1.本发明涉及二维材料层叠体的制造方法及层叠体。
背景技术:
2.就二维碳材料等二维材料而言,由于其优异的电特性、光学特性,可期待布线材料、透明电极等各种应用。二维碳材料之中,作为由sp2键合的碳原子形成的导电性的平面状晶体的石墨烯具有高的透光率和导电性,期待其在透明导电膜、透明电极、晶体管等中的利用。
3.作为石墨烯的制造方法,使用了在催化金属表面上进行的化学气相沉积法(cvd)等。但是,将石墨烯用于器件时,需要进行将在催化金属表面上形成的石墨烯转印至基板表面的工序。
4.例如,专利文献1中记载了一种石墨烯的制造方法,其包括:在石墨烯制造用铜箔的表面形成石墨烯的石墨烯形成工序;以及,在石墨烯的表面层叠转印片材,一边将石墨烯转印至转印片材上,一边对石墨烯制造用铜箔进行蚀刻,然后将石墨烯转移至其他基板,将转印片材剥离。
5.另外,专利文献2中记载了一种脆弱构件临时固定用粘合部剂,其将使包含多元醇和多官能异氰酸酯化合物的粘合剂组合物固化而得到的聚氨酯系树脂作为主要成分,用于石墨烯等脆弱构件的临时固定。
6.然而,石墨烯为薄膜,因此,大面积的石墨烯的转印不仅技术上的难度高,而且转印时的品质的降低也成为问题。
7.现有技术文献
8.专利文献
9.专利文献1:日本专利第5850720号公报
10.专利文献2:日本特开2014
‑
172989号公报
技术实现要素:
11.发明所要解决的课题
12.石墨烯等二维材料为纳米量级厚度的薄膜,因此存在随着面积变大从而转印时的转印率降低这样的课题。
13.如果像专利文献1中记载的那样,在从催化金属上向所述基板上转印石墨烯时将催化金属蚀刻除去,则有石墨烯产生破损、微细伤痕的情况,认为其会导致成品率、石墨烯性能的降低。另外,根据专利文献1中记载的技术,由于对催化金属进行蚀刻,因此耗费金属的成本,并且需要进行蚀刻废液的处理,在生产率方面存在课题。
14.另外,在蚀刻后进一步使石墨烯转印至其他基板的情况下,利用专利文献1中记载的pet膜无法控制粘接性,因此难以进行转印。
15.因此,本发明的目的在于提供生产率优异、并且能以高转印率转印二维材料的层
叠体及二维材料层叠体的制造方法。
16.用于解决课题的手段
17.本技术的发明人为了达成上述目的而反复进行了深入研究,结果发现,通过使用将二维材料与特定的粘合剂层进行层叠而得到的层叠体,能解决现有技术中的上述课题,从而完成了本发明。即,本发明如下所述。
18.〔1〕
19.二维材料层叠体的制造方法,其包括下述工序:
20.将第1基板上的二维材料贴合在具有基材和粘合力因紫外线或热而降低的粘合剂层的粘合片材的该粘合剂层侧的面,并进行转印,得到该粘合片材与该二维材料的层叠体的工序;
21.以前述层叠体的前述二维材料侧的面与第2基板接触的方式,将前述层叠体载置于该第2基板的工序;
22.向前述层叠体赋予前述紫外线或热的工序;和
23.通过将前述粘合片材剥离,从而将前述二维材料转印至前述第2基板上的工序,
24.其中,在以300mm/min的拉伸速度进行180
°
剥离时,赋予前述紫外线或热之前的前述粘合剂层相对于硅晶片的25℃时的粘合力a为1.0n/20mm~20.0n/20mm,
25.赋予前述紫外线或热之后的前述粘合剂层的粘合面的表面粗糙度为0.01μm~8.00μm。
26.〔2〕
27.如〔1〕所述的二维材料层叠体的制造方法,其中,前述二维材料为二维碳材料、二硫化钼、二硫化钨、或六方晶氮化硼。
28.〔3〕
29.如〔1〕或〔2〕所述的二维材料层叠体的制造方法,其中,在以300mm/min的拉伸速度进行180
°
剥离时,赋予前述紫外线或热之后的前述粘合剂层相对于硅晶片的25℃时的粘合力b为0.01n/20mm~1.00n/20mm。
30.〔4〕
31.如〔2〕所述的二维材料层叠体的制造方法,其中,前述二维碳材料为石墨烯或石墨烯衍生物。
32.〔5〕
33.如〔2〕~〔4〕中任一项所述的二维材料层叠体的制造方法,其中,前述粘合剂层包含紫外线固化型粘合剂。
34.〔6〕
35.如〔2〕~〔5〕中任一项所述的二维材料层叠体的制造方法,其中,前述基材具有紫外线透过性。
36.〔7〕
37.如〔6〕所述的二维材料层叠体的制造方法,其中,前述二维材料的转印率为30%以上。
38.〔8〕
39.层叠体,其为粘合片材与二维材料的层叠体,所述粘合片材具有基材和粘合力因
紫外线或热而降低的粘合剂层,
40.在以300mm/min的拉伸速度进行180
°
剥离时,赋予该紫外线或热之前的粘合剂层相对于硅晶片的25℃时的粘合力a为1.0n/20mm~20.0n/20mm,
41.赋予该紫外线或热之后的粘合剂层的粘合面的表面粗糙度为0.01μm~8.00μm。
42.〔9〕
43.如〔8〕所述的层叠体,其中,前述二维材料为二维碳材料、二硫化钼、二硫化钨、或六方晶氮化硼。
44.〔10〕
45.如〔9〕所述的层叠体,其中,在以300mm/min的拉伸速度进行180
°
剥离时,赋予前述紫外线或热之后的前述粘合剂层相对于硅晶片的25℃时的粘合力b为0.01n/20mm~1.00n/20mm。
46.〔11〕
47.如〔9〕所述的层叠体,其中,前述二维碳材料为石墨烯或石墨烯衍生物。
48.〔12〕
49.如〔9〕~〔11〕中任一项所述的层叠体,其中,前述粘合剂层包含紫外线固化型粘合剂。
50.〔13〕
51.如〔9〕~〔12〕中任一项所述的层叠体,其中,前述基材具有紫外线透过性。
52.发明的效果
53.根据本发明,可以提供生产率优异、并且能以高转印率转印二维材料的层叠体、及使用该层叠体的二维材料层叠体的制造方法。
附图说明
54.[图1]图1为用于对本发明的实施方式涉及的制造方法进行说明的概略图。
[0055]
[图2]图2为用于对本发明的实施方式涉及的制造方法进行说明的概略图。
[0056]
[图3]图3为本发明的实施方式涉及的层叠体的概略截面图。
[0057]
[图4]图4为用于对本发明的实施方式涉及的制造方法进行说明的概略图。
[0058]
[图5]图5为用于对本发明的实施方式涉及的制造方法进行说明的概略图。
[0059]
[图6]图6为示出用于对本发明的实施例进行说明的图像数据的图。
[0060]
[图7]图7为示出用于对本发明的实施例进行说明的图像数据的图。
具体实施方式
[0061]
以下,对本发明的实施方式进行详细说明。
[0062]
本发明的实施方式涉及的二维材料层叠体的制造方法包括下述工序:
[0063]
将第1基板上的二维材料贴合在具有基材和粘合力因紫外线或热而降低的粘合剂层的粘合片材的该粘合剂层侧的面,并进行转印,得到该粘合片材与该二维材料的层叠体的工序;
[0064]
以前述层叠体的前述二维材料侧的面与第2基板接触的方式,将前述层叠体载置于该第2基板的工序;
[0065]
向前述层叠体赋予前述紫外线或热的工序;和
[0066]
通过将前述粘合片材剥离,从而将前述二维材料转印至前述第2基板上的工序,
[0067]
其中,在以300mm/min的拉伸速度进行180
°
剥离时,赋予前述紫外线或热之前的前述粘合剂层相对于硅晶片的25℃时的粘合力a为1.0n/20mm~20.0n/20mm,
[0068]
赋予前述紫外线或热之后的前述粘合剂层的粘合面的表面粗糙度为0.01μm~8.00μm。
[0069]
以下,使用附图对本发明的实施方式进行说明。
[0070]
图1为示出在第1基板21上具有二维材料30的层叠体101的概略图。
[0071]
作为第1基板21,没有特别限制,可以为金属基板、陶瓷基板、硅基板、树脂基板等中的任意基板。
[0072]
作为第1基板21,可举出例如由铜、镍、钴、铁、铬、金、铂、钼、钨等过渡金属单体形成的金属基板;这些金属的合金金属基板;作为单晶基板的蓝宝石、氧化镁、尖晶石、云母、sic、sin、si、及对单晶基板表面进行氧化处理而得到的基板;石英基板;在上述各基板表面形成前文举出的过渡金属的薄膜而得到的二维材料成膜用的基板、在前述各基板上形成二维材料而得到的基板等。第1基板21优选为二维材料成膜用的基板。
[0073]
作为在成膜用的金属基板上形成二维材料的方法,没有特别限制,优选可使用cvd法。作为成膜方法,例如有在催化金属的存在下导入原料气体并通过原料气体的热分解来进行处理的热cvd法、利用微波等离子体进行处理的表面波微波等离子体化学气相沉积(cvd)法等,只要二维材料30能在第1基板21上形成即可。
[0074]
二维材料30是具有由单一种类或两种以上的元素形成的二维层状结构、并且具有极薄的片材结构的材料。作为仅由碳形成的二维片材的石墨烯为其代表性的材料。另外,二维材料30也可以为具有纳米单位的宽度的带状的膜。
[0075]
作为二维材料,可举出例如二维碳材料、过渡金属硫属化合物、二硫化钼、二硫化钨、六方晶氮化硼(h
‑
bn)、黑磷等、及它们的衍生物,优选为二维碳材料、二硫化钼、二硫化钨、或六方晶氮化硼。
[0076]
作为二维碳材料,优选为石墨烯、或石墨烯衍生物。
[0077]
所谓石墨烯,为由单原子厚度的sp2键合碳原子形成的膜,其形成了由碳原子和其键构成的六边形格子结构。本说明书中,这些膜层叠2层~100层而成的多层石墨烯也称为“石墨烯”。
[0078]
作为石墨烯衍生物,可举出氧化石墨烯、磺化石墨烯氧化物、氢氧化石墨烯、碳酸石墨烯、氮化石墨烯等,优选为氧化石墨烯。
[0079]
对于层叠体101而言,作为前处理,可以实施在水中浸渍的处理。例如,二维材料为石墨烯的情况下,层叠体101的石墨烯成膜催化剂为cu时,将层叠体101在4~100℃的水中浸渍4~72小时。通过该处理,在石墨烯与cu的界面中嵌入水,使得cu表面被氧化。在浸渍期间,水可以静置,也可以搅拌。通过对水进行搅拌,从而cu的表面更容易被氧化。另外,还有将氯化钾、氯化钠等金属盐加入水中来促进cu的氧化的方法、使其与水蒸气接触来使cu氧化的方法等,在任意方法中,均在石墨烯与cu的界面中嵌入水,使得cu的表面被氧化。
[0080]
通过该氧化,石墨烯与cu之间的相互作用减弱,向粘合片材10的转印能有效地进行。
[0081]
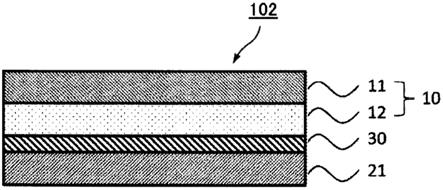
图2及图3为示出下述工序的概略图,所述工序为:将第1基板21上的二维材料30贴合在具有基材11和粘合力因紫外线或热而降低的粘合剂层12的粘合片材10的粘合剂层侧的面,并进行转印,得到该粘合片材10与二维材料30的层叠体103。
[0082]
在第1基板21与二维材料30的层叠体101上贴合粘合片材10时,可以在层叠体101上载置粘合片材10,从而制成层叠体102。
[0083]
对于层叠体102而言,可以使用例如辊等,使二维材料30与粘合片材10压接。
[0084]
由于二维材料30与粘合片材10粘接,因此,通过从层叠体102将粘合片材10与二维材料30的层叠体103剥离,从而二维材料30从第1基板21转印至粘合片材10。或者,也可以使层叠体102浸渍于氢氧化钾水溶液、盐酸水溶液等中,对第1基板21的与二维材料相对的表面进行蚀刻,由此得到二维材料30转印至粘合片材10而成的层叠体103。
[0085]
根据由本实施方式得到的层叠体103,例如能以高转印率将在催化金属上形成的二维材料转印至其他基板上。
[0086]
图4为示出以层叠体103的前述二维材料侧的面与第2基板40接触的方式将层叠体103载置于第2基板40的工序的概略图。可得到第2基板40与层叠体103层叠而成的层叠体104。通过向层叠体103(层叠体104)赋予紫外线或热,从而使粘合剂层12的粘合力降低,容易将粘合片材10剥离。
[0087]
向层叠体103赋予前述紫外线或热的工序可以在将层叠体103载置于第2基板40的工序之前进行,也可以随后进行,优选随后进行。
[0088]
图5为示出通过将粘合片材10剥离从而将二维材料30转印至第2基板40上的工序的概略图。通过将层叠体104的粘合片材10剥离,从而二维材料30被转印至第2基板40上,得到二维材料层叠体105。
[0089]
本发明的实施方式涉及的粘合片材具有基材和粘合力因紫外线或热而降低的粘合剂层。由于粘合剂层的粘合力因紫外线或热而降低,所以能将二维材料以高转印率转印至第2基板上。
[0090]
例如,在将在金属基板上形成的二维材料从金属基板剥离并向粘合剂层转印时,粘合片材发挥高粘合力。而且,将粘合片材与二维材料的层叠体贴合在其他基板上之后,利用紫外线或热而使粘合剂层的粘合力降低后,将粘合片材除去,由此能够防止在二维材料上产生破损、裂纹、褶皱等,以高转印率进行转印。
[0091]
从层叠体102剥离层叠体103时的剥离角度没有特别限制,通常为180度以下,但剥离角度小时,能够防止因层叠体103的形状变化而在二维材料30上产生破损、裂纹等不良情况。因此,上述剥离角度越小越优选,优选为90度以下,更优选为60度以下。另外,从剥离装置本身的大型化的观点考虑,剥离角度优选为0度以上。
[0092]
需要说明的是,剥离角度是指:从层叠体102剥离层叠体103时的、第1基板21与层叠体103的已剥离部分所成的角。
[0093]
从层叠体102剥离层叠体103时的剥离速度没有特别限制,但上述剥离速度快时,层叠体103的形状发生变化的时间变短,因此能够防止在二维材料30上产生破损、裂纹等不良情况。因此,通常为10mm/min以上,但剥离速度越快越优选,优选为1000mm/min以上,更优选为2000mm/min以上。另外,从装置稳定地可动的观点考虑,剥离速度优选为100000mm/min以下,更优选为90000mm/min以下。
[0094]
需要说明的是,剥离速度是指:从层叠体102剥离层叠体103时的、在每单位时间内从层叠体102剥离了层叠体103的长度。
[0095]
二维材料的转印率优选为30%以上,更优选为50%以上,进一步优选为70%以上。
[0096]
此处,二维材料的转印率可以按照以下方式求出。
[0097]
例如,二维材料为石墨烯的情况下,通过热cvd使石墨烯在cu/蓝宝石基板的表面生长,其后使cu氧化。石墨烯完全覆盖了cu/蓝宝石基板中的cu表面的情况下,cu的氧化在基板整面上均匀发生。另一方面,石墨烯未完全覆盖cu表面的情况下,在石墨烯的晶粒群的正下方的cu区域(被石墨烯覆盖的cu区域)、与未被石墨烯覆盖的cu区域中,氧化的方式不同,因此能够清晰地观察石墨烯晶粒群。
[0098]
其后,针对石墨烯,贴附粘合胶带并进行剥离,将粘合胶带/石墨烯贴附在作为被转印材料的具有300nm的氧化膜的0.5mm厚的硅基板(例如,sumco制)上。向粘合胶带/石墨烯/硅基板施加紫外线照射或热,使粘合胶带的粘合力降低之后,剥离粘合胶带。
[0099]
石墨烯完全覆盖了cu表面的情况下,利用显微镜观察剥离粘合胶带后的转印至被转印材料表面的石墨烯的图像,将石墨烯在图像中所占的面积比用百分率表示并将其作为转印率。
[0100]
石墨烯未完全覆盖cu表面的情况下,通过显微镜观察来对比贴附粘合胶带前的cu/蓝宝石基板上的石墨烯晶粒群、与已由粘合胶带转印的被转印材料上的石墨烯晶粒群,将cu/蓝宝石基板上的石墨烯晶粒群的面积与转印至被转印材料表面的晶粒群的面积之比用百分率表示并将其作为转印率。
[0101]
作为基材11,可以使用例如将选自尼龙、聚氨酯、聚酯、聚烯烃及烯烃系弹性体中的任意树脂作为主要成分的基材、它们的交联体等。基材11优选具有紫外线透过性。
[0102]
另外,基材11可以使用未拉伸的膜,也可以使用根据需要实施了单轴或双轴的拉伸处理的膜。
[0103]
基材11的厚度没有特别限制,可以适当地选择,但通常为5~200μm左右。
[0104]
粘合剂层12的粘合力因紫外线或热而降低。
[0105]
对于赋予紫外线或热之前的粘合力a(初始粘合力)而言,从石墨烯向粘合片材的转印率的观点考虑,相对于硅晶片的25℃时的粘合力优选为1.0n/20mm以上,更优选为1.5n/20mm以上,进一步优选为2.0n/20mm以上,优选为20.0n/20mm以下,更优选为17.0n/20mm以下,进一步优选为15.0n/20mm以下。
[0106]
对于赋予紫外线或热之后的、粘合剂层的粘合力b而言,从石墨烯自粘合片材的转印率的观点考虑,相对于硅晶片的25℃时的粘合力优选为0.01n/20mm以上,更优选为0.03n/20mm以上,进一步优选为0.05n/20mm以上,优选为1.00n/20mm以下,更优选为0.50n/20mm以下,进一步优选为0.25n/20mm以下。
[0107]
此处,粘合力a及粘合力b各自为针对硅晶片、于25℃以300mm/min的拉伸速度进行180
°
剥离的情况下的粘合力。
[0108]
赋予紫外线或热之后的粘合力优选相对于赋予紫外线或热之前的粘合力而言降低至30%以下,更优选降低至10%以下。
[0109]
对于粘合剂层而言,可以通过紫外线的照射而使粘合剂层中包含的树脂的交联、聚合进行,从而使粘合剂层的粘合力降低。
[0110]
另外,对于粘合剂层而言,通过加热或冷却等热的作用,使得粘合剂层的粘合力降低。例如,可以通过加热而使粘合剂层中包含的树脂的交联、聚合进行,从而使粘合剂层的粘合力降低。另外,例如,也可以在粘合剂层中添加发泡剂,通过加热使其发泡而在粘合剂层与二维材料的接触面产生凹凸,从而使粘合剂层的粘合力降低。即使在粘合剂层的接触面产生了凹凸的情况下,为了防止转印率的降低,粘合剂层的粘合面的表面粗糙度也必须为0.01μm~8.00μm。
[0111]
对于本发明的实施方式涉及的粘合剂层而言,赋予该紫外线或热之后的粘合剂层的粘合面的表面粗糙度为0.01μm~8.00μm。粘合剂层的粘合面的表面粗糙度优选为0.03μm以上,更优选为0.05μm以上,进一步优选为0.10μm以上,优选为5.00μm以下,更优选为4.00μm以下,进一步优选为3.00μm以下。
[0112]
若赋予紫外线或热之后的粘合剂层的粘合面的表面粗糙度大于8.00μm,则产生二维材料的膜的破损、伤痕,转印率降低。另外,若粘合剂层的粘合面的表面粗糙度小于0.01μm,则粘合面本身的制作变得困难。
[0113]
对于粘合剂层的粘合面的表面粗糙度,可以利用白光共聚焦显微镜(lasertec株式会社制lasertec optelics hybrid),使用20倍物镜,通过软件“lmeye7”进行测定。可以针对在将粘合剂层另行贴附于硅晶片之后利用热或紫外线使粘合力降低并进行剥离后的粘合面,在粘合最外表面合焦,在上下50μm的范围内进行扫描从而测定。针对测得的750μm见方的图像,同样通过软件“lmeye7”,基于表面粗糙度谱线轮廓,在任意的线上算出5个位置的ra,将其平均值作为表面粗糙度。
[0114]
粘合剂层12优选包含紫外线固化型粘合剂。对于紫外线固化型粘合剂而言,可以通过紫外线的照射而使交联度增大,容易地降低其粘合力。
[0115]
紫外线固化型粘合剂优选具有自由基反应性碳
‑
碳双键等紫外线固化性的官能团,并且显示出粘合性。
[0116]
作为紫外线固化型粘合剂,可例示例如在丙烯酸系粘合剂中配合紫外线固化性的单体成分、低聚物成分而得到的添加型的紫外线固化型粘合剂。
[0117]
作为前述丙烯酸系聚合物,可举出例如使用(甲基)丙烯酸烷基酯(例如,甲基酯、乙基酯、丙基酯、异丙基酯、丁基酯、异丁基酯、仲丁基酯、叔丁基酯、戊基酯、异戊基酯、己基酯、庚基酯、辛基酯、2
‑
乙基己基酯、异辛基酯、壬基酯、癸基酯、异癸基酯、十一烷基酯、十二烷基酯、十三烷基酯、十四烷基酯、十六烷基酯、十八烷基酯、二十烷基酯等烷基的碳原子数为1~30、特别是碳原子数为4~18的直链状或支链状的烷基酯等)及(甲基)丙烯酸环烷基酯(例如,环戊基酯、环己基酯等)中的1种或2种以上作为单体成分的丙烯酸系聚合物等。需要说明的是,(甲基)丙烯酸酯是指丙烯酸酯及/或甲基丙烯酸酯,本发明的(甲基)全部为同样的含义。
[0118]
前述丙烯酸系聚合物包含能与前述丙烯酸酯共聚的含羟基单体作为必需成分。作为含羟基单体,可举出例如(甲基)丙烯酸2
‑
羟基乙酯、(甲基)丙烯酸2
‑
羟基丙酯、(甲基)丙烯酸4
‑
羟基丁酯、(甲基)丙烯酸6
‑
羟基己酯、(甲基)丙烯酸8
‑
羟基辛酯、(甲基)丙烯酸10
‑
羟基癸酯、(甲基)丙烯酸12
‑
羟基月桂酯、(甲基)丙烯酸(4
‑
羟基甲基环己基)甲酯等。
[0119]
前述含羟基单体的含量优选相对于丙烯酸酯而言在10~30mol%的范围内,更优选在15~25mol%的范围内。若含量为10mol%以上,则紫外线照射后的交联变得充分,二维
材料的转印率提高,生产率上升。
[0120]
前述丙烯酸系聚合物可以根据需要而包含与能和前述丙烯酸烷基酯或环烷基酯共聚的其他单体成分对应的单元。作为这样的单体成分,可举出例如丙烯酸、甲基丙烯酸、(甲基)丙烯酸羧基乙酯、(甲基)丙烯酸羧基戊酯、衣康酸、马来酸、富马酸、巴豆酸等含羧基单体;马来酸酐、衣康酸酐等酸酐单体;苯乙烯磺酸、烯丙基磺酸、2
‑
(甲基)丙烯酰胺基
‑2‑
甲基丙磺酸、(甲基)丙烯酰胺基丙磺酸、(甲基)丙烯酸磺基丙酯、(甲基)丙烯酰基氧基萘磺酸等含有磺酸基的单体;2
‑
羟基乙基丙烯酰基磷酸酯等含有磷酸基的单体;丙烯酰胺、丙烯腈等。这些能共聚的单体成分可以使用1种或2种以上。这些能共聚的单体的使用量优选为全部单体成分的40质量%以下。含羧基单体的使用量优选为全部单体成分的0~3质量%以下。此外,含羟基单体、含有缩水甘油基的单体也能与环氧树脂中的环氧基反应,因此优选使其与含羧基单体的情况同样。
[0121]
另外,丙烯酸系聚合物优选包含具有自由基反应性碳
‑
碳双键的异氰酸酯化合物。作为前述异氰酸酯化合物,可举出例如异氰酸甲基丙烯酰基酯、异氰酸2
‑
甲基丙烯酰基氧基乙酯、异氰酸2
‑
丙烯酰基氧基乙酯、异氰酸间异丙烯基
‑
α,α
‑
二甲基苄酯等。
[0122]
关于前述具有自由基反应性碳
‑
碳双键的异氰酸酯化合物的含量,相对于含羟基单体而言,含量优选在50~90mol%的范围内,更优选在75~85mol%的范围内。若含量为50mol%以上,则紫外线照射后的交联充分进行,二维材料的转印率变高,因此优选。
[0123]
前述丙烯酸系聚合物可通过使单一单体或2种以上的单体混合物进行聚合而得到。聚合可以通过溶液聚合、乳液聚合、本体聚合、悬浮聚合等中的任意方式进行。丙烯酸系聚合物的重均分子量优选为35万~100万,进一步优选为45万~80万左右。
[0124]
另外,粘合剂层12可以包含热塑性树脂。作为热塑性树脂,可举出例如天然橡胶、聚异丁烯、聚异戊二烯、氯丁二烯橡胶、丁基橡胶、腈基丁基橡胶等天然或合成橡胶;乙烯
‑
丙烯共聚物、乙烯
‑
丙烯
‑
二烯共聚物、乙烯
‑
乙酸乙烯酯共聚物、聚丁烯、氯化聚乙烯等烯烃系弹性体;苯乙烯
‑
丁二烯
‑
苯乙烯共聚物、苯乙烯
‑
异戊二烯
‑
苯乙烯共聚物、及它们的氢化物等苯乙烯系弹性体;聚酯系弹性体;聚酰胺系弹性体;聚氨酯系弹性体等各种热塑性弹性体等。另外,这些橡胶成分或热塑性弹性体成分可以单独使用或组合2种以上而使用。
[0125]
粘合剂层12可以除了上述树脂以外还包含发泡剂。需要说明的是,发泡剂可以单独使用或组合2种以上而使用。
[0126]
作为发泡剂,没有特别限定,但优选可举出无机物。作为上述无机物,可举出例如氢氧化铝、氢氧化钾、氢氧化钙、氢氧化镁等氢氧化物;粘土(特别是硬质粘土);滑石;二氧化硅;沸石;例如碳酸钙、碳酸镁等碱土金属碳酸盐;例如氧化锌、氧化钛、氧化铝等金属氧化物;例如铁粉、铜粉、铝粉、镍粉、锌粉、钛粉等各种金属粉、合金的粉等金属粉;云母;碳粒子;玻璃纤维;碳管;层状硅酸盐;玻璃等。
[0127]
粘合剂层的厚度没有特别限制,但从针对二维材料发挥良好的粘接性的观点考虑,优选为2μm以上,更优选为5μm以上,进一步优选为10μm以上,从平滑的粘合剂层的成膜性的观点考虑,优选为500μm以下,更优选为100μm以下,进一步优选为50μm以下。
[0128]
第2基板40为二维材料的被转印材料。第2基板40优选为其转印面与二维材料30的粘接力比赋予紫外线或热之后的粘合剂层12与二维材料30的粘接力更强的基板。这样的第2基板40可以是其自身具有强的相互作用力的基板,也可以是通过表面的加工而赋予了相
互作用力的基板。所谓表面的加工,有固化性树脂的涂布、表面的熔融、微细结构的形成、表面化学修饰等方法,但方法不限于此。
[0129]
作为第2基板40,没有特别限制,可以为金属基板、陶瓷基板、硅基板、树脂基板等中的任意基板。作为第2基板40,优选为例如sio2/si基板、石英基板、玻璃基板、pet基板、蓝宝石基板、ito基板、层叠有二维材料的基板,更优选为sio2/si基板。
[0130]
第2基板40的厚度没有特别限制,可以适当地选择,但优选为1μm以上,更优选为10μm以上,进一步优选为100μm以上,从操作的观点考虑,优选为100mm以下,更优选为20mm以下,进一步优选为5mm以下。
[0131]
通过本发明的实施方式涉及的二维材料层叠体的制造方法得到的二维材料层叠体可以应用于触摸面板用途等的透明导电膜、晶体管、集成电路等半导体器件或电子器件、需要大面积的透明电极、电化学电极等中。
[0132]
实施例
[0133]
以下,基于实施例来说明本发明,但本发明不限于该实施例。
[0134]
<粘合片材1的制作>
[0135]
在具备冷凝管、氮导入管、温度计及搅拌装置的反应容器中,装入丙烯酸正丁酯(以下,称为“ba”。)75质量份、丙烯酰基吗啉(以下,称为“acmo”。)25质量份、丙烯酸
‑2‑
羟基乙酯(以下,称为“hea”。)20质量份、过氧化苯甲酰0.2质量份及甲苯65质量份,在氮气流中,于61℃进行6小时聚合处理,得到丙烯酸系聚合物a。
[0136]
在该丙烯酸系聚合物a中添加相对于hea而言为80mol%的异氰酸2
‑
甲基丙烯酰基氧基乙酯(以下,称为“moi”。),在空气气流中,于50℃进行48小时的加成反应处理,得到丙烯酸系聚合物a’。
[0137]
接下来,相对于丙烯酸系聚合物a’100质量份,添加多异氰酸酯化合物(商品名“coronate l”,nippon polyurethane industry co.,ltd.制)8质量份、及光聚合引发剂(商品名“irgacure 651”,ciba specialty chemicals inc.制)5质量份,制作粘合剂溶液。
[0138]
将前文中制备的粘合剂溶液涂布于pet剥离衬垫的实施了有机硅处理的面上,于120℃进行2分钟加热交联,形成厚度为17μm的粘合剂层。接着,在该粘合剂层面上贴合厚度为115μm的乙烯
‑
乙酸乙烯酯共聚物(eva)膜。其后,于50℃保存24小时后,制作粘合片材1。
[0139]
<粘合片材2的制作>
[0140]
在具备冷凝管、氮导入管、温度计及搅拌装置的反应容器中,装入丙烯酸2
‑
乙基己酯(以下,称为“2eha”。)30质量份、丙烯酸甲酯(以下,称为“ma”。)70质量份、丙烯酸(以下,称为“aa”。)10质量份、过氧化苯甲酰0.2质量份及甲苯65质量份,在氮气流中,于61℃进行6小时聚合处理,得到丙烯酸系聚合物b。
[0141]
接下来,相对于丙烯酸系聚合物b 100质量份,添加光聚合性低聚物uv
‑
1700b(日本合成化学公司制)100质量份、三聚氰胺树脂(商品名“super beckamine j
‑
820
‑
60n”,dainippon ink co.,ltd.制)1质量份、多异氰酸酯化合物(商品名“coronate l”,nippon polyurethane industry co.,ltd.制)1质量份、及光聚合引发剂(商品名“irgacure 651”,ciba specialty chemicals inc.制)3质量份,制作粘合剂溶液。
[0142]
将前文中制备的粘合剂溶液涂布于pet剥离衬垫的实施了有机硅处理的面上,于120℃进行2分钟加热交联,形成厚度为20μm的粘合剂层。接着,在该粘合剂层面上贴合厚度
为150μm的聚烯烃膜。其后,于50℃保存24小时后,制作粘合片材2。
[0143]
<粘合片材3的制作>
[0144]
在具备冷凝管、氮导入管、温度计及搅拌装置的反应容器中,装入ba 50质量份、丙烯酸乙酯(以下,称为“ea”。)50质量份、hea 10质量份、过氧化苯甲酰0.2质量份及甲苯65质量份,在氮气流中,于61℃进行6小时聚合处理,得到丙烯酸系聚合物c。
[0145]
在该丙烯酸系聚合物c中添加相对于hea而言为50mol%的moi,在空气气流中,于50℃进行48小时的加成反应处理,得到丙烯酸系聚合物c’。
[0146]
接下来,相对于丙烯酸系聚合物c’100质量份,添加多异氰酸酯化合物(商品名“coronate l”,nippon polyurethane industry co.,ltd.制)8质量份、及光聚合引发剂(商品名“irgacure 651”,ciba specialty chemicals inc.制)5质量份,制作粘合剂溶液。
[0147]
将前文中制备的粘合剂溶液涂布于pet剥离衬垫的实施了有机硅处理的面上,于120℃进行2分钟加热交联,形成厚度为30μm的粘合剂层。接着,在该粘合剂层面上贴合厚度为50μm的pet膜。其后,于50℃保存24小时后,制作粘合片材3。
[0148]
<粘合片材4的制作>
[0149]
在具备冷凝管、氮导入管、温度计及搅拌装置的反应容器中,装入ea 20质量份、ba 80质量份、aa 10质量份、过氧化苯甲酰0.2质量份及甲苯65质量份,在氮气流中,于61℃进行6小时聚合处理,得到丙烯酸系聚合物d。
[0150]
在丙烯酸系聚合物d 100质量份中,均匀地混合环氧系交联剂(商品名“tetrad
‑
c”,三菱气体化学公司制):1质量份、松香系赋粘剂(商品名“tamanol 361”,荒川化学工业公司制):5质量份、发泡剂(热膨胀性微球;商品名“matsumoto microsphere f
‑
501d”,松本油脂制药株式会社制;120℃发泡膨胀型):30质量份、及甲苯,将溶解的涂覆液以干燥后的厚度成为50μm的方式涂布于厚度为100μm的pet膜的一面,进行干燥,贴合pet剥离衬垫的实施了有机硅处理的面,制作粘合片材4。
[0151]
<粘合片材5的制作>
[0152]
相对于丙烯酸系聚合物b 100质量份,添加光聚合性低聚物uv
‑
1700b(日本合成化学公司制)100质量份、三聚氰胺树脂(商品名“super beckamine j
‑
820
‑
60n”,dainippon ink co.,ltd.制)1质量份、及多异氰酸酯化合物(商品名“coronate l”,nippon polyurethane industry co.,ltd.制)8质量份,制作粘合剂溶液。
[0153]
将前文中制备的粘合剂溶液涂布于pet剥离衬垫的实施了有机硅处理的面上,于120℃进行2分钟加热交联,形成厚度为20μm的粘合剂层。接着,在该粘合剂层面上贴合厚度为150μm的聚烯烃膜。其后,于50℃保存24小时后,制作粘合片材5。
[0154]
<粘合片材6的制作>
[0155]
将粘合片材1的制作中的moi变更成相对于hea而言为50mol%,除此以外,与粘合片材1同样地进行制作,从而制作粘合片材6。
[0156]
<粘合片材7的制作>
[0157]
将粘合片材1的制作中的acmo变更成30质量份,并且将moi变更成相对于hea而言为50mol%,除此以外,与粘合片材1同样地进行制作,从而制作粘合片材7。
[0158]
<粘合片材8的制作>
[0159]
将粘合片材1的制作中的hea变更成丙烯酸
‑4‑
羟基丁酯(以下,称为“4hba”),并且
将moi变更成相对于4hba而言为50mol%,除此以外,与粘合片材1同样地进行制作,从而制作粘合片材8。
[0160]
<粘合片材9的制作>
[0161]
将粘合片材1的制作中的eva膜变更成厚度为25μm的尼龙膜,除此以外,与粘合片材1同样地进行制作,从而制作粘合片材9。
[0162]
<粘合片材10的制作>
[0163]
将粘合片材1的制作中的eva膜变更成厚度为50μm的聚烯烃(双轴拉伸聚丙烯)膜,除此以外,与粘合片材1同样地进行制作,从而制作粘合片材10。
[0164]
<粘合片材11的制作>
[0165]
将粘合片材1的制作中的eva膜变更成厚度为50μm的聚烯烃(聚
‑4‑
甲基
‑1‑
戊烯)膜,除此以外,与粘合片材1同样地进行制作,从而制作粘合片材11。
[0166]
<在单晶基板表面上通过溅射进行的外延金属膜的成膜>
[0167]
作为单晶基板,使用从adamant namiki precision jewel co.,ltd.购入的蓝宝石(α
‑
al2o3)的c面(0001)。
[0168]
将上述的单晶基板安装在rf磁控溅射装置(shibaura mechatronics cfs
‑
4es)的腔室内,向单晶基板表面上溅射cu金属(ar气氛,标准真空度为0.6pa)。由此,以外延方式堆积膜厚为1000nm的cu膜,得到cu/蓝宝石基板。
[0169]
<石墨烯的cvd成膜>
[0170]
在设置于asahi rika factory,ltd.的陶瓷管状炉中的石英管(内径为26mmφ)内部,设置上述的cu/蓝宝石基板作为石墨烯成膜用基板。使用了尺寸为10mm见方的基板。其后,在大气压下,一边流通氩和氢,一边升温至规定的温度(1000~1075℃)。达到规定温度后,在相同条件下保持0~3小时,进行cu表面的还原和平滑化。其后,添加10~200ppm的甲烷,进行化学气相反应。反应后,进行冷却,达到室温(23℃)后,将生成了单层石墨烯的cu/蓝宝石基板从石英管取出。通过该反应,在cu表面形成了晶粒粒径为10~200μm的单层石墨烯。
[0171]
需要说明的是,通过90分钟的化学气相反应,形成将cu表面的整面覆盖的连续膜(整面),通过30分钟的化学气相反应,形成独立的石墨烯晶粒(颗粒)。根据反应时间,可以由独立的石墨烯晶粒形成至将cu整面覆盖的连续膜。另外,形成的石墨烯的面积中的90%以上为单层。
[0172]
<石墨烯/cu/蓝宝石基板在水中的氧化>
[0173]
在50ml容量的样品管中装入3ml的超纯水(milli
‑
q),将上文中在cu/蓝宝石基板上使石墨烯成膜而得到的层叠体1a(整面和颗粒这两种)浸渍在烧杯内的超纯水中。将其装入已设定为40℃的恒温槽中,静置4小时至72小时的时间,进行cu表面的氧化处理。
[0174]
〔实施例1〕
[0175]
利用辊(2kg/10mm的加压力)将粘合片材1贴附在cu表面的氧化处理后的层叠体1a的石墨烯侧的面,于50℃在5个大气压下实施30分钟的高压釜处理,在常温常压下静置30分钟之后,以180度的剥离角度、300mm/min的剥离速度进行剥离,使石墨烯从cu/蓝宝石基板转印至粘合片材1,得到层叠体1b。
[0176]
其后,以层叠体1b的石墨烯侧的面与带有氧化膜的硅基板(sumco公司制硅(晶面
(100)),表面热氧化
‑
氧化膜厚300nm)接触的方式载置,利用辊(2kg/10mm的加压力)进行贴附而得到层叠体1c。将层叠体1c在常温常压下静置30分钟之后,利用uv照射机(日东精机公司制um
‑
810),从粘合片材1的基材侧以450mj/cm2的照射量进行uv处理,以180度的剥离角度、300mm/min的剥离速度将粘合片材1剥离,使层叠体1a的石墨烯转印至硅基板,得到实施例1的硅基板与石墨烯的层叠体。
[0177]
〔实施例2〕
[0178]
将实施例1中的粘合片材1变更成粘合片材2,除此以外,进行与实施例1同样的操作,得到实施例2的硅基板与石墨烯的层叠体。
[0179]
〔实施例3〕
[0180]
将实施例1中的粘合片材1变更成粘合片材3,除此以外,进行与实施例1同样的操作,得到实施例3的硅基板与石墨烯的层叠体。
[0181]
〔实施例4~7〕
[0182]
将使石墨烯从cu/蓝宝石基板转印至粘合片材时的剥离角度变更成表3中记载的角度,将剥离速度变更成1000mm/min,除此以外,与实施例1同样地操作,得到实施例4~7的硅基板与石墨烯的层叠体。
[0183]
另外,对从cu/蓝宝石基板转印至粘合片材的石墨烯进行观察。实施例4及5中得到的石墨烯几乎不存在皲裂(裂纹),是比较良好的。另外,实施例6及7中得到的石墨烯在与剥离方向(从剥离起点朝向剥离终点的方向)大致垂直的方向(剥离垂直方向)上产生皲裂。将观察结果示于表3。
[0184]
〔实施例8~13〕
[0185]
将使石墨烯从cu/蓝宝石基板转印至粘合片材时的剥离角度变更成20度,将剥离速度变更成表4中记载的速度,除此以外,与实施例1同样地操作,得到实施例8~13的硅基板与石墨烯的层叠体。
[0186]
另外,对从cu/蓝宝石基板转印至粘合片材的石墨烯进行观察。实施例8及9中得到的石墨烯几乎不存在皲裂,是比较良好的。实施例10~12中得到的石墨烯在整体上产生皲裂而发生破坏。另外,实施例13中得到的石墨烯不存在皲裂,是良好的。将观察结果示于表4。
[0187]
〔实施例14~19〕
[0188]
将实施例1中的粘合片材1变更成粘合片材6~11,除此以外,进行与实施例1同样的操作,得到实施例14~19的硅基板与石墨烯的层叠体。
[0189]
〔实施例20〕
[0190]
(mos2的cvd成膜)
[0191]
在设置于asahi rika factory,ltd.的陶瓷管状炉中的石英管(内径为26mmφ)内部,设置蓝宝石基板(kyocera corporation制,c面)作为二硫化钼(mos2,其为过渡金属硫属化合物中的一种)成膜用基板。另外,相对于石英管内部的成膜用基板,在气体流的上游区域设置装有作为原料的三氧化钼粉末的坩埚,进一步在上游区域设置装有硫粉末的坩埚。
[0192]
蓝宝石基板使用尺寸为10mm见方的基板,使用三氧化钼10~50mg、硫50~200mg。需要说明的是,关于蓝宝石基板与各坩埚的距离,将需要最高的反应温度的蓝宝石基板放
置在管状炉的中心,在与该处相距10~20cm的位置放置三氧化钼的坩埚,在与三氧化钼的坩埚相距15~25cm的位置放置硫的坩埚。
[0193]
其后,在大气压下,一边流通氩,一边将蓝宝石基板和各坩埚升温至规定的温度(基板:850~950℃,三氧化钼:580~600℃,硫:100~200℃),进行30分钟的化学气相反应。反应后,进行冷却,达到室温(23℃)后,将生成了独立的mos2晶粒的蓝宝石基板从石英管取出。通过该反应,在蓝宝石基板表面形成了晶粒粒径为5~50μm左右的mos2(层叠体20a(颗粒))。
[0194]
(在蓝宝石基板上生长的mos2从蓝宝石基板的剥离/转印方法)
[0195]
利用辊(2kg/10mm的加压力)将粘合片材1贴附在层叠体20a(颗粒)的mos2侧的面,于50℃在5个大气压下实施30分钟的高压釜处理,在常温常压下静置30分钟。
[0196]
其后,使层叠体20b(粘合片材/mos2/蓝宝石基板)浸渍在浓度为1mol/l的氢氧化钾水溶液中。由此,氢氧化钾仅对蓝宝石基板的最外表面进行蚀刻,使mos2从蓝宝石基板转印至粘合片材1,得到层叠体20c。
[0197]
其后,将层叠体20c以mos2侧的面与带有氧化膜的硅基板(sumco公司制硅(晶面(100)),表面热氧化
‑
氧化膜厚300nm)接触的方式载置,利用辊(2kg/10mm的加压力)进行贴附而得到层叠体20d。
[0198]
将层叠体20d在常温常压下静置30分钟之后,利用uv照射机(日东精机公司制um
‑
810),从粘合片材1的基材侧以450mj/cm2的照射量进行uv处理,以180度的剥离角度、300mm/min的剥离速度将粘合片材1剥离,使层叠体20c的mos2转印至硅基板,得到实施例20的硅基板与mos2的层叠体。
[0199]
〔实施例21〕
[0200]
(ws2的cvd成膜)
[0201]
在设置于asahi rika factory,ltd.的陶瓷管状炉中的石英管(内径为26mmφ)内部,设置蓝宝石基板(kyocera corporation制,c面)作为二硫化钨(ws2,其为过渡金属硫属化合物中的一种)成膜用基板。另外,相对于石英管内部的成膜用基板,在气体流的上游区域设置装有作为原料的三氧化钨粉末的坩埚,进一步在上游区域设置装有硫粉末的坩埚。
[0202]
蓝宝石基板使用尺寸为10mm见方的基板,使用三氧化钨10~50mg、硫50~200mg。需要说明的是,关于蓝宝石基板与各坩埚的距离,将需要最高的反应温度的三氧化钨的坩埚放置在管状炉的中心,在与该处相距5~15cm的位置放置蓝宝石基板,在与三氧化钼的坩埚相距15~25cm的位置放置硫的坩埚。
[0203]
其后,在大气压下,一边流通氩,一边将蓝宝石基板和各坩埚升温至规定的温度(基板:900~1000℃,三氧化钨:1050~1100℃,硫:100~200℃),进行30分钟的化学气相反应。反应后,进行冷却,达到室温(23℃)后,将生成了独立的ws2晶粒的蓝宝石基板从石英管取出。
[0204]
通过该反应,在蓝宝石基板表面形成了晶粒粒径为5~50μm左右的ws2(层叠体21a(颗粒))。
[0205]
(在蓝宝石基板上生长的ws2从蓝宝石基板的剥离/转印方法)
[0206]
利用辊(2kg/10mm的加压力)将粘合片材1贴附在层叠体21av的ws2侧的面,于50℃在5个大气压下实施30分钟的高压釜处理,在常温常压下静置30分钟。
[0207]
其后,使层叠体21b(粘合片材/ws2/蓝宝石基板)浸渍在浓度为1mol/l的氢氧化钾水溶液中。由此,氢氧化钾仅对蓝宝石最外表面进行蚀刻,使ws2从蓝宝石基板转印至粘合片材1,得到层叠体21c。
[0208]
其后,以层叠体21c的ws2侧的面与带有氧化膜的硅基板(sumco公司制硅(晶面(100)),表面热氧化
‑
氧化膜厚300nm)接触的方式载置,利用辊(2kg/10mm的加压力)进行贴附而得到层叠体21d。将层叠体21d在常温常压下静置30分钟之后,利用uv照射机(日东精机公司制um
‑
810),从粘合片材1的基材侧以450mj/cm2的照射量进行uv处理,以180度的剥离角度、300mm/min的剥离速度将粘合片材1剥离,使层叠体21c的ws2转印至硅基板,得到实施例21的硅基板与ws2的层叠体。
[0209]
〔实施例22〕
[0210]
(h
‑
bn的cvd成膜)
[0211]
在设置于asahi rika factory,ltd.的陶瓷管状炉中的氧化铝管(内径为39mmφ)内部,设置铁镍合金箔基板(nilaco制)作为h
‑
bn成膜用基板。铁镍合金箔基板使用尺寸为10mm见方的基板。
[0212]
其后,在减压条件下(10~1000pa),一边流通氩和氢,一边升温至规定的温度(1000
‑
1200℃)。达到规定温度后,在相同条件下保持0~3小时,进行铁镍合金基板的表面的还原和平滑化。其后,添加硼吖嗪以使得分压成为1pa以下,进行30分钟的化学气相反应。
[0213]
反应后,在达到室温(23℃)后,将生成了多层h
‑
bn的铁镍合金箔基板从氧化铝管取出。通过该反应,在铁镍合金基板的表面整面上形成了厚度为1~50nm左右的多层h
‑
bn(层叠体22a(整面)。
[0214]
(在催化剂基板上生长的h
‑
bn从催化剂的剥离方法)
[0215]
利用辊(2kg/10mm的加压力)将粘合片材1贴附在层叠体22a的h
‑
bn侧的面,于50℃在5个大气压下实施30分钟的高压釜处理,在常温常压下静置30分钟。
[0216]
其后,使层叠体22b(粘合片材/h
‑
bn/铁镍合金箔)浸渍在浓度为1mol/l的盐酸中。由此,盐酸对铁镍合金基板的表面进行蚀刻,并且,使铁镍合金基板与h
‑
bn之间产生氢气,使h
‑
bn从铁镍合金基板转印至粘合片材1,得到层叠体22c。
[0217]
其后,将层叠体22c以h
‑
bn侧的面与带有氧化膜的硅基板(sumco公司制硅(晶面(100)),表面热氧化
‑
氧化膜厚90nm)接触的方式载置,利用辊(2kg/10mm的加压力)进行贴附而得到层叠体22d。
[0218]
将层叠体22d在常温常压下静置30分钟之后,利用uv照射机(日东精机公司制um
‑
810),从粘合片材1的基材侧以450mj/cm2的照射量进行uv处理,以180度的剥离角度、300mm/min的剥离速度将粘合片材1剥离,使层叠体22c的h
‑
bn转印至硅基板,得到实施例22的硅基板与h
‑
bn的层叠体。
[0219]
〔比较例1〕
[0220]
将实施例1中的粘合片材1变更成粘合片材4,将uv处理变更成热处理,除此以外,进行与实施例1同样的操作,得到比较例1的硅基板与石墨烯的层叠体。
[0221]
〔比较例2〕
[0222]
将实施例1中的粘合片材1变更成粘合片材5,未实施uv处理,除此以外,进行与实施例1同样的操作,得到比较例2的硅基板与石墨烯的层叠体。
[0223]
关于实施例1~3、14~22、比较例1、2中得到的层叠体,示于表1及表2。
[0224]
[表1]
[0225][0226]
[表2]
[0227][0228]
<表面粗糙度>
[0229]
对于上文中制作的粘合片材1~3、6~11,将粘合片材1~3、6~11分别以宽度成为
20mm、长度成为10cm的方式切断,进行uv处理,将剥离衬垫剥离除去。
[0230]
对于上文中制作的粘合片材4,将粘合片材4以宽度成为20mm、长度成为10cm的方式切断,进行热处理,将剥离衬垫剥离除去。
[0231]
对于上文中制作的粘合片材5,将粘合片材5以宽度成为20mm、长度成为10cm的方式切断,将剥离衬垫剥离除去。
[0232]
对于uv处理而言,利用uv照射机(日东精机公司制um
‑
810),从粘合片材1~3的基材侧以450mj/cm2的照射量进行。
[0233]
对于热处理而言,在已加热至150℃的热板上,使粘合片材4的基材侧与热板接触,进行静置,在1分钟后取出,进行空气冷却。
[0234]
利用白光共聚焦显微镜(lasertec株式会社制lasertec optelics hybrid),使用20倍物镜,通过软件“lmeye7”来测定粘合剂层的粘合面的表面粗糙度。针对在将粘合剂层另行贴附于硅晶片之后利用热或紫外线使粘合力降低并进行剥离后的粘合面,在粘合剂层最外表面合焦,在上下50μm的范围内进行扫描从而测定。针对测得的750μm见方的图像,同样通过软件“lmeye7”,基于表面粗糙度谱线轮廓,在任意的线上算出5个位置的ra,将其平均值作为诱发后的粘合表面粗糙度(μm)。
[0235]
<粘合力的测定>
[0236]
对于上文中制作的粘合片材1~3、6~11,测定uv处理前的粘合力(初始)。
[0237]
对于粘合力的测定而言,将粘合片材1~3、6~11分别以宽度成为20mm、长度成为10cm的方式切断,将剥离衬垫剥离除去。
[0238]
接着,将各例的粘合片材以用2kg的辊往返1次进行压接的方式贴附在硅晶片(4英寸的硅镜面晶片)上。
[0239]
测定使用拉伸试验机(autograph ags
‑
x,(株)岛津制作所制)以180度的剥离角度、300mm/min的剥离速度剥下时的力,将其作为粘合力(相对于硅晶片的180℃剥离力(初始))(n/20mm)。
[0240]
在将粘合片材压接于硅晶片(4英寸的硅镜面晶片)上之后进行uv处理,除此以外,通过与上述同样的操作,测定进行了uv处理后的粘合力(相对于硅晶片的180℃剥离力(诱发后))(n/20mm)。
[0241]
对于uv处理而言,利用uv照射机(日东精机公司制um
‑
810),从粘合片材1~3、6~11的基材侧以450mj/cm2的照射量进行。
[0242]
对于上文中制作的粘合片材4,测定热处理前的粘合力(初始)。
[0243]
对于粘合力的测定而言,将粘合片材4以宽度成为20mm、长度成为10cm的方式切断,将剥离衬垫剥离除去。
[0244]
接着,将各例的粘合片材以用2kg的辊往返1次进行压接的方式贴附在硅晶片(4英寸的硅镜面晶片)上。
[0245]
测定使用拉伸试验机(autograph ags
‑
x,(株)岛津制作所制)以180度的剥离角度、300mm/min的剥离速度剥下时的力,将其作为粘合力(初始)(n/20mm)。
[0246]
在将粘合片材压接于硅晶片(4英寸的硅镜面晶片)上之后进行热处理,除此以外,通过与上述同样的操作,测定进行了热处理后的粘合力(诱发后)(n/20mm)。
[0247]
对于热处理而言,在已加热至150℃的热板上,使硅晶片侧与热板接触,进行静置,
在1分钟后取出,进行空气冷却。
[0248]
对于上文中制作的粘合片材5,测定热处理前的粘合力(初始)。
[0249]
对于粘合力的测定而言,将粘合片材5以宽度成为20mm、长度成为10cm的方式切断,将剥离衬垫剥离除去。
[0250]
接着,将各例的粘合片材以用2kg的辊往返1次进行压接的方式贴附在硅晶片(4英寸的硅镜面晶片)上。
[0251]
测定使用拉伸试验机(autograph ags
‑
x,(株)岛津制作所制)以180度的剥离角度、300mm/min的剥离速度剥下时的力,将其作为粘合力(初始)(n/20mm)。
[0252]
<转印率>
[0253]
(石墨烯的转印率(整面))
[0254]
以基于金属显微镜(nikon制me600)和ccd照相机(nikon制ds
‑
fi1)的数字图像的形式获取实施例1~3、14~19、比较例1、2中得到的硅基板与石墨烯的层叠体(整面)的、残留于被转印材料表面的石墨烯的图像。需要说明的是,数字图像是物镜50倍的观察图像,其视场为160μm
×
120μm,获取了任意3个位置的数字图像。使用获取的数字图像,通过软件“win roof”(三谷商事制),进行rgb分离以及各成分图像的二值化分析,将石墨烯在该数字图像中所占的面积比以百分率的形式求出。将石墨烯在3个位置的数字图像中所占的面积比的平均值作为转印率(整面)。
[0255]
(石墨烯的转印率(颗粒))
[0256]
在水中,对上文中在cu/蓝宝石基板上使石墨烯成膜而得到的层叠体1a(颗粒)进行氧化处理,然后,在贴附粘合片材1之前,以基于金属显微镜(nikon制me600)和ccd照相机(nikon制ds
‑
fi1)的数字图像的形式获取cu/蓝宝石基板上的石墨烯(颗粒)的观察图像。
[0257]
需要说明的是,数字图像是物镜50倍的观察图像,其视场为160μm
×
120μm,获取了任意3个位置的数字图像。
[0258]
接着,在与先前获取的cu/蓝宝石基板上的石墨烯(颗粒)的观察图像对应的位置上,以基于同样的金属显微镜和ccd照相机的数字图像的形式获取实施例1中得到的硅基板与石墨烯的层叠体(颗粒)的、已转印至被转印材料表面的石墨烯的观察图像。
[0259]
由各个数字图像,将先前获取的cu/蓝宝石基板上的石墨烯(颗粒)、与对应位置的硅基板的石墨烯(颗粒)的面积比以百分率的形式求出。将石墨烯在3个位置的数字图像中所占的面积比的平均值作为转印率(颗粒)。
[0260]
图6是以基于金属显微镜(nikon制me600)和ccd照相机(nikon制ds
‑
fi1)的数字图像的形式获取作为贴附粘合胶带前的cu基板上的石墨烯晶粒(颗粒)群的、将实施例1的石墨烯/cu/蓝宝石基板在水中进行氧化处理后的石墨烯晶粒(颗粒)的图像而得到的图。
[0261]
另外,图7是以基于金属显微镜(nikon制me600)和ccd照相机(nikon制ds
‑
fi1)的数字图像的形式获取作为已由粘合胶带转印的被转印材料上的二维材料晶粒群的、实施例1的硅基板与石墨烯的层叠体的表面的石墨烯的图像而得到的图。
[0262]
通过显微镜观察来对比图6及7的石墨烯晶粒群,进行图像分析,算出转印率(颗粒)。
[0263]
对于实施例2、3、14~19、及比较例1~3,也同样地进行图像分析,求出颗粒的转印率。
[0264]
(mos2及ws2的转印率(颗粒))
[0265]
在将粘合片材1贴附于层叠体20a之前,以基于金属显微镜(nikon制me600)和ccd照相机(nikon制ds
‑
fi1)的数字图像的形式获取通过cvd形成的蓝宝石基板上的mos2的观察图像。需要说明的是,数字图像是物镜50倍的观察图像,其视场为160μm
×
120μm,获取了任意3个位置的数字图像。
[0266]
接着,在与先前获取的蓝宝石基板上的mos2的观察图像对应的位置上,以基于同样的金属显微镜和ccd照相机的数字图像的形式获取实施例20中得到的硅基板与mos2的层叠体的、残留于被转印材料(硅基板)表面的mos2的图像。将先前获取的蓝宝石基板上的mos2、与对应位置的硅基板的mos2的面积比以百分率的形式求出。将mos2在3个位置的数字图像中所占的面积比的平均值作为转印率。
[0267]
通过同样的操作,求出ws2的转印率(颗粒)。
[0268]
(h
‑
bn的转印率(整面))
[0269]
通过与石墨烯的转印率(整面)同样的操作,求出h
‑
bn的转印率(整面)。
[0270]
[表3]
[0271][0272]
[表4]
[0273][0274]
产业上的可利用性
[0275]
根据本发明,可以提供生产率优异、并且能以高转印率转印二维材料的层叠体及二维材料层叠体的制造方法。
[0276]
详细地参照特定实施方式对本发明进行了说明,但可以以不脱离本发明的主旨和范围的方式施加各种变更、修改,这对本领域技术人员而言是显而易见的。
[0277]
本技术基于在2019年2月19日提出申请的日本专利申请(日本特愿2019
‑
027773),其内容作为参考并入本文中。
[0278]
附图标记说明
[0279]
101、102、103、104:层叠体
[0280]
10:粘合片材
[0281]
11:基材
[0282]
12:粘合剂层
[0283]
21:第1基板
[0284]
30:二维材料
[0285]
40:第2基板
[0286]
105:二维材料层叠体
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

