1.本发明涉及小型精密微波器件加工领域,尤其是一种小型高精度深腔四脊波导圆极化器的加工方法。
背景技术:
2.作为射电望远镜和卫星通信天线中的关键部件之一,圆极化器扮演中重要角色。由于在保证0.75db轴比时的相对宽度最多为41%,传统的圆极化器已无法满足日益增长的宽频带应用需求。因此越来越多的关注转移到四脊波导圆极化器的研究上来。
3.脊波导圆极化器的性能的主要影响参数有,方波导口径尺寸、脊厚度、脊间距和脊长度。因此在加工过程中,要着重关注脊片特征的尺寸和脊片间的相对位置关系。
4.对于小型的圆极化器(例如,申请号为201821064809.0的中国专利“一种宽带四脊波导圆极化器”),其加工难点在于,如果内腔脊片上的台阶有凹槽,或者台阶特征处于深腔内,都会面临刀具无法进入完成加工的问题;电火花加工,由于表面的损伤,影响到信号的传递;3d打印技术由于技术成熟度和成本问题,还不能得到大范围的应用。因此,当前对于极化器的加工,需要将其拆分开来,将不能加工的内部特征变为外部特征,然后根据定位和连接设计,将拆开的部分分别加工后再组装起来。以四脊极化器为例,现有的加工方式是按照结构功能首先将其拆分成3部分,即两端的连接法兰和中间的方腔;然后再将中间的方腔按脊片数量进行拆分,即沿方腔内壁拆分成4部分,两两一组。这种方法需要解决两大问题:一是铝制薄壁结构的加工变形问题,拆分出的单件,壁厚往往很小,2~3mm,并垂直布置厚度小于1mm的台阶状脊片,为控制加工过程中的变形,往往需要依赖高精度、高转速的加工设备,并结合经验、试切或仿真等方式对加工参数不断优化,从而确定出成熟的工艺方案;二是拆分成4部分加工,虽然降低了结构的复杂性和直接铣削加工的难度,但是增加了装配过程中的误差累积。此外,方腔拆分成4部分,就需要4组连接螺钉进行连接,大大增加了结构的重量,尤其对于重量敏感的产品来说,这是不允许的。
技术实现要素:
5.有鉴于此,本发明提出一种小型高精度深腔四脊波导圆极化器的加工方法,该方法可减小加工误差,增强结构刚度,降低产品重量。
6.为了实现上述目的,本发明提供的技术方案是:一种小型高精度深腔四脊波导圆极化器的加工方法,包括如下步骤:(1)将小型高精度深腔四脊波导圆极化器进行结构拆分;(2)对拆分出的子结构进行定位设计;(3)对拆分出的子结构进行连接设计;(4)对拆分出的子结构进行其他辅助结构设计;(5)对拆分出的子结构分别进行加工,其中,内腔特征及定位和连接特征加工到位,其余部分留出加工余量,待组装后再加工;
(6)组装子结构;(7)加工法兰特征及步骤(5)遗留的特征,得到成品。
7.进一步的,步骤(1)中,小型高精度深腔四脊波导圆极化器的脊片段按脊片方向进行拆分,拆分数量小于脊片数量。
8.进一步的,步骤(1)中,沿中段的方腔的对角线将小型高精度深腔四脊波导圆极化器整体拆分成两部分;或者沿一组对称脊片的上下表面将小型高精度深腔四脊波导圆极化器整体拆分成三部分。
9.进一步的,步骤(1)中,先将小型高精度深腔四脊波导圆极化器的整体结构拆分为两端的法兰和中段的方腔结构三部分,然后再对方腔结构沿对角线或一组对称脊片的上下表面再次拆分。
10.进一步的,步骤(2)中,在一组接触面上对角位置上分别设计一对定位柱和定位孔;或者在一组接触面对角位置上均设计一对定位孔,然后靠额外增加一对定位销来实现定位。
11.进一步的,步骤(3)中的连接设计采用螺纹连接、激光焊接或电子束焊接。
12.进一步的,步骤(4)中,对于沿对角线拆分的方式,需要在外形上额外增加辅助结构,并在组装完成后加工去除;辅助结构的横截面为以原外形横截面的边长为斜边的等腰直角三角形。
13.进一步的,步骤(5)中,对于子结构中的2个垂直分布的薄脊片,首先铣外形、安装孔和加厚的脊片的台阶特征,然后采用慢走丝割出脊片厚度和脊片间形成的半封闭腔。
14.进一步的,步骤(5)中,对于沿一组对称脊片的上下表面拆分的方式,通过在脊片两端分别设计与脊片等厚的延长段,将一组脊片集成为一体,进行整体加工和组装,延长段在组装完成后加工去除。
15.进一步的,步骤(6)中,依靠增加的辅助结构特征作为夹持面,并通过量具测量外形尺寸,以判断组装是否到位以及是否存在非预期变形。
16.从上面的叙述可以看出,本发明技术方案的有益效果在于:1、本发明通过将结构拆分成两部分,一方面可以减少组装过程中的误差累积,另一方面,相较于当前按照脊片数量将结构拆分成四部分的设计,结构刚度增强,能有效缓解铣削薄壁结构过程中的加工变形问题。
17.2、本发明将器件内部的连接方式由原来的4组减少为2组,大大减少了重量,对于重量敏感的产品尤为适用。
18.3、本发明可以有效地实现采用传统机械加工手段难以实现的小型高精度深腔四脊波导极化器的加工,并且具有精度高的特点,其采用的技术方案工艺成熟,可操作性强,且技术方案成本较低,适用于批量化生产,适宜推广。
19.总之,本发明工艺成熟,易于实施,精度高,成本低,可以有效地实现小型高精度深腔四脊波导极化器的加工。
附图说明
20.为了更加清楚地描述本专利,下面提供一幅或多幅附图,这些附图旨在对本专利的背景技术、技术原理和/或某些具体实施方案做出辅助说明。
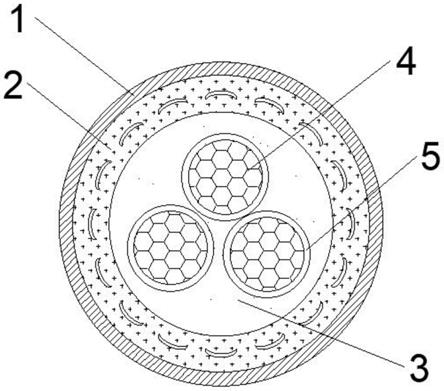
21.图1是本发明实施例中小型高精度深腔四脊波圆极化器的外形及内部结构示意图。
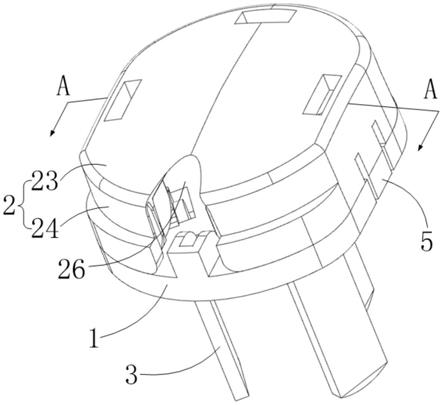
22.图2是沿方腔对角线拆分出的子结构示意图。
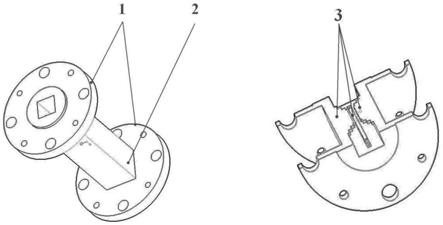
23.图3是辅助结构设计示意图。
24.图4是加工去除多余部分得到成品示意图。
25.图5是沿一组脊片上下表面拆分加工示意图。
26.图6是法兰拆分后再沿方腔对边拆分的方案示意图。
27.图7是法兰拆分后再沿脊片拆分的方案示意图。
具体实施方式
28.为了便于本领域技术人员对本专利技术方案的理解,同时,为了使本专利的技术目的、技术方案和有益效果更加清楚,并使权利要求书的保护范围得到充分支持,下面以具体案例的形式对本专利的技术方案做出进一步的、更详细的说明。
29.一种小型高精度深腔四脊波导圆极化器的加工方法,其主要包括如下步骤:(1)将小型高精度深腔四脊波导圆极化器进行结构拆分。
30.如图1所示,小型高精度深腔四脊波导圆极化器主要包括两端的圆形法兰1和中段的方腔2,方腔内部的长—径比大,且内壁上沿长度方向垂直对称均布有2组台阶状薄脊片3。无法/较难采用常规机械加工手段完成直接技工。因此,如图2所示,将其沿中段的方腔结构的对角线拆分成2部分,拆分出的子结构包括两端的半圆法兰结构4和中部的横截面为等边l形结构5,l形结构5内侧两端面上分别垂直布有一台阶状薄脊片6和7。这样原结构内腔中无法/难以直接加工的薄脊片特征便暴露出来,具备了采用常规机械加工手段进行加工的条件。
31.根据实际结构特征,可选择的拆分方式还有:如图5所示,可以沿一组对称脊片的上下表面将整体拆分成三部分,拆分出的子结构包括中间的脊片和上下的各带1个脊片的u型子结构。
32.如图6和图7所示,进一步的,对于两端法兰外形远大于中段方腔结构的情况,也可以选择首先将两端的法兰和中段的方腔拆分开来,再将中段的方腔沿对角线或脊片上下表面进行拆分。
33.(2)对拆分出的子结构进行组装过程中的定位设计。
34.如图3所示,选择在拆分出的子结构接触面对应位置上分别设计1组2个定位柱8和1组2个定位孔9;也可以在接触面处均设计定位孔,然后利用一对定位销来实现定位。
35.此外,对于(1)中所述的图6和图7中将两端法兰和中段方腔结构拆分来开的方案,还要考虑法兰和方腔结构间的定位,可采取的方式包括:1.保持方腔口部的正方形截面不变,法兰口部切割出一等截面的方形孔,依靠方形孔来定位;2.也可以将二者均设计成截面为圆形,依靠轴孔配合来定位。
36.(3)对拆分出的子结构进行组装过程中的连接设计。
37.采用激光焊接对贴合面10进行焊接。焊接前采用工装压紧,并用千分尺测量外形厚度尺寸11以保证压紧到位;然后开始焊接,焊接参数要靠试验确定,保证焊接过程既能满足连接要求,又不会影响到内腔的尺寸及表面;此外,还要评估焊接变形对整体结构精度的
影响是否可接受范围内,必要时根据仿真结果或者试验结果采用预补偿方式进行调整。
38.除激光焊接外,焊接方式上还可以采用电子束焊接;而对于对重量指标要求不严且具有足够空间的结构,还可以采取螺纹连接的方式。采用螺纹连接的连接设计如图5—图7所示。
39.另外,对于图6和图7所示的先将两端的法兰和中段的方腔拆分开来,然后再进行进一步拆分的方案来说,还要考虑法兰与中段方腔的连接,可选的方式除将连接位置设计成内外螺纹,或者采用钎焊外,还可以采用在接缝处打铝制骑缝钉(图6),或者将接缝处采用激光焊接或电子束焊接(图7)。需要注意的是,采用铝制骑缝钉的连接设计,在保证连接可靠的前提下,还能有效避免因异种材质热膨胀系数不同,可能引起的高低温环境下螺纹连接处松动的问题;同时,铝制骑缝钉重量小,易加工去除掉钉头等多余部位,可最大化保证外观和重量的要求。而如图7所示,如采用激光焊接,常常需要考虑设计工艺槽17,以便能越过多余的辅助结构(工艺槽17深度对应厚度的法兰结构),直接焊接有效区域18。
40.(4)对拆分出的子结构进行辅助结构设计。
41.如图3所示,考虑到加工和组装的便利性,对拆分出的子结构进行二次设计,增加辅助结构:1.将半圆形法兰设计成内接圆直径大于原法兰直径的半正方形法兰12,多余部分在组装完成后去除,以保证法兰各尺寸要求。
42.2.中部方腔结构的外部增加了2个截面为等腰直角三角形的辅助段13,三角形的斜边为等边l形的两条边,增加的结构可以用作后续组装过程中的夹持面和测量面。辅助段在组装完成后去除掉,以满足结构外形要求。
43.对于其他拆分方式,如图5所示,采用沿一组对称脊片的上下表面将整体拆分成3部分的方案,拆分出的子结构包括中间的脊片和上下的各带1个脊片的u型子结构。对中间的2个脊片两端增加辅助连接段设计,即在中间的脊片在两端各延处2mm宽的连接段,将一组的两个脊片连接成一个整体,一起加工和组装,并在方腔子结构组装完成后加工去掉。这样做一方面可保证2个脊片的位置度,另一方面2个脊片的定位设计可由原来的2组4个销钉减少为1组2个。
44.(5)对拆分出的子结构分别进行加工,原所属内腔特征及定位和连接特征加工到位,其余留加工余量供组装后再加工。
45.对(4)中重新设计增加辅助结构的子结构进行分别加工,先铣削外形,安装孔和加厚的脊片的台阶特征;然后慢走丝割出脊片厚度和脊片间形成的半封闭腔,得到方腔子结构。
46.另外,对于采取图5和图7所示的将方腔结构沿一组对称脊片拆分的方案中,考虑到脊片厚度较薄,加工方案上除通过选取合理的加工参数和切削路径以控制加工变形外,还可以采取将脊片厚度加大然后铣削外形,最后线切割切片得到设计要求的厚度;或者将厚度铣削加工到位后,将一件或多件脊片靠上下压板压紧,然后线切割得外形尺寸和定位、安装孔。上下u型子结构的加工方式既可以选取上述先铣削后慢走丝切割的方式,也可以全部采取铣削完成。
47.(6)组装子结构,组装过程中用千分尺、百分表等量具监测组装是否到位及是否存在非预期变形。
48.以定位柱8和定位孔9定位,调整并组装各子结构,采用工装夹紧,并通过千分尺等量具测量外形参考尺寸11,以保证组装后的结构满足内腔特征尺寸的要求,为保证能通过控制尺寸11来保证安装精度,设计过程中要进行工艺尺寸链计算,实现基准的转换。
49.然后开始焊接,焊接参数要靠试验确定,保证焊接过程既能满足连接要求,又不会影响到内腔的尺寸及表面;此外,还要评估焊接变形对整体结构精度的影响是否可接受范围内,必要时根据仿真结果或者试验结果采用预补偿方式进行调整。
50.此外,焊接方式上还可以采用电子束焊接;而对于对重量指标要求不严且具有足够空间的结构,还可以采取螺纹连接的方式。
51.(7)加工法兰特征及其他多余特征,得到成品。
52.平两端法兰端面14,加工连接止口15和连接孔16,去除多余的辅助结构13等,得到成品,如图4所示。
53.总之,本发明首先对不能整体加工的小型高精度深腔四脊波导圆极化器进行结构分析,将其分解成可直接加工并同时满足数量少和加工难度低的子结构;然后对拆分出的子结构进行定位设计、连接设计和加工及装配涉及的辅助结构设计;接着对各子结构进行分别加工,并在组装后加工去除多余部分,完成小型高精度深腔四脊波导圆极化器的加工。
54.本发明易于实施,精度高,成本低,可以有效地实现小型高精度深腔四脊波导圆极化器的加工,能较好地适应不同特征小型精密微波器件的加工,是对现有技术的一种重要改进。
55.需要理解的是,上述对于本专利具体实施方式的叙述仅仅是为了便于本领域普通技术人员理解本专利方案而列举的示例性描述,并非暗示本专利的保护范围仅仅被限制在这些个例中,本领域普通技术人员完全可以在对本专利技术方案做出充分理解的前提下,以不付出任何创造性劳动的形式,通过对本专利所列举的各个例采取组合技术特征、替换部分技术特征、加入更多技术特征等等方式,得到更多的具体实施方式,所有这些具体实施方式均在本专利权利要求书的涵盖范围之内,因此,这些新的具体实施方式也应在本专利的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。