切割长边以沿磁性片的面的方向配置的磁性片而获得的带状切割片以形成第2磁性片的方式的一例的立体图。
53.图12是表示在本发明的线圈配置用磁性片的制造方法的一实施方式中,折叠切割
长边以沿磁性片的面的方向配置的磁性片而获得的切割片,形成具有折叠结构的第2磁性片的方式的一例的概略剖视图。
54.图13a是表示在本发明的线圈配置用磁性片的制造方法的一实施方式中,以长边沿磁性片的面的方向配置有金属磁性粉末的第1磁性片的立体图,示意地示出了金属磁性粉末的一部分配置方向。
55.图13b是表示相对于第1磁性片的面折弯图13a所示的第1磁性片的彼此对置的一对侧端部,形成以长边沿第1磁性片的法线方向的朝向配置有金属磁性粉末的弯曲部即第2磁性片的方式的一例的立体图,示意地示出了金属磁性粉末的一部分配置方向。
56.图14是表示比较例2的供电部件的概略剖视图。
具体实施方式
57.以下,对本发明的供电部件、线圈配置用磁性片及线圈配置用磁性片的制造方法的一例进行详细说明。但是,本发明并不受以下实施方式的任何限定,在本发明的目的的范围内,能够适当加以变更来实施。
58.在本发明中,使用“~”来示出的数值范围表示将在“~”的前后记载的数值分别作为最小值及最大值来包含的范围。
59.在本发明中阶段性地记载的数值范围内,以某一数值范围来记载的上限值或下限值也可以与其他阶段性的记载的数值范围的上限值或下限值调换。并且,在本发明中所记载的数值范围内,以某个数值范围来记载的上限值或下限值也可以与实施例中示出的值调换。
60.在本发明中,两个以上的优选方式的组合为更优选的方式。
61.在本发明中,关于各成分的量,在存在多种与各成分相符的物质的情况下,若无特别说明,则表示多种物质的合计量。
62.在本发明中,“工序”的术语不仅包含独立的工序,即使在与其他工序无法明确区分的情况下,只要实现该工序的所期望的目的,则也包含于本术语中。
63.在本发明中,有时将“在彼此分开的一对线圈之间进行电力的交换的适用于磁共振方式的无线供电系统中的供电部件”简称为“无线供电部件”或“供电部件”。
64.在本发明中的各附图中,使用相同的符号来示出的构成要件表示相同的构成要件。
65.[供电部件:使用于无线供电系统中的供电部件]
[0066]
本发明的供电部件为在彼此分开的一对线圈之间进行电力的交换的无线供电系统的供电部件,其具有:第1磁性片,包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂;线圈,卷绕配置于上述第1磁性片的一侧面;及第2磁性片,配置于上述第1磁性片中的与上述线圈相同的面,且配置于比上述线圈的内周端更靠内侧及比上述线圈的外周端更靠外侧中的至少一侧,并且包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂,上述第1磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的面的朝向配置,上述第2磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置。
[0067]“长边以沿第1磁性片的面的朝向配置”是指,除了金属磁性粉末以其长边与第1磁
性片的面方向平行的状态配置的情况以外,还包含第1磁性片的面方向与长边的方向所成的角度θ在第1磁性片的面的一侧面及另一侧面中分别以在0
°
<θ≤15
°
的范围内倾斜的状态配置的情况。
[0068]
并且,“长边以沿第1磁性片的法线方向的朝向配置”是指,除了金属磁性粉末以其长边与第1磁性片的法线方向平行的状态配置的情况以外,还包含第1磁性片的法线方向与长边的方向所成的角度θ在第1磁性片的面的一侧面及另一侧面中分别以在0
°
<θ≤15
°
的范围内倾斜的状态配置的情况。
[0069]
从效果的观点考虑,表示上述金属磁性粉末的倾斜度的θ越小越优选。
[0070]
参考附图对本发明的供电部件进行说明。
[0071]
图1a是表示本发明的供电部件10的一实施方式的立体图,图1b是图1a所示的本发明的供电部件10的一例的概略剖视图。
[0072]
如图1a所示,供电部件10具有平板的第1磁性片12及卷绕配置于第1磁性片12的一侧面的线圈14。
[0073]
另外,在供电部件10中,第1磁性片位于与向受电部件方向形成磁场的方向相反的一侧,且位于供电部件10的背面,因此以下有时称为背面磁性片。
[0074]
并且,有时将长边相对于短边的长度之比超过1.0的金属磁性粉末称为特定金属磁性粉末。
[0075]
在图1a所示的供电部件10中,具有位于第1磁性片12中的与配置有线圈14的面相同的面且卷绕配置的线圈14的配置于比第1磁性片12的内周端更靠内侧的第2磁性片16a及配置于比第1磁性片12中的线圈的外周端更靠外侧的第2磁性片16b。
[0076]
图1b是图1a所示的供电部件10的概略剖视图。如图1b中示意地示出,在第1磁性片12中,金属磁性粉末18(特定金属磁性粉末)沿长边沿第1磁性片12的面的方向取向。
[0077]
在线圈14的内周侧的第2磁性片16a及线圈14的外周侧的第2磁性片16b中,金属磁性粉末18的长边均以沿第1磁性片的法线朝向配置。
[0078]
在图1b中,线圈14由圆形的截面来表示。
[0079]
如图1b所示,从更容易提高q值的观点考虑,第2磁性片16a及第2磁性片16b的距第1磁性片12的面的高度优选高于从第1磁性片的配置有线圈的面至线圈的顶部的距离。
[0080]
在此,第2磁性片的距第1磁性片的面的高度是指,从第1磁性片的面即第2磁性片的底面至第2磁性片的顶面的距离。
[0081]
所卷绕的线圈14只要配置于第1磁性片12的一侧面即可。线圈14例如可以通过粘结剂等固定于第1磁性片12,并且,也可以一部分埋设并固定于第1磁性片12。
[0082]
在构成线圈的导体线各部中,从使沿导体线环绕方向产生的磁场的方向与磁性片中的磁性体的长边方向一致的观点考虑,线圈14优选以埋设于第1磁性片12的状态配置于第1磁性片的面。
[0083]
另外,关于包含用于形成第1磁性片12、第2磁性片16a、第2磁性片16b及第2磁性片的金属磁性粉末及树脂的树脂组合物的详细内容,将在后面叙述。
[0084]
例如,在图1a及图1b所示的供电部件的方式中,若对线圈14进行通电,则沿配置第1磁性片12、第2磁性片16a及第2磁性片16b中所包含的金属磁性粉末18的方向即金属磁性粉末18的长边所取向的方向容易形成磁场20。在图2中,以点线来示意地示出了对图1b所示
的供电部件的线圈14进行通电时形成的磁场20。
[0085]
如图2所示,磁场20沿金属磁性粉末18的长边方向形成,且在受电部件侧形成较大的磁场20。另一方面,在第1磁性片12即背面磁性片的下方侧不会形成磁场20。因此,认为根据本发明的供电部件,有效地进行供电,且实现较高的q值。
[0086]
并且,在背面磁性片即第1磁性片12的未形成线圈的面即所谓的第1磁性片的背面不会形成磁场。因此,例如,即使在供电部件的背面配置作为基材的金属板等的情况下,所配置的金属板等受到不期望的磁场的影响的可能性进一步变低,因此优选。
[0087]
能够在lcr测试仪中连接供电部件的线圈的两端来测量供电部件的q值。在本发明中,对lcr测试仪施加100khz的电流来测量供电部件的100khz时的q值。
[0088]
lcr测试仪能够使用公知的装置。例如,能够举出im3536(商品名称,hioki制)等。
[0089]
以下,示出测量的详细条件。
[0090]
在lcr测试仪(im3536:商品名称,hioki制)中连接4端子探针l2000(hioki制),并且连接l2000的2根测量用探针及线圈两端电极。测量频率设定为100khz,测量电压设定为1v,并测量q值。
[0091]
在常温(25℃)下进行测量。
[0092]
在本发明中,以供电部件中的q值良好为标准,可举出相对于在背面磁性片的面仅配置有线圈的标准结构的供电部件的q值,本发明的结构的供电部件的q值的值优选相对成为1.03以上,更优选成为1.09以上。
[0093]
并且,本发明的供电部件的q值的相对提高比率相对于作为除本发明以外的比较例的供电部件的q值的相对提高比率,优选提高0.01以上,更优选提高0.03以上,进一步优选提高0.05以上。
[0094]
在图1a所示的方式中,线圈14以圆形状卷绕。并且,在配置有线圈14的区域的内周的内侧及外周的外侧分别具有第2磁性片16a、第2磁性片16b。但是,如以下详细叙述,本发明的供电部件并不限定于图1a及图1b所示的方式。
[0095]
以下,参考附图对供电部件的变形例进行说明。
[0096]
图3是表示本发明的供电部件的另一实施方式的一例的概略剖视图。在图3所示的供电部件22中,在配置有设置于背面磁性片12的面的线圈14的区域中,仅在比所卷绕的线圈的内周端更靠内侧具有第2磁性片16a。
[0097]
图3中的第2磁性片16a具有圆柱形状,且具有与图1b中的配置于比配置有线圈14的区域的内周端更靠内侧的第2磁性片16a相同的形状。
[0098]
图4是表示本发明的供电部件的另一实施方式的一例的概略剖视图。在图4所示的供电部件24中,在配置线圈的区域中,仅在比所卷绕的线圈14的外周端更靠外侧具有第2磁性片16b。图4中的第2磁性片16b具有与图1b中的配置于比配置有线圈14的区域的外周端更靠外侧的第2磁性片16b相同的形状。
[0099]
如图3及图4所示,第2磁性片可以相对于线圈的配置区域仅配置于比所卷绕的线圈的内周端更靠内侧,也可以仅配置于比外周端更靠外侧。
[0100]
图5是表示本发明的供电部件的另一实施方式的一例的概略剖视图。在图5所示的供电部件26中,在比配置线圈的区域的内周端更靠内侧具有圆筒形状的第2磁性片16c,且在比配置有线圈14的区域的外周端更靠外侧也具有第2磁性片16b。
[0101]
图5所示的供电部件26中的配置于比配置线圈的区域的外周端更靠外侧的第2磁性片16b具有与图1b及图4所示的第2磁性片16b相同的形状。
[0102]
图5所示的供电部件26中的位于比配置线圈的区域的所卷绕的线圈的内周端更靠内侧的第2磁性片16c具有圆筒形状。即,例如,与图3所示的圆柱形状的第2磁性片16a不同,在比第2磁性片16c的内周端更靠内侧存在不具有第2磁性片的区域。
[0103]
在上述各实施方式中,线圈以圆形卷绕,但线圈的卷绕方式并不限定于上述。
[0104]
只要具有作为线圈的功能,则能够分别根据供电部件的使用目的适当选择线圈(导线)的卷绕方式及卷绕次数。
[0105]
图6a是表示本发明的供电部件的一实施方式的俯视图。
[0106]
在图6a中作为一例示出的供电部件28在第1磁性片(背面磁性片)12的一侧面以矩形卷绕有线圈14。
[0107]
在比配置有线圈14的区域的所卷绕的线圈的内周端更靠内侧设置有4个第2磁性片30a。如图6a所示,第2磁性片30a具有矩形形状,在线圈14的内周的内侧,4个第2磁性片30a配置于沿所卷绕的线圈14的内周的位置。
[0108]
第2磁性片30a无需一定要连续设置,如图6a所示,也可以配置成彼此分开。
[0109]
图6b是用俯视图来示于图6a中的供电部件28的概略剖视图。
[0110]
图7a是表示本发明的供电部件的一实施方式的俯视图。在图7a中作为一例示出的供电部件32在第1磁性片(背面磁性片)12的一侧面以矩形卷绕有线圈14。
[0111]
在比配置有线圈14的区域的所卷绕的线圈的外周端更靠外侧设置有4个第2磁性片30b。如供电部件32所示,第2磁性片30b具有矩形形状,在线圈14的外周的外侧,4个第2磁性片30b配置于沿所卷绕的线圈14的外周的位置。
[0112]
设置于线圈14的外周的外侧的第2磁性片30b无需一定要连续设置,如图7a所示,也可以配置成彼此分开。
[0113]
图7b是用俯视图来示于图7a中的供电部件32的概略剖视图。
[0114]
图8a是表示本发明的供电部件的一实施方式的俯视图。在图8a中作为一例示出的供电部件34在第1磁性片(背面磁性片)12的一侧面以矩形卷绕有线圈14。
[0115]
在比配置有线圈14的区域的内周端更靠内侧设置有4个第2磁性片30a,且在比配置有线圈14的区域的外周端更靠外侧设置有4个第2磁性片30b。即,在供电部件34中,表示矩形形状的第2磁性片30a及第2磁性片30b分别在所卷绕的线圈14的内周的内侧及外周的外侧配置于沿所卷绕的线圈14的位置。
[0116]
图8b是图8a所示的供电部件的概略剖视图。
[0117]
图9a是表示本发明的供电部件的一实施方式的俯视图。在图9a中作为一例示出的供电部件36在第1磁性片(背面磁性片)12的一侧面以矩形卷绕有线圈14。
[0118]
在比配置有线圈14的区域的外周端更靠外侧设置有第2磁性片16c。在供电部件36中,第2磁性片16c在所卷绕的线圈14的外周的外侧,在沿所卷绕的线圈14的位置上,连续配置于除线圈的导路以外的区域。
[0119]
图9b是图9a所示的供电部件的概略剖视图。
[0120]
本发明的供电部件中的第2磁性片中,第1磁性片中所包含的特定金属磁性粉末的长边以沿第1磁性片的面的朝向配置,相对于此第2磁性片中所包含的特定金属磁性粉末的
长边以沿第1磁性片的法线方向的朝向配置,由此容易形成适当的磁场,且可获得良好的q值。
[0121]
以下,对能够适用于本发明的供电部件中的第2磁性片的方式进行说明。
[0122]
作为第2磁性片的一个实施方式(第1实施方式),可举出配置于第1磁性片的与配置有线圈的面相同的面,且特定金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置的树脂片。
[0123]
根据第2磁性片的第1实施方式,包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末的树脂片成为第2磁性片,因此能够将包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末的树脂片配置于任意位置而在所期望的区域以所期望的形状来形成第2磁性片。
[0124]
作为第2磁性片的另一实施方式(第2实施方式),可举出配置于第1磁性片的与配置有线圈的面相同的面,且包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末的具有涡旋结构的树脂片。
[0125]
根据以涡旋状卷绕包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末的树脂片而设为具有涡旋结构的树脂片的第2实施方式,例如能够简单的形成已叙述的图1a、图1b及图3所示的第2磁性片16a的形状。
[0126]
作为第2磁性片的另一实施方式(第3实施方式),可举出配置于上述第1磁性片的与配置有线圈的面相同的面,且包含长边以沿磁性片的面的方向排列的特定金属磁性粉末的具有折叠结构的树脂片。
[0127]
通过以波纹状折叠包含长边以沿磁性片的面的方向排列的金属磁性粉末的磁性片而设为折叠结构,如图12中作为一例所示,以沿磁性片的面的方向排列的特定金属磁性粉末的长边以沿第1磁性片的法线方向的朝向配置,从而可简单地形成第2磁性片。
[0128]
根据使用具有折叠结构的树脂片的第3实施方式,例如能够简单地形成已叙述的图6a、图6b、图7a、图7b、图8a及图8b所示的第2磁性片30a、第2磁性片30b等的形状。
[0129]
作为第2磁性片的另一实施方式(第4实施方式),可举出第2磁性片由第1磁性片的彼此对置的一对侧端部的弯曲部构成的方式。
[0130]
即,通过从第1磁性片的面方向折弯第1磁性片的彼此对置的一对侧端部而形成弯曲部,在弯曲部区域中,特定金属磁性粉末的长边以沿第1磁性片的法线方向的朝向配置,形成第2磁性片。
[0131]
作为第2磁性片的另一实施方式(第5实施方式),可举出第2磁性片形成于基材的周边部的方式。具体而言,可举出第2磁性片为设置在配置于第1磁性片的一侧面的筒形基材或柱形基材的外周部的包含长边以沿第2磁性片的面的方向配置的金属磁性粉末的树脂片的方式。
[0132]
作为基材,通过选择圆筒形、圆柱形、棱柱形等任意形状的基材,能够设为具有所期望的形状的第2磁性片。
[0133]
将第1磁性片及第2磁性片中所包含的特定金属磁性粉末的长边的取向方向分别调整为本发明中所规定的方向而包含于本发明的供电部件中,因此能够对供电部件赋予良好的q值。
[0134]
[线圈配置用磁性片]
[0135]
接着,对本发明的线圈配置用磁性片进行说明。
[0136]
本发明的线圈配置用磁性片为在彼此分开的一对线圈之间进行电力的交换的无线供电系统中所使用的供电部件的线圈配置用磁性片,其具有:第1磁性片,包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂;区域,配置形成于上述第1磁性片的一侧面的用于形成磁场的线圈;及第2磁性片,配置于上述第1磁性片中的配置上述线圈的区域的比上述线圈的内周端更靠内侧及比上述线圈的外周端更靠外侧中的至少一侧,且包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂,上述第1磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的面的朝向配置,上述第2磁性片中所包含的上述金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置。
[0137]
本发明的线圈配置用磁性片在已叙述的本发明的供电部件中,除了未设置线圈且具有用于配置线圈的区域以外的结构与本发明的供电部件相同。
[0138]
本发明的线圈配置用磁性片具有作为在一侧面保持线圈的背面磁性片的第1磁性片、配置于在比配置于配置线圈的区域的线圈的内周端更靠内侧及比上述线圈的外周端更靠外侧中的至少一侧的第2磁性片。
[0139]
通过在本发明的线圈配置用磁性片的用于配置设置于第1磁性片的面的线圈的区域配置线圈,获得供电部件。
[0140]
线圈能够根据供电部件的使用目的,以任意的形状且以任意的卷数卷绕配置于配置上述线圈的区域。通过配置所卷绕的线圈,本发明的线圈配置用磁性片成为供电部件。
[0141]
将第1磁性片及第2磁性片中所包含的特定金属磁性粉末的长边的取向方向分别调整为本发明中所规定的方向而包含于本发明的线圈配置用磁性片中,因此通过在本发明的线圈配置用磁性片中配置线圈,能够获得可实现良好的q值的供电部件。
[0142]
如已叙述的图2所示,从用于实现良好的q值的可获得更适当的磁场的观点考虑,线圈配置用磁性片中的第1磁性片的磁导率μ’[h/m]及第1磁性片的厚度t[m]优选满足下述式1的关系,更优选满足下述式2的关系,进一步优选满足下述式3的关系。
[0143]
另外,当表示磁性片的磁导率时,磁导率有以绝对值“μ
’”
来表示的情况及以与空气的相对值即相对磁导率“μr
’”
来表示的情况。本发明中的磁导率的测量值以绝对值即“μ
’”
来表示。
[0144]
μ’[h/m]
×
t[m]≥1.2
×
10
‑7[h]
ꢀꢀꢀꢀ
(式1)
[0145]
μ’[h/m]
×
t[m]≥1.3
×
10
‑7[h]
ꢀꢀꢀꢀ
(式2)
[0146]
μ’[h/m]
×
t[m]≥1.4
×
10
‑7[h]
ꢀꢀꢀꢀ
(式3)
[0147]
并且,从更有效地抑制供电部件中的磁场透射作为背面磁性片的第1磁性片的背面的观点考虑,第1磁性片的厚度t优选为0.5
×
10
‑3m以上,更优选为1.5
×
10
‑3m以上,进一步优选为2.0
×
10
‑3m以上。即,当以[mm]为单位换算了第1磁性片的厚度时,第1磁性片的厚度优选为0.5mm以上,更优选为1.5mm以上,进一步优选为2.0mm以上。
[0148]
关于第1磁性片的厚度的上限并无特别限制。从适当地维持供电部件的尺寸的观点考虑,厚度t能够设为1.0
×
10
‑2m以下,即10mm以下。
[0149]
线圈配置用磁性片所具有的第1磁性片及第2磁性片与已叙述的本发明的供电部件中进行说明的方式相同,优选例也相同。
[0150]
供电部件及线圈配置用磁性片中的第1磁性片及第2磁性片包含特定金属磁性粉
末及树脂。
[0151]
上述第1磁性片及上述第2磁性片优选使用包含特定金属磁性粉末及树脂的树脂组合物来形成。
[0152]
对用于形成磁性片的树脂组合物进行说明。
[0153]
上述树脂组合物包含特定金属磁性粉末及树脂,根据需要,也可以包含其他成分。
[0154]
(特定金属磁性粉末)
[0155]
在本发明的供电部件中,能够用于形成第1磁性片及第2磁性片的特定金属磁性粉末为长边相对于短边的长度之比超过1.0的金属磁性粉末。即,特定金属磁性粉末只要不是圆球状而具有长度彼此不同的长边及短边的金属磁性粉末即可。通过长边相对于短边的长度之比超过1.0,在磁性片中能够沿所期望的方向配置特定金属磁性粉末,并且能够沿特定金属磁性粉末的配置方向有效地形成磁场,因此优选。另外,上述“圆球状”表示金属磁性粉末的长边相对于短边的长度之比为1.0。
[0156]
金属磁性粉末是指较细的固体金属的粒子且带磁性的粉末。
[0157]
特定金属磁性粉末的“短边”是指相当于厚度的距离,特定金属磁性粉末的“长边”是指粉末中的面积较宽的主表面上的最长的距离。
[0158]
作为构成特定金属磁性粉末的磁性金属,能够使用任意的磁性材料。其中,从获得更高的磁导率的观点考虑,优选软磁材料。
[0159]
作为能够适用于特定金属磁性粉末中的软磁材料,例如可举出磁性不锈钢(fe
‑
cr
‑
al
‑
si合金)、铁硅铝(fe
‑
si
‑
al合金)、坡莫合金(fe
‑
ni合金)、硅铜(fe
‑
cu
‑
si合金)、fe
‑
si合金、fe
‑
si
‑
b(
‑
cu
‑
nb)合金、fe
‑
si
‑
cr
‑
ni合金、fe
‑
si
‑
cr合金、fe
‑
si
‑
al
‑
ni
‑
cr合金及铁氧体等。
[0160]
使用由这些软磁材料构成的软磁粉末而制作出的磁性片中,软磁粉末的软磁特性优异,因此软磁粉末适合作为供电部件的特定金属磁性粉末。
[0161]
它们当中,从磁特性的观点考虑,作为磁性金属,优选举出铁硅铝(fe
‑
si
‑
al合金)。
[0162]
作为特定金属磁性粉末的形状,只要是投影图的长边相对于短边的长度之比超过1.0的金属磁性粉末,则并无特别限制,但长边相对于短边的长度之比优选为1.1~200,更优选为1.2~100。
[0163]
作为特定金属磁性粉末的形状,例如可举出针状、棒状、投影图为椭圆形的橄榄球形状、圆锥形状及扁平形状等。
[0164]
从因扁平形状而长轴方向的退磁场减少、获得更高的磁导率及在提高q值的方面上更容易控制适当的取向等观点考虑,特定金属磁性粉末优选为扁平形状的特定金属磁性粉末(扁平金属磁性粉末)。
[0165]
扁平金属磁性粉末的“长边相对于短边之比”以扁平率(扁平度)来表示。
[0166]
扁平形状是指,具有彼此对置的面积较宽的2个主表面的平坦形状(也称为板状)。作为主表面的形状,可以是矩形、圆形、椭圆形、三角形、梯形等及不规则形状中的任一个。
[0167]
扁平金属磁性粉末的“短边”是指相当于厚度的距离。
[0168]
扁平金属磁性粉末的“长边”是指主表面上的最长的距离,例如当主表面的形状为矩形时的长边是指最长的对角线的长度(当为正方形时是对角线的长度),当主表面的形状
为圆形时的长边是指直径,当主表面的形状为椭圆形时的长边是指长径。并且,当主表面的形状为不规则形状时的长边是指根据主表面测量的最长的距离。
[0169]
扁平金属磁性粉末的扁平率(扁平度)例如为8以上,优选为15以上,并且,例如为80以下,优选为65以下。扁平率例如由金属磁性粉末的平均粒径(平均长度)除以金属磁性粉末的平均厚度的纵横比计算。
[0170]
特定金属磁性粉末的平均粒径(平均长度)优选为1μm以上,更优选为3.5μm以上,进一步优选为10μm以上。并且,特定金属磁性粉末的平均长度例如优选为200μm以下,更优选为100μm以下。
[0171]
扁平金属磁性粉末的平均厚度优选为0.3μm以上,更优选为0.5μm以上。并且,平均厚度优选为3μm以下,更优选为2.5μm以下。
[0172]
特定金属磁性粉末的平均粒径(平均长度)通过调整金属磁性粉末的扁平率、平均粒径及平均厚度等而得到调整。通过调整特定金属磁性粉末的形状、扁平率及尺寸等,能够减小由特定金属磁性粉末的形状引起的退磁场的影响,其结果,能够增加特定金属磁性粉末的磁导率。
[0173]
为了使金属磁性粉末的大小均匀,可以根据需要使用筛子等进行分级。本发明的特定金属磁性粉末也可以使用通过筛子等进行分级的金属磁性粉末。
[0174]
在本发明中,具体而言,通过以下方法能够求出长边相对于短边之比、金属磁性粉末的平均粒径、平均厚度及扁平度(平均纵横比)。
[0175]
使用扫描型电子显微镜(sem:scanning electron microscope)并且以摄影倍率1000倍来拍摄金属磁性粉末。从图像数据中选择长轴朝向正面的粒子及短轴朝向正面的粒子,分别通过图像分析测量所选择的粒子的长轴长度(即长边)及短轴长度(即短边)。关于长轴长度及短轴长度,测量100个粒子,并进行简单平均即数量平均,由此能够求出平均粒径(平均长度)、平均厚度及扁平度〔平均纵横比:(平均长轴长度/平均短轴长度)〕。
[0176]
特定金属磁性粉末的比重例如能够设为5.0以上且8.0以下。
[0177]
特定金属磁性粉末在树脂组合物、磁性片等中,以进一步提高树脂基材与特定金属磁性粉末的粘附性为目的,也可以使用已进行表面处理的特定金属磁性粉末。
[0178]
作为已进行表面处理的特定金属磁性粉末,例如可举出使用硅烷偶联剂等偶联剂而进行了偶联处理的特定金属磁性粉末。
[0179]
通过使用已进行偶联处理的特定金属磁性粉末,特定金属磁性粉末与树脂的界面中的粘附性进一步提高,在所获得的磁性片中,能够进一步提高比重、抗腐蚀性等。
[0180]
作为能够使用于表面处理的偶联剂,例如可举出γ
‑
甲基丙烯酰氧丙基三甲氧基硅烷、γ
‑
环氧丙氧基丙基三甲氧基硅烷及γ
‑
缩水甘油氧基丙基甲基二乙氧基硅烷等。
[0181]
关于偶联处理的方法并无特别限制。例如可举出对特定金属磁性粉末的表面预先实施基于偶联剂的处理的方法;在混合特定金属磁性粉末与作为基材的树脂时,通过在混合物中添加偶联剂并进行混合,对特定金属磁性粉末表面进行偶联处理的方法等。也可以通过任一方法进行特定金属磁性粉末的偶联处理。
[0182]
(树脂)
[0183]
作为磁性片中的作为树脂基材而发挥作用的树脂即粘合剂树脂,只要是具有膜形成性的树脂,则能够无特别限制地使用。作为粘合剂树脂,例如可举出聚酯类树脂、聚氨酯
树脂、环氧树脂、酚醛树脂、丙烯酸树脂、苯乙烯树脂及丁腈橡胶(丙烯腈
‑
丁二烯共聚物:nbr)等合成橡胶等。而且,不仅能够使用构成上述例示的树脂的来源于单体的结构单位的均聚物,还能够使用将构成上述树脂的来源于单体的结构单位作为共聚成分而包含的共聚物。
[0184]
其中,从在形成磁性片时的加工性良好,且能够以更高密度来使特定金属磁性粉末取向等观点考虑,优选使用聚酯类树脂、包含来源于酯类单体的结构单位而形成的共聚物及合成橡胶等。
[0185]
磁性片形成用树脂组合物可以仅包含一种树脂,也可以并用两种以上。
[0186]
当使用聚酯类树脂时,也可以使用具有磷酸残基的含磷聚酯类树脂。通过树脂组合物中的树脂包含含磷聚酯类树脂,能够对所获得的磁性片赋予阻燃性。
[0187]
另外,当对磁性片赋予阻燃性时,除了使用赋予了上述阻燃性的树脂的方法以外,如后述,还能够采用在树脂组合物中添加阻燃剂的方法。
[0188]
除了作为形成磁性片的树脂基材的上述树脂(粘合剂树脂)以外,以调整磁性片中的各种物性等为目的,还能够适当含有作为添加剂的其他树脂。
[0189]
作为其他树脂,可举出天然橡胶、丁基橡胶、异戊二烯橡胶、氯丁橡胶、乙烯
‑
乙酸乙烯酯共聚物、聚丁二烯树脂、聚碳酸酯树脂、热塑性聚酰亚胺树脂、聚酰胺树脂(6
‑
尼龙、6,6
‑
尼龙等)、苯氧基树脂、聚酰胺酰亚胺树脂及氟树脂等。
[0190]
当树脂组合物包含其他树脂时,其他树脂可以仅包含一种,也可以包含两种以上。
[0191]
从膜形成性的观点考虑,其他树脂的含量相对于作为基材的粘合剂树脂100质量份优选为30质量份以下。
[0192]
作为至少包含特定金属磁性粉末及树脂的树脂组合物中的特定金属磁性粉末的含量,以基于体积基准的固体成分换算,为30体积%以上,优选为40体积%以上,更优选为50体积%以上,例如为90体积%以下,优选为80体积%以下。
[0193]
并且,作为特定金属磁性粉末的含量,以基于质量基准的固体成分换算,例如超过80质量%,优选为85质量%以上,更优选为90质量%以上,并且,例如优选为98质量%以下,更优选为95质量%以下。
[0194]
通过将树脂组合物中的特定金属磁性粉末的含量设为上述范围,所获得的磁性片的磁特性变得更优异,且磁性片的成膜性变得更良好。
[0195]
另外,特定金属磁性粉末等的各成分的体积比例根据各成分的质量除以其成分的比重的理论体积计算。各成分的比重通过目录值或公知的测量方法(例如,比重测量法)获得。
[0196]
(其他成分)
[0197]
树脂组合物除了特定金属磁性粉末、作为基材的树脂及根据需要而使用的其他树脂以外,在不损害效果的范围内,还能够含有各种公知的添加剂(以下,也称为其他成分)。
[0198]
作为其他成分,可举出选自由交联剂、无机填充材料、阻燃剂、分散剂、无机粒子及有机粒子组成的组中的粒子、溶剂等。
[0199]
‑
粒子
‑
[0200]
树脂组合物还可以包含选自由无机粒子及有机粒子组成的组中的粒子。粒子优选为与作为基材的树脂不相容而分散的分散粒子。
[0201]
通过树脂组合物还包含选自由无机粒子及有机粒子组成的组中的粒子,所获得的磁性片的表面变得更平滑。并且,在形成磁性片时,在压缩多片磁性片而制作更厚的树脂时,通过磁性片包含粒子,不易残留进行压缩时的树脂中的空气的喷出痕迹,从而能够形成外观更良好的磁性片。另外,粒子优选为绝缘性的粒子。并且,作为粒子,添加炭黑、氧化钛、氮化硼、氮化铝及氧化铝等粒子,由此能够提高磁性片的阻燃性。
[0202]
‑
阻燃剂
‑
[0203]
树脂组合物能够包含阻燃剂。作为阻燃剂,能够使用任意的阻燃剂。作为能够使用于磁性片形成用的树脂组合物中的阻燃剂,例如可举出锌类阻燃剂、氮类阻燃剂或氢氧化物类阻燃剂。作为阻燃剂的例子,还能够举出氢氧化镁及氢氧化铝等。
[0204]
作为锌类阻燃剂,可举出碳酸锌、氧化锌或硼酸锌等,其中优选为碳酸锌。作为氮类阻燃剂,例如能够使用三聚氰胺(三聚氰酸三胺)、氰尿二酰胺(三聚氰酸二酰胺)、氰尿酰胺(三聚氰酸一酰胺)、蜜白胺、氰尿酸三聚氰胺及苯并胍胺等三聚氰胺衍生物。另外,从向聚酯类树脂的分散性及混合性更良好等观点考虑,作为阻燃剂优选使用氰尿酸三聚氰胺。
[0205]
并且,以提高所获得的磁性片的强度为目的,树脂组合物能够包含交联剂。通过树脂组合物包含交联剂,所获得的磁性片具有交联结构,膜强度进一步提高。
[0206]
作为交联剂,例如可举出封端异氰酸酯。封端异氰酸酯为在室温下异氰酸酯基(
‑
nco)的反应得到抑制的由通过加热能够解离(脱保护)的保护基保护的异氰酸酯化合物。封端异氰酸酯在室温下无需使树脂组合物中所包含的树脂交联,通过将保护基加热到解离温度以上,由此保护基解离,异氰酸酯基活性化,从而在所获得的磁性片中形成交联结构。
[0207]
作为封端异氰酸酯,优选使用保护基的解离温度在120℃~160℃的范围内的异氰酸酯通过将封端异氰酸酯中的保护基的解离温度设为高于120℃,例如在所期望的基材上涂覆树脂组合物时,能够使作为用于调整粘度的溶剂的甲基乙基酮及甲苯等蒸发而使磁性片干燥。若解离温度小于120℃,则在以溶剂即甲基乙基酮、甲苯等的沸点以上的温度来进行干燥时,有时封端异氰酸酯的保护基解离而会导致进行树脂的交联。
[0208]
另外,在将磁性片形成于树脂基材上时,当作为树脂基材使用聚对苯二甲酸乙二酯(pet)薄膜时,由于pet薄膜的耐热温度为160℃以下,因此封端异氰酸酯的保护基的解离温度优选为160℃以下。
[0209]
在树脂中,通过交联剂形成交联结构的反应即使在室温下也缓慢地进行。因此,在树脂片的加热干燥工序结束之后,将整体冷却至室温,并长时间放置,由此交联密度提高,从而磁性片的强度进一步提高。
[0210]
当树脂组合物含有作为交联剂的封端异氰酸酯时,封端异氰酸酯的含量相对于树脂优选配合0.5质量%以上。由此能够获得充分的交联结构的形成效果。
[0211]
(树脂组合物的制备)
[0212]
混合特定金属磁性粉末与树脂来制备树脂组合物。在树脂组合物中,从所获得的磁性片的磁特性的观点考虑,优选以高密度包含特定金属磁性粉末。
[0213]
另外,当混合特定金属磁性粉末与树脂时,有时因混合时的负荷而特定金属磁性粉末粉碎从而变小,或受到较大的应变而磁导率降低。因此,在制备树脂组合物时,优选混合特定金属磁性粉末与溶解于溶剂的树脂,并且在制备树脂组合物时,在尽量不对特定金属磁性粉施加负荷的条件下进行混合而制备树脂组合物。通过使用包含溶剂的粘度较低的
树脂组合物具体而言以下示出的优选粘度的树脂组合物,更轻松地进行特定金属磁性粉末的取向,因此在这一点上优选。
[0214]
在调整用于形成磁性片的树脂组合物的粘度时,能够使用各种溶剂。作为溶剂,例如能够举出苯、甲苯、二甲苯等芳烃化合物;甲基乙基酮;环己酮;甲基异丁基酮等。而且,为了调整树脂组合物的涂覆形状,相对于溶剂总量,可以以5质量%以下来添加二丙酮醇等高沸点溶剂。
[0215]
以能够使用涂覆机、刮刀等公知的涂覆装置进行涂覆;树脂组合物本身具有适度的流动性;能够抑制特定金属磁性粉末的过度的沉淀等为条件,适当调整树脂组合物的粘度即可。
[0216]
从上述观点考虑,树脂组合物的粘度优选设为0.5mpa
·
s~500000mpa
·
s,更优选设为1mpa
·
s~50000mpa
·
s。粘度的测量在常温(25℃)下进行。
[0217]
树脂组合物的粘度在上述范围内抑制由树脂成分过度变多引起的特定金属磁性粉末的沉淀,例如抑制对供电部件施加了磁场时的伴随特定金属磁性粉末的运动减少的磁场效果的降低等。
[0218]
从上述观点考虑,优选通过基于溶剂的粘度的调整及特定金属磁性粉末的含量即树脂组合物的固体成分浓度的调整等,将树脂组合物的粘度设为上述的适当的范围。
[0219]
树脂组合物的粘度能够通过以下方法来进行测量。
[0220]
树脂组合物的粘度能够通过振动式粘度计、旋转粘度计、毛细管式粘度计等方法来进行测量。例如,树脂组合物的粘度能够通过如下方式进行测量,即,使用振动式粘度计vm
‑
10a(sekonic corporation制),将树脂组合物10ml放入玻璃瓶中,在25℃的温度条件下,将检测端子浸渍于树脂组合物中。
[0221]
通过混合上述各成分与溶剂并进行将各成分在溶剂中溶解及分散中的至少一个,能够制备树脂组合物。
[0222]
能够根据树脂组合物中的特定金属磁性粉末的含量、粘合剂树脂的种类、所使用的溶剂的种类、溶剂的含量等,适当调整树脂组合物的粘度。
[0223]
(磁性片的形成)
[0224]
以下,对由树脂组合物形成磁性片的方法的例子进行说明。
[0225]
通过将上述树脂组合物成型为片状而获得磁性片。
[0226]
通常,因在基材表面涂覆树脂组合物而产生水平方向的剪切力,在涂膜中,特定金属磁性粉末以沿涂覆面的方向排列。
[0227]
具体而言,作为磁性片的形成方法的一例,例如可举出包括如下工序的磁性片的形成方法:通过将树脂组合物溶解或分散于溶剂中,制备树脂组合物溶液的工序;将树脂组合物溶液涂覆于脱模基材的表面,并使其干燥,由此获得半固化状态的磁性薄膜的工序;及层叠多片所获得的半固化状态的磁性薄膜,并进行热压而获得树脂片的工序。
[0228]
首先,将树脂组合物溶解或分散于溶剂中,制备更低粘度的树脂组合物溶液。
[0229]
作为溶剂,例如可举出丙酮、甲基乙基酮(mek)等酮类;例如乙酸乙酯等酯类;例如丙二醇单甲醚等醚类;例如n,n
‑
二甲基甲酰胺等酰胺类等有机溶剂等。并且,作为溶剂,例如还可举出水;例如甲醇、乙醇、丙醇、异丙醇等醇等水系溶剂。
[0230]
树脂组合物溶液中的特定金属磁性粉末的固体成分量例如为10质量%以上,优选
为30质量%以上,并且,例如为90质量%以下,优选为85质量%以下。
[0231]
接着,将树脂组合物溶液涂覆于脱模基材的表面,并使其干燥。
[0232]
作为涂覆方法并无特别限定,能够通过公知的涂覆方法进行。作为涂覆方法,例如可举出刮刀法、辊涂法、网版涂覆法及凹版涂覆法等。
[0233]
作为所涂覆的磁性薄膜的干燥条件,干燥温度例如为70℃以上且160℃以下,干燥时间例如能够设为1分钟以上且5分钟以下。
[0234]
作为在形成磁性薄膜时所使用的脱模基材,能够使用对不具有脱模性的基材表面实施了脱模处理的脱模基材及基材本身的表面具有脱模性的基材等。
[0235]
作为实施了脱模处理的基材,例如可举出聚对苯二甲酸乙二酯(pet)薄膜、聚乙烯薄膜、聚丙烯薄膜及纸等。脱模基材例如可举出通过氟类剥离剂、长链丙烯酸烷基酯类剥离剂及硅酮类剥离剂等对这些树脂基材或纸基材的表面进行脱模处理而构成的脱模基材。
[0236]
作为基材本身的表面具有脱模性的脱模基材,例如可举出如聚酰亚胺薄膜、聚酯薄膜、聚对苯二甲酸乙二酯薄膜、聚萘二甲酸乙二醇酯薄膜、聚碳酸酯薄膜等塑料薄膜;如铝箔等金属薄膜;例如通过玻璃纤维或塑料制无纺纤维等进行强化的树脂基板、硅基板、玻璃基板等。
[0237]
脱模基材的平均厚度例如能够设为1μm以上且500μm以下。
[0238]
涂覆于脱模基材而获得的半固化状态的磁性薄膜的平均厚度例如为5μm以上,优选为50μm以上,并且,例如为500μm以下,优选为250μm以下。
[0239]
接着,准备多片所获得的磁性薄膜,沿厚度方向对多片软磁薄膜进行热压,以形成所期望的厚度的磁性片。
[0240]
通过热压,半固化状态的磁性薄膜被加热固化。并且,获得在磁性薄膜内以高含量来包含特定金属磁性粉末的磁性片,从而能够进一步提高磁性片的磁特性。
[0241]
热压能够使用公知的压机来实施,例如举出平行平板压机等。
[0242]
磁性薄膜的层叠片数例如为2片以上,并且,例如为20片以下,优选为5片以下。由此,能够调整为所期望的厚度的软磁薄膜。
[0243]
热压时的加热温度例如为80℃以上,优选为100℃以上,并且,例如为200℃以下,优选为180℃以下。
[0244]
加热时间例如为0.1个小时以上,优选为0.2个小时以上,并且,例如,24个小时以下,优选为2个小时以下。
[0245]
压制压力例如为10mpa以上,优选为20mpa以上,并且,例如为500mpa以下,优选为200mpa以下。
[0246]
所获得的磁性片的优选厚度如上所述。
[0247]
作为形成磁性片的其他方法,可举出将已叙述的树脂组合物直接涂覆于所期望的基材上并进行加热干燥的方法。
[0248]
当形成厚膜的磁性片时,能够重复多次涂覆及干燥而形成所期望的膜厚的磁性片。优选最终对所期望的膜厚的磁性片进行加热并使其固化。
[0249]
作为基材,只要是薄膜状,则并无特别限制,能够根据目的而使用。
[0250]
作为基材,例如能够举出聚对苯二甲酸乙二酯薄膜、聚萘二甲酸乙二醇酯薄膜、聚酰亚胺薄膜、聚苯硫醚薄膜、聚环氧丙烷薄膜、聚乙烯薄膜、聚丙烯薄膜及聚酰胺薄膜等。
[0251]
基材的厚度能够根据供电部件的使用方式适当选择,例如能够设为数μm~数百μm。
[0252]
最终的磁性片的成品除了以剥离了作为上述剥离基材的基材的磁性片来提供的方式以外,还有以与基材一体化的磁性片来提供的方式。
[0253]
在剥离基材后提供的方式的情况下,优选使用由具有脱模性的材料构成的基材以便轻松地剥离该基材,或对基材的形成磁性片的一侧的面进行了脱模处理的基材。
[0254]
并且,作为不剥离基材的例子,例如可举出在所期望的基材上形成第1磁性片而构成供电部件的方式。
[0255]
作为形成磁性片的其他方法,可举出使浆状的树脂组合物流入刮刀的接受口并且以均匀的厚度成膜并使其干燥的刮刀法、如日本特开2005
‑
269599号公报中所记载的熔融挤出法等公知的成膜方法。
[0256]
例如,刮刀法是指,使包含特定金属磁性粉末、树脂及有机溶剂的浆状的树脂组合物流入刮刀的接受口,并且成型为均匀的厚度的片状的方法。
[0257]
另外,关于基于树脂组合物涂覆的磁性片的形成方法,例如能够参考united engineering center发行的“最新涂层技术”(1983年5月31日)。
[0258]
并且,通过对已成膜的磁性片适用压延辊法、热压法等,也能够调整厚度,或进行使表面更平滑的加工。例如,通过压延辊法、热压法等,能够使所形成的磁性片的厚度进一步变薄,或层叠多个较薄的磁性薄膜并进行一体化以形成1片磁性片,尤其获得因磁性片中的磁性体密度上升而磁导率提高的效果。
[0259]
[线圈配置用磁性片的制造方法]
[0260]
关于制造本发明的线圈配置用磁性片的方法并无特别限制,也可以适当适用上述的磁性片的形成方法等公知的树脂片的制造方法等进行制造。
[0261]
其中,从生产率、所获得的线圈配置用磁性片的特性更良好等观点考虑,优选通过以下叙述的本发明的线圈配置用磁性片的制造方法制造具有适当的磁特性的本发明的线圈配置用磁性片。
[0262]
本发明的线圈配置用磁性片的制造方法为使用于在彼此分开的一对线圈之间进行电力的交换的无线供电系统的供电部件中的线圈配置用磁性片的制造方法,其具有:工序a,使用包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂的树脂组合物而形成包含上述长边以沿磁性片的面的朝向配置的金属磁性粉末的第1磁性片;及工序b,在配置卷绕有设置于第1磁性片的导线的线圈的区域的比所配置的线圈的内周端更靠内侧及比外周端更靠外侧中的至少一侧,使用包含上述金属磁性粉末及树脂的树脂组合物而形成包含上述长边以沿上述第1磁性片的法线方向的朝向配置的金属磁性粉末的第2磁性片。
[0263]
(工序a)
[0264]
工序a为使用包含长边相对于短边的长度之比超过1.0的金属磁性粉末及树脂的树脂组合物而形成包含上述长边以沿磁性片的面的朝向配置的金属磁性粉末的第1磁性片的工序。
[0265]
工序a能够适用已叙述的磁性片的形成方法来进行。
[0266]
即,使用至少包含特定金属磁性粉末、树脂及有机溶剂的树脂组合物,一边适当调整粘度、成膜方法,一边在特定金属磁性粉末的长边以沿所获得的磁性片的面的朝向一致
的条件下进行涂覆等,由此能够形成磁性片。
[0267]
(工序b)
[0268]
工序b为在配置卷绕有设置于在工序a中获得的第1磁性片的导线的线圈的区域的比所配置的线圈的内周端更靠内侧及比外周端更靠外侧中的至少一侧,使用包含上述金属磁性粉末及树脂的树脂组合物而形成包含上述长边以沿上述第1磁性片的法线方向的朝向配置的金属磁性粉末的第2磁性片的工序。
[0269]
如已经叙述般,第1磁性片的形成方法能够适用公知的磁性片的形成方法。
[0270]
另一方面,第2磁性片为包含以沿上述第1磁性片的法线方向的朝向配置的金属磁性粉末的磁性片,因此需要制造沿适当的方向配置有特定金属磁性粉末的磁性片。
[0271]
以下,对适用于本发明的线圈配置用磁性片的制造方法中的工序b的优选方式进行说明。
[0272]
首先,参考附图对第2磁性片的第1实施方式所涉及的工序b进行说明。
[0273]
第2磁性片的第1实施方式所涉及的工序b包括:工序b1
‑
1,使用包含特定金属磁性粉末及树脂的树脂组合物,获得包含长边以沿面的朝向配置的金属磁性粉末的磁性片;工序b1
‑
2,切割所获得的上述磁性片而获得切割片;及工序b1
‑
3,以切割片中所包含的金属磁性粉末的长边沿上述第1磁性片的法线方向的朝向配置上述切割片并固定于在上述工序a中获得的第1磁性片的面,以形成第2磁性片。
[0274]
图10是表示第1实施方式所涉及的工序b的顺序的概略剖视图。首先,在工序b1
‑
1中获得包含长边以沿面的朝向配置的特定金属磁性粉末18的磁性片38(参考图10的上段)。然后,在工序b1
‑
2中切割在工序b1
‑
1中获得的磁性片38而获得切割片40(参考图10的中段)。在工序b1
‑
3中通过工序a形成的第1磁性片12的面,以切割片中所包含的金属磁性粉末的长边沿上述第1磁性片的法线方向的朝向配置在工序b1
‑
2中获得的切割片40,以形成第2磁性片42(参考图10的下段)。在工序b1
‑
3中,将在工序b1
‑
2中获得的切割片40翻转90
°
而设为第2磁性片42。
[0275]
通过该方法,获得配置于第1磁性片12的一侧面且具有上述金属磁性粉末18的长边以沿上述第1磁性片12的法线方向的朝向配置的第2磁性片42的树脂片。
[0276]
参考附图对第2磁性片的第2实施方式所涉及的工序b进行说明。
[0277]
第2磁性片的第2实施方式为配置于第1磁性片的一侧面且包含长边以沿上述第1磁性片的法线方向的朝向配置的金属磁性粉末的具有涡旋结构的树脂片。
[0278]
第2磁性片的第2实施方式所涉及的工序b包括;工序b2
‑
1,使用包含金属磁性粉末及树脂的树脂组合物,获得包含长边以沿面的朝向配置的金属磁性粉末的磁性片;工序b2
‑
2,沿上述磁性片中所包含的金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置的方向切割在工序b2
‑
1中获得的上述磁性片而获得带状切割片;及工序b2
‑
3,将卷绕在工序b2
‑
2中获得的带状切割片而获得的树脂块固定于在上述工序a中获得的第1磁性片的面,以形成第2磁性片。
[0279]
图11是表示卷绕沿在第2实施方式所涉及的工序b2
‑
2中获得的特定金属磁性粉末的长边以沿上述第1磁性片的法线方向的朝向配置的方向进行切割而获得的带状切割片并设为涡旋结构的第2磁性片44的立体图。
[0280]
如图11中概略地示出的第2磁性片44,第2磁性片中所包含的特定金属磁性粉末18
的长边以沿所配置的第1磁性片(未图示)的法线方向的朝向配置。
[0281]
参考附图对第2磁性片的第3实施方式所涉及的工序b进行说明。
[0282]
第2磁性片的第3实施方式所涉及的工序b包括:工序b3
‑
1,使用包含特定金属磁性粉末及树脂的树脂组合物,获得包含长边以沿面的朝向配置的特定金属磁性粉末的磁性片;工序b3
‑
2,沿上述磁性片中所包含的金属磁性粉末的长边以沿上述第1磁性片的面方向的朝向配置的方向切割在工序b3
‑
1中获得的上述磁性片而获得带状切割片;及工序b3
‑
3,将以波纹状折叠在工序b3
‑
2中获得的带状磁性片的切割片而形成的树脂块固定于在上述工序a中获得的第1磁性片的面,以形成第2磁性片。
[0283]
图12是表示以波纹状折叠沿在第3实施方式所涉及的工序b3
‑
1中获得的特定金属磁性粉末的长边以沿上述第1磁性片的面的朝向配置的方向进行切割而获得的带状切割片38而形成的树脂块,即设为折叠结构的第2磁性片46的概略剖视图。
[0284]
如图12中概略地示出的第2磁性片46,通过以波纹状折叠切割片38,第2磁性片中所包含的特定金属磁性粉末18其大部分的长边以沿所配置的第1磁性片(未图示)的法线方向的朝向配置。
[0285]
如此,简单地形成配置于第1磁性片的一侧面且包含长边以沿磁性片的面的方向排列的金属磁性粉末的具有折叠结构的第2磁性片46。
[0286]
所形成的具有折叠结构的第2磁性片46固定于在工序a中获得的第1磁性片的面的任意的区域而成为适当的第2磁性片。
[0287]
参考附图对第2磁性片的第4实施方式所涉及的工序b进行说明。
[0288]
第2磁性片的第4实施方式所涉及的工序b包括相对于第1磁性片的面折弯在上述工序a中获得的包含长边以沿面的朝向配置的金属磁性粉末的第1磁性片的彼此对置的一对侧端部,由此形成第2磁性片的工序b4
‑
1。
[0289]
参考附图对第2磁性片的第5实施方式所涉及的工序b进行说明。
[0290]
图13a是在工序a中获得的第1磁性片12的立体图。在第1磁性片12的一部分示意地记载有第1磁性片12中所包含的特定金属磁性粉末18。如图13a所示,包含长边以沿第1磁性片的面方向配置的特定金属磁性粉末18。
[0291]
图13b中,作为线圈配置用磁性片48,以立体图示出了具有相对于第1磁性片的面折弯图13a所示的第1磁性片12的彼此对置的一对侧端部而形成的弯曲部50的方式,即,在工序b4
‑
1中形成的弯曲部50构成线圈配置用磁性片48的第2磁性片的方式的一例。
[0292]
在第5实施方式中,弯曲部50构成第2磁性片。在第2磁性片即弯曲部50中,如在图13b中示意地示出,特定金属磁性粉末18以沿第1磁性片12的法线的朝向排列而包含于第2磁性片(弯曲部)50。
[0293]
根据第2磁性片的第5实施方式,形成第1磁性片12,并且相对于第1磁性片的面折弯彼此对置的一对侧端部,从而以简单的制造方法来形成第2磁性片50。
[0294]
在第5实施方式中,采用第2磁性片50在线圈配置用磁性片48中形成于所配置的线圈的外周的外侧的方式。
[0295]
接着,对第2磁性片的第6实施方式所涉及的工序b进行说明。
[0296]
第2磁性片的第6实施方式所涉及的工序b包括:工序b5
‑
1,准备筒形基材或柱形基材,在以长边沿上述筒形基材或上述柱形基材的外周面的方向配置金属磁性粉末的条件
下,对上述筒形基材或上述柱形基材的外周面涂覆包含上述金属磁性粉末及树脂的树脂组合物,在上述筒形基材或上述柱形基材的外周面形成磁性层;及工序b5
‑
2,将形成有上述磁性层的上述筒形基材或上述柱形基材固定于在已叙述的工序a中获得的第1磁性片的面,以形成第2磁性片。
[0297]
在第2磁性片的第6实施方式中,第2磁性片为设置在配置于在工序a中获得的第1磁性片的一侧面的筒形基材或柱形基材的外周部的包含长边以沿第2磁性片的面的方向配置的金属磁性粉末的树脂片。
[0298]
根据第2磁性片的第6实施方式所涉及的制造方法,通过使用与线圈的卷绕形状匹配的筒状或柱状的基材,能够轻松地形成所期望的形状的第2磁性片。
[0299]
在第2磁性片的第6实施方式中,第2磁性片存在于所配置的线圈的内周的内侧。
[0300]
根据本发明的线圈配置用磁性片的制造方法,能够通过简单的方法制造能够赋予无线供电部件中所使用的良好的q值的线圈配置用磁性片的各种变形例,并且其应用范围广泛。
[0301]
使用了本发明的线圈配置用磁性片的磁共振方式的无线供电部件实现良好的q值,并且供电效率优异。
[0302]
实施例
[0303]
以下,进一步对本发明的线圈配置用磁性片进行具体说明,但只要不超出其宗旨,则本发明并不限定于以下实施例,能够实施各种变形例是显而易见的。
[0304]
〔实施例1〕
[0305]
<磁性片的制作>
[0306]
‑
树脂组合物的制备
‑
[0307]
在常温(25℃)下搅拌并混合fe
‑
si
‑
al扁平磁性体(fme3dh:商品名称,sanyo special steel co.,ltd.制:特定金属磁性粉末)36.2g、丁腈橡胶(nbr橡胶n215sl:商品名称,jsr corporation制:树脂)8.3g及作为溶剂的环己酮57g,获得了包含特定金属磁性粉末及树脂的树脂组合物。
[0308]
fe
‑
si
‑
al扁平磁性体是具有不规则形状的平坦形状,且长边的平均直径(平均长度)为30μm,厚度(短边)为1μm的扁平金属磁性粉末。因此,长边相对于短边之比为30。
[0309]
使所获得的树脂组合物流延在剥离薄膜上,并进行干燥而制作了厚度1.4mm的磁性片。将所获得的磁性片切割为直径75mm的圆形,制作了第1磁性片。
[0310]
(工序a)
[0311]
在使用sem观察第1磁性片的截面时,特定金属磁性粉末的长边主要以沿磁性片的面方向的朝向取向。
[0312]
<磁性片的磁导率的测量>
[0313]
以环状加工所获得的磁性片,卷绕25匝四氟乙烯包覆锡电镀铜线,使用lcr测试仪(im3536:商品名称,hioki制)测量100khz的电感l,求出了磁性片的磁导率。其结果,磁导率μ’为5.2
×
10
‑5[h/m]。
[0314]
lcr测试仪为测量线圈(l)、电容器(c)、电阻器(r)等电子零件的参数值的测量仪器。
[0315]
<线圈的制作>
[0316]
以内径55mm且圆形卷绕10匝直径为0.08mm的20股绞合线(导线),制作了螺旋线圈。
[0317]
用砂纸剥离绞合线两端的包覆层,并且焊接剥离部位而设为接点。
[0318]
在工序a中获得的第1磁性片的面安装了上述获得的螺旋线圈。在第1磁性片的面以不埋没于第1磁性片的状态安装了螺旋线圈。
[0319]
<第2磁性片的制作>
[0320]
将与在工序a中获得的第1磁性片相同的磁性片切割为宽度3.0mm的带状,获得了带状切割片。如图11所示,以涡旋状卷绕所获得的带状磁性片切割片而获得了外径54mm的涡旋结构的第2磁性片。如图11所示,第2磁性片包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末。
[0321]
将所获得的涡旋结构的第2磁性片嵌入固定在安装于第1磁性片的面的螺旋线圈的内周部的中心,获得了如图2中概略剖视图所示的方式的在第1磁性片的一侧面具有卷绕配置的线圈及配置于第1磁性片中的与线圈相同的面且配置于比线圈的内周端更靠内侧的第2磁性片的供电部件。(工序b)
[0322]
〔比较例1〕
[0323]
在实施例1中,除了不具有配置于螺旋线圈内周部中心的第2磁性片以外,以与实施例1相同的方式获得了比较例1的供电部件。
[0324]
〔比较例2〕
[0325]
在实施例1中,除了代替配置于比螺旋线圈的内周更靠内侧的包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末的第2磁性片而配置了以下比较磁性片以外,以与实施例1相同的方式获得了比较例2的供电部件。
[0326]
<比较磁性片>
[0327]
在比较例2中,除了将厚度设为3mm以外,代替第2磁性片使用了将与实施例1的工序a相同的方式形成的磁性片(第1磁性片)切割为外径54mm的圆形而形成的比较磁性片。
[0328]
在比较例2中所使用的比较磁性片中,含有以沿第1磁性片的面方向的方向配置的长边。
[0329]
将比较例2的供电部件的概略剖视图示于图14中。如图14所示,在比较例2的供电部件52中,在第1磁性片12及相当于第2磁性片的比较磁性片54中的任一个中,也以沿磁性片12的面方向的方向包含特定金属磁性粉末的长边。
[0330]
<供电部件的评价>
[0331]
使用与磁性片的磁导率的测量中所使用的lcr测试仪相同的lcr测试仪对所获得的实施例1、比较例1及比较例2的供电部件进行了评价。即,在lcr测试仪中连接供电部件的线圈的两端,施加100khz的电流,测量了供电部件的100khz时的q值。
[0332]
将结果示于下述表1中。
[0333]
[表1]
[0334][0335]
由表1的结果可知,相对于不具有第2磁性片的比较例1的供电部件及沿第1磁性片的面方向包含比较磁性片中所包含的特定金属磁性粉末的长边的比较例2的供电部件,实施例1的供电部件示出更高的q值。并且,确认到相对于成为基准的比较例1,q值的值成为1.12倍,与比较例2中的1.04倍相比,在比率上,提高率的差异为0.08。
[0336]
由此,实施例1的供电部件能够期待优异的供电效率。
[0337]
〔实施例2〕
[0338]
<第1磁性片的形成>
[0339]
使用实施例1中所使用的树脂组合物,在剥离薄膜上进行流延,并进行干燥,制作了厚度2.0mm的磁性片。
[0340]
将该磁性片加工成一边为75mm的正方形而形成了第1磁性片(工序a)。
[0341]
在使用sem观察了第1磁性片的截面时,特定金属磁性粉末的长边主要以沿磁性片的面方向的朝向取向。
[0342]
<线圈的制作及安装>
[0343]
以方形卷绕3匝直径为0.55mm的漆包线(导线)而制作了线圈。线圈的最内周的一边为55mm,最外周的一边为65mm。
[0344]
用砂纸剥离漆包线两端的包覆层,并且焊接剥离部位而设为接点。
[0345]
在工序a中,在第1磁性片的面安装了上述获得的以方形卷绕的线圈。
[0346]
<第2磁性片的制作>
[0347]
将在工序a中获得的厚度2.0mm的磁性片切割为宽度2.0mm、长度50mm的带状而获得了带状切割片。向切割面位于上下的方向翻转所获得的带状切割片,长边设为成为沿第1磁性片的法线方向的朝向,嵌入固定于与线圈的内周部的4个边平行的位置,获得了如图6a的俯视图所示的方式的实施例2的供电部件(工序b)。所获得的供电部件在第1磁性片12的一侧面具有以方形卷绕配置的线圈14及配置于第1磁性片12中的与线圈14相同的面且配置于比线圈14的内周端更靠内侧的4个第2磁性片30a。
[0348]
〔实施例3〕
[0349]
除了使用以与实施例2相同的方式获得的以带状切割的磁性片,并且代替线圈的内周而在线圈的外周的4个边形成了第2磁性片以外,以与实施例2相同的方式获得了如图7a的俯视图所示的方式的实施例3的供电部件。所获得的供电部件在第1磁性片12的一侧面具有以方形卷绕配置的线圈14及配置于第1磁性片12中的与线圈14相同的面且配置于比线圈14的外周端更靠外侧的4个第2磁性片30b。
[0350]
〔实施例4〕
[0351]
使用以与实施例2相同的方式获得的以带状切割的磁性片,并且除了在线圈的内周的内侧的4个边以外还在线圈的外周的外侧的4个边形成了第2磁性片,除此以外以与实施例2相同的方式获得了如图8a的俯视图所示的方式的实施例4的供电部件。所获得的供电部件在第1磁性片12的一侧面具有以方形卷绕配置的线圈14、配置于第1磁性片12中的与线圈14相同的面且配置于比线圈14的内周端更靠内侧的4个第2磁性片30a及配置于比线圈14的外周端更靠外侧的4个第2磁性片30b。
[0352]
〔比较例3〕
[0353]
在实施例2中,除了不具有配置于比线圈的内周更靠内侧的第2磁性片以外,以与实施例2相同的方式获得了比较例3的供电部件。
[0354]
〔比较例4〕
[0355]
在实施例2中,代替包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末且配置于比线圈的内周更靠内侧的4个第2磁性片30a,而使用在切割面沿线圈的周的方向(即,长边沿第1磁性片的面的朝向)上包含特定金属磁性粉末的比较磁性片,将第2磁性片以相同的形状配置于比线圈的内周更靠内侧的4个部位,除此以外以与实施例2相同的方式获得了比较例4的供电部件。
[0356]
〔比较例5〕
[0357]
在实施例3中,代替包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末且配置于比线圈的外周更靠外侧的4个第2磁性片30b,而使用在切割面沿线圈的周的方向(即,长边沿第1磁性片的面的朝向)上包含特定金属磁性粉末的比较磁性片,将具有相同的形状的第2磁性片配置于比线圈的外周更靠外侧的4个部位,除此以外以与实施例3相同的方式获得了比较例5的供电部件。
[0358]
〔比较例6〕
[0359]
在实施例4中,代替包含长边以沿第1磁性片的法线方向的朝向配置的特定金属磁性粉末且配置于比线圈的内周更靠内侧的4个第2磁性片30a及配置于比线圈的外周更靠外侧的4个第2磁性片30b,而使用在切割面沿线圈的周的方向(即,长边沿第1磁性片的面的朝向)上包含特定金属磁性粉末的比较磁性片,将具有相同的形状的第2磁性片配置于比线圈的内周更靠内侧的4个边及比线圈的外周更靠外侧的4个边,除此以外以与实施例4相同的方式获得了比较例6的供电部件。
[0360]
<供电部件的评价>
[0361]
对所获得的实施例2~实施例4及比较例2~比较例6的供电部件,以与实施例1相同的方式测量了供电部件的100khz时的q值。
[0362]
将结果示于下述表2中。
[0363]
[表2]
[0364][0365]
由表2的结果可知,若比较在相同的位置上具有相当于第2磁性片的磁性片的对应关系,则相对于不具有第2磁性片的比较例3的供电部件及沿第1磁性片的面方向包含比较磁性片中所包含的特定金属磁性粉末的长边的比较例4的供电部件,实施例2的供电部件示出更高的q值。同样地,可知,实施例3的供电部件相对于比较例5的供电部件,并且实施例4的供电部件相对于比较例6的供电部件,分别示出更高的q值。
[0366]
并且,关于基准值即比较例3的q值的提高,在线圈内周的内侧及外周的外侧这两侧具有第2磁性片的实施例5尤其优异。
[0367]
根据上述结果,实施例的各供电部件分别能够期待相对于比较例的供电部件优异的供电效率。
[0368]
〔实施例5〕
[0369]
<第1磁性片的形成>
[0370]
使用实施例1中所使用的树脂组合物,在剥离薄膜上进行流延,并进行干燥,制作了厚度2.8mm(2.8
×
10
‑3m)的磁性片。
[0371]
将所获得的磁性片加工成直径75mm的圆形而形成了第1磁性片(工序a)。
[0372]
在使用sem观察了第1磁性片的截面时,特定金属磁性粉末的长边主要以沿磁性片的面方向的朝向取向。
[0373]
<线圈的制作及安装>
[0374]
以内径55mm卷绕10匝直径为0.08mm的20股绞合线(导线)而制作了螺旋线圈。
[0375]
用砂纸剥离绞合线两端的包覆层,并且焊接剥离部位而设为接点。
[0376]
在工序a中获得的第1磁性片的面安装了上述获得的以方形卷绕的线圈。
[0377]
<第2磁性片的制作>
[0378]
将以与工序a相同的方式获得的厚度2.8mm的磁性片切割为宽度3.0mm的带状,获得了带状切割片。以图11所示的涡旋状卷绕所获得的带状磁性片,获得了外径54mm的涡旋结构的第2磁性片。如图11所示,涡旋结构的第2磁性片包含长边以沿第1磁性片的法线方向
的朝向配置的特定金属磁性粉末。
[0379]
将所获得的涡旋结构的第2磁性片嵌入固定在安装于第1磁性片的面的螺旋线圈的内周部的中心,获得了如图2中概略剖视图所示的方式的在第1磁性片的一侧面具有卷绕配置的线圈及配置于第1磁性片中的与线圈相同的面且配置于比线圈的内周端更靠内侧的第2磁性片的供电部件(工序b)。
[0380]
<供电部件的评价>
[0381]
将所获得的供电部件配置于长度200mm、宽度200mm、厚度0.3m的铝板的中央,将线圈的两端连接于与实施例1的评价中所使用的lcr测试仪相同的lcr测试仪,施加电流,测量100khz时的q值。其结果,q值为28.7。
[0382]
〔实施例6〕
[0383]
在实施例5中,除了将第1磁性片的厚度从2.8mm改变为3.5mm以外,以与实施例5相同的方式获得了实施例6的供电部件。
[0384]
以与实施例5相同的方式测量的实施例6的供电部件的q值为29.1。
[0385]
〔实施例7〕
[0386]
在实施例5中,除了将第1磁性片的厚度从2.8mm改变为2.1mm以外,以与实施例5相同的方式获得了实施例7的供电部件。
[0387]
以与实施例5相同的方式测量的实施例7的供电部件的q值为27.5。
[0388]
〔实施例8〕
[0389]
在实施例5中,除了将第1磁性片的厚度从2.8mm改变为1.4mm以外,以与实施例5相同的方式获得了实施例8的供电部件。
[0390]
以与实施例5相同的方式测量的实施例8的供电部件的q值为25.4。
[0391]
另外,根据在实施例1中测量的结果,在实施例5~实施例8中所使用的第1磁性片的磁导率μ
‘
为5.2
×
10
‑5[h/m]。在此,将磁导率μ
‘
[h/m]与第1磁性片的膜厚t[m]的乘积(μ
’×
t)的值一并记载于下述表3中。
[0392]
[表3]
[0393][0394]
由表3的结果可知,即便改变第1磁性片的厚度,实施例5~实施例8的供电部件也均示出良好的q值。
[0395]
另外,由计算出μ
’×
t的结果可知,满足下述式1的条件的实施例5及实施例6的供电部件与实施例7及实施例8的供电部件相比,示出更高的q值。
[0396]
μ’[h/m]
×
t[m]≥1.2
×
10
‑7[h]
ꢀꢀꢀ
(式1)
[0397]
由上述各实施例及比较例的评价结果确认到,实施例的供电部件相对于比较例的
供电部件均实现更良好的q值,从而能够期待良好的供电效率。
[0398]
并且,从第1磁性片的膜厚及磁导率的观点考虑,可知通过满足上述式1实现更高的q值。
[0399]
〔实施例9〕
[0400]
在实施例1中的树脂组合物中,除了将fe
‑
si
‑
al扁平磁性体(fme3dh:商品名称,sanyo special steel co.,ltd.制:特定金属磁性粉末)的含量从36.2g改变为65.0g以外,以与实施例1相同的方式获得了树脂组合物。
[0401]
除了代替实施例5中所使用的与实施例1相同的树脂组合物而使用了上述获得的树脂组合物以外,以与实施例5相同的方式制作了膜厚0.9mm的磁性片。磁性片的磁导率为1.6
×
10
‑4[h/m]。
[0402]
使用所获得的磁性片,以与实施例5相同的方式形成第1磁性片,并且使用了所获得的第1磁性片,除此以外以与实施例5相同的方式获得了实施例9的供电部件。以与实施例5相同的方式对所获得的供电部件进行了评价。将结果示于下述表4中。
[0403]
〔实施例10〕~〔实施例12〕
[0404]
除了将实施例9中所获得的第1磁性片的厚度改变为下述表4中所记载的值以外,以与实施例9相同的方式获得供电部件,并且以与实施例5相同的方式对其进行了评价。将结果示于下述表4中。
[0405]
[表4]
[0406][0407]
由表4的结果可知,即便改变第1磁性片的厚度,实施例9~实施例12的供电部件也均示出良好的q值。
[0408]
另外,由计算出μ
’×
t的结果可知,满足上述式1的条件的实施例9及实施例10的供电部件与实施例11及实施例12的供电部件相比,示出更高的q值。
[0409]
另外,由上述各实施例及比较例的评价结果可知,具有由绞合线形成的螺旋线圈的供电部件与具有以方形卷绕漆包线而形成的线圈的供电部件相比,示出相对更高的q值。
[0410]
符号说明
[0411]
10、22、24、26、28
‑
供电部件,12
‑
第1磁性片(背面磁性片),14
‑
线圈,16a、16b、16c
‑
第2磁性片,18
‑
金属磁性粉末,20
‑
磁场,30a、30b、30c
‑
第2磁性片,32、34、36
‑
供电部件,38
‑
磁性片,40
‑
切割片(磁性片的切割片),42
‑
第2磁性片,44
‑
涡旋结构的磁性片(第2磁性片),46
‑
折叠结构的磁性片(第2磁性片),48
‑
线圈配置用磁性片,50
‑
弯曲部(第2磁性片),52
‑
比较供电部件,54
‑
比较磁性片。
[0412]
于2019年2月28日申请的日本专利申请2019
‑
036984的内容通过参照援用于本发
明中。
[0413]
本说明书中所记载的所有的文献、专利申请及技术标准,通过参考而援用于此的每个文献、专利申请及技术标准与具体且个别记载时相同程度地通过参考编入于本说明书中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

