1.绕线线圈用于电机,特别是旋转电机,如电动机和发电机。通常围绕薄片堆叠的杆/齿。在标准设计中,线圈通常不会以最佳的方式填充可用的结构空间。其结果为电机的功率密度或扭矩密度相对于线圈的重量或结构空间未优化。
背景技术:
2.相对于绕线线圈,其端部轮廓中铸造或重塑的线圈增加了功率或扭矩,或者在使用铸造或重塑的铝线圈期间减少了电机的重量。然而,由于复杂的几何结构,它们的生产成本很高。
3.因此,本发明的目的是在螺旋金属体、尤其是线圈的制造上,尽可能广泛地在程序上简化其复杂的几何形状。
技术实现要素:
4.本发明通过具有权利要求1的特征的方法实现了该目的。权利要求2至7揭示了该方法的可能实施例。权利要求8至13涉及螺旋金属体的实施例。
5.因此,本发明涉及一种螺旋金属体的制造方法,特别是由铝或铝合金制成的螺旋金属体,或者用铜或铜合金制成,其中,首先以一次成型方法或重塑方法或减成法,特别是机加工方法制造一个毛坯,然后借助于减成法将一个或多个凹槽引入所述毛坯,这些凹槽限定一个圆周螺旋线,其各自相邻的绕组彼此具有一定的间距,特别地,彼此间电绝缘。
6.通过所提到的制造方法,螺旋金属体的轮廓可以作为使用目的的功能和单独可用的空间,以及金属体的区域进行广泛的预制造,在铸造或其他一次成型、重塑或减成法中难以成型和集成的,可在随后的减成法中加工。实际的螺旋结构也可以首先在减成加工中通过引入凹槽来制造,例如,通过制造一个螺旋凹槽作为圆周螺旋槽,将制造的线圈的各个绕组彼此分离。对可能的减成法也作了进一步的讨论。
7.通过适当的方法,可以在机体内引入非常狭窄的槽,使相邻绕组之间的间距非常小,从而相应地优化结构空间的使用。
8.该方法的一个可能的实施例涉及以下事实:所述减成法利用减成加工装置实现,所述金属体绕其纵轴旋转,同时相对于平行于其纵轴的所述加工装置以平移的方式移动。这同时包括金属体的平移运动和加工装置的可能平移运动。
9.该方法的另一个可能的实施例涉及以下事实:所述减成法利用减成加工装置实现,所述加工装置围绕所述金属体旋转,同时所述金属体相对于所述加工装置的以平行于其纵轴的平移的方式移动。
10.本实施例还旨在同时包括下述可能性:金属体和平行于金属体纵轴的加工装置的相对运动由加工装置的运动产生。重要的只是加工装置和金属体的相对运动。
11.通过上述两种方法,可以以简单的方式将规则的螺旋结构引入金属体中,也可能是具有可变螺距的螺旋线,下文将对此进行说明。
12.该方法的另一个可能的实施例涉及以下事实:所述金属体或所述加工装置的旋转速度相对于在金属体中引入所述一个或多个凹槽期间移动的平移速度的比率随加工位置相对于所述纵轴的轴向高度的变化而变化。结果,螺旋线的螺距和螺旋线的各个绕组的高度在平行于螺旋线的纵轴的方向上被适当地调节并且也沿该纵轴变化。例如,当线圈的直径以及绕组的厚度在相对于螺旋的纵轴的径向方向上较大时,与在径向方向上绕组的直径和尺寸较小时相比,调节为较低的绕组高度是明智的。
13.该方法的一个可能的实施例涉及以下事实:所述减成加工是通过激光切割、水射流切割或机加工实现的。
14.上述加工方法使得快速加工具有足够的减成能力。
15.该方法的另一个可能的实施例涉及以下事实:在金属体的不同位置处同时实现所述减成加工,特别地,从所述金属体的内圆周表面和外圆周表面处同时实现所述减成加工。
16.为此,可以提供多种加工装置在金属体的不同地方相互平行运行,例如相邻,或者来自外圆周表面的一个加工装置,而另一个加工装置执行内周向表面的减成。
17.该方法的另一个可能的实施例涉及以下事实:在所述减成加工和/或通过减成加工的设计的同时,实现涂层,特别是电绝缘涂层和/或用于所述金属体后续涂层的表面预处理。
18.通过减成法,例如可以调整特定的表面粗糙度,这适用于进一步的加工,例如涂层。
19.此外,本发明涉及一种螺旋金属体,特别是其外部轮廓为锥形或椎体的由铜或铝或铝合金或铜合金制成的螺旋金属体,其中螺旋线沿所述金属体的纵轴延伸,并且金属体的外部轮廓至少部分地沿纵轴从其第一端部在朝向其第二端部的方向上不断加宽,分别测量出螺旋线各个绕组平行于螺旋线纵轴的高度,螺旋线的各个绕组的高度沿着金属体的纵轴从第一端部到第二端部减小,特别是在一定程度上,使得所述各个绕组沿纵轴的横截面的面积是相同的。
20.由于螺旋线各个绕组的设计高度是可变的,绕组的横截面面积不会有很大的可变性。也可以选择各个绕组的高度,使所有绕组的横截面面积基本上相同。可能的情况是,最后的绕组必须在绕组端部进行调整或者会显得尺寸过大。通过对具有恒定横截面的绕组进行合理分布,可以避免或减少绕组在运行过程中局部发热的情况。
21.此外,本发明涉及一种螺旋金属体,特别是其外部轮廓为锥形或椎体的由铜或铝或铜合金或铝合金制成的螺旋金属体,其中所述螺旋线沿所述金属体的纵轴延伸,并且金属体的外部轮廓至少部分地沿纵轴从其第一端部在朝向其第二端部的方向上不断加宽,至少在金属体轴长度的一部分上,所述螺旋线的绕组分别具有径向外部界定表面和径向内部界定表面以及第一轴向顶面和第二轴向顶面,并且所述金属体纵向截面中绕组的轴向顶面包括与其纵轴成小于90度的角度α,特别地,相邻绕组的两个相邻的轴向顶面间相互平行。
22.本实施例的基本概念是,在上述螺旋体的产生形式中,特别是在毛坯锥形外轮廓的情况下,毛坯纵向截面螺旋路径之间的凹槽或槽的延伸方向无需垂直于螺旋线的纵轴。在毛坯的纵向截面,优化后(即相对于材料减成最小化)的凹槽既不垂直于纵轴,也不垂直于外轮廓,而是在中间,在很多情况下会相对于毛坯的纵轴略微倾斜90度。这个方向定义了从金属体外轮廓/外圆周表面延伸到金属体内圆周表面的尽可能短的切口。因此,在制造螺
旋线时,不仅要达到去除材料最小化,而且要达到剩余材料最大化,即可用的导体横截面最大化。通过独立绕组的轴向顶面,可以理解为横截面为方形的绕组,相对于螺旋线/线圈的纵轴,绕组的两个表面分别从绕组的径向外侧延伸到其径向内侧,从而紧靠螺旋线相邻绕组之间延伸的槽/中间空间。
23.此外,该实施例涉及一种螺旋金属体,其中角度α大于90度减去β(α>(90
‑
β)),β为金属体的圆锥角。这一定义引申出以下事实:在螺旋线的纵向截面,绕组之间的凹槽不会垂直扩展到内部或外部轮廓/圆周表面,而是在内圆周表面的垂线和外圆周表面的垂线之间延伸的方向上,因此相对于槽的长度进行优化,因为在这个方向上,毛坯/金属体的内圆周表面和外圆周表面之间的距离最小。
24.另一个实施例涉及一种螺旋金属体,其具有一个中心的、轴向对称的圆柱形或圆锥形凹槽。
25.特别地,在绕组之间的槽/中间空间对齐时(相对于螺旋线纵向轴上的垂线倾斜),上述优点可以通过螺旋线的轮廓来实现,其中螺旋线的壁厚在其长度上变化。尤其是螺旋线的锥形外轮廓和圆柱形中央凹槽。然而,根据线圈/螺旋线要适应的薄片堆叠的形状,也可以形成不同的中央凹槽,例如圆锥形或方形横截面,使得螺旋线中的导体横截面尽可能大。
26.进一步优化的实施例涉及螺旋金属体,其中,选择角度α,使得金属体纵向截面中的金属体的外圆周表面和内圆周表面间的凹槽长度最小。
27.另一个实施例涉及一种螺旋金属体,所述螺旋线的绕组的高度沿金属体的纵轴从第一端部到第二端部减小,特别是在一定程度上,使得各个绕组沿纵轴的横截面的面积是相同的。结合绕组间中间空间的对角位置/倾角,可以通过这种方法进一步优化螺旋的当前承载能力。
附图说明
28.在下文中,本发明将参考附图对其进行说明和解释。由此可见:
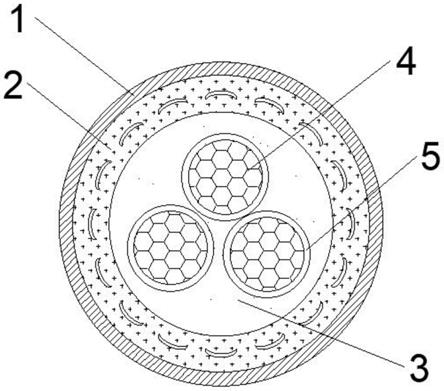
29.图1为薄片堆叠齿上螺旋金属体的示意性纵向截面图;
30.图2为具有图1所示外轮廓的金属体铸模的纵向截面图;
31.图3为用于在金属体中产生连续螺旋凹槽以产生螺旋形状的装置;
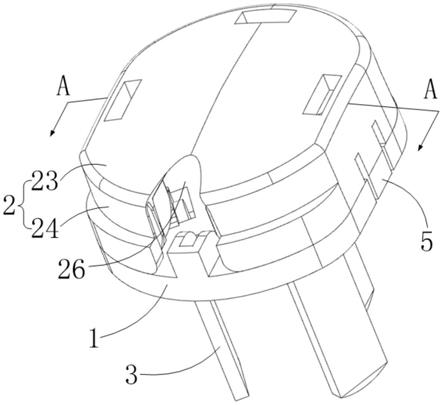
32.图4描述了一个在各个绕组之间具有中间空间/槽的螺旋金属体,且这些中间空间/槽相对于螺旋线的纵轴倾斜超过90度。
具体实施方式
33.图1示出了螺旋金属体1以线圈形式放置在薄片堆叠齿6上的纵向截面图,所述螺旋金属体1的外轮廓和所述螺旋金属体1的外周表面从沿纵轴2的第一端部1a开始一直延伸到第二端部1b。螺旋体的直径d(在本例中为锥形)从该螺旋金属体1的第一端部1a到第二端部1b不断增加。在螺旋金属体1中,示出了近似平行的槽100和101,严格地说,它们代表圆周螺旋槽或螺旋凹槽的槽部分。在这方面,每当在本文中提到分隔螺旋线圈的槽或凹槽,通常是指槽部分或螺旋圆周凹槽的零件/部分。槽100和101与各个绕组3、4、5一起限定了圆周螺旋线。
34.由于金属体1的内圆周表面为圆柱体,外圆周表面为锥体,因此分别垂直于纵轴2的各个绕组的厚度从螺旋的第一端部1a到第二端部1b逐渐增加。从图1中可以看出,各个绕组的高度h从第一端部1a到第二端部1b相应地降低,因此理想情况下各绕组的横截面是相同的。
35.除本质上是圆柱形的旋转电机的薄片堆叠齿6之外,还示出了相邻的齿7。从齿6、7的轴之间的角度可以明显看出齿间结构空间向电机的外圆周方向增加,因此齿6、7间的结构空间可以通过锥形线圈得到最佳利用。
36.图2显示了用于制造锥形金属体的铸造模具8、9、10、12,如图1所示,其外部轮廓没有螺旋结构,也没有凹槽/槽来定义螺旋线中的绕组。根据本发明,这样的凹槽旨在首先在毛坯的后续制造步骤中合并,例如以铸造模具中铸造的固体金属体的形式。即使成型代表了生产这种毛坯的有利方法,也可以使用任何其他生产方法来生产这种毛坯,例如机械加工或增材制造方法。
37.铸造模具包括基体10,优选地,其由陶瓷制成或具有陶瓷涂层,以及一个圆柱形模芯12,其同样可以包含陶瓷或涂覆陶瓷。该基体由沿线11连接的两部分10a、10b组成。该模型用于在钢制支撑模具8中按箭头13的方向铸造。该基体10的外锥体与钢质支撑模具的锥形凹槽9相配合,使基体的各部分在钢模具中以形状配合的方式被压在一起,且不受热力和膨胀的影响。在模具中,毛坯被浇铸在基体10中,例如铝或铜。
38.图3显示了一个部分加工的锥形毛坯14,其形式是由铜或铝制成的具有连续的、中心的圆柱形凹槽14a的实心金属体。一种装置15,该装置仅被示意性示出并且在箭头17的方向上围绕其纵轴2可旋转和可致动地保持毛坯,同时允许毛坯的平移运动,在箭头16的方向上,这可以作为旋转函数来控制。
39.此外,还示出了加工装置18,其在该示例中以固定方式配置但也可以代替毛坯14进行致动。该加工装置可以在与箭头16相反的方向上直线移动,同时围绕毛坯进行旋转运动。
40.加工装置18具有减成装置19,其产生减法束,例如粒子束、水射流或激光束,能够在毛坯中加工/切割螺旋凹槽201,该凹槽从外圆周表面31到达内圆周表面30,即直到圆柱形凹槽14a。在同时进行平移和旋转运动时,必然会产生螺旋凹槽,以便在毛坯上保持螺旋结构。
41.通过束控制,还可以同时使凹槽的边缘(至少在毛坯的外周表面)在凹槽的一侧或两侧形成倒斜角和倒圆角。
42.通常在锥形毛坯的外圆周表面31上,槽形凹槽的一个边缘是锐角,而另一个边缘是钝角例如,也可以规定只有锐边是倒圆角或倒斜角。
43.图4示出了具有锥形外轮廓和外圆周表面31的锥形螺旋金属体1’以及具有圆柱形内圆周表面30的圆柱形中央凹槽20。作为示例给出的槽/槽部分201、202、203包括与螺旋线纵轴2所成的各个角度。例如,槽202与纵轴2之间的角度用α表示。所述金属体的外圆周表面1’与纵轴的锥角用β表示。
44.槽201被定向为垂直于纵轴2,其槽平面位于金属体1
′
的所示纵向截面中,使得所述角度α等于90度。
45.槽203被定向为其槽平面在金属体1
′
的所示纵向截面中垂直于金属体1
′
的外圆周
表面。在本例中,角度α明显小于90度。在图中,槽203的下侧由螺旋线的最下部绕组的轴向顶面35界定。与此相反的是同一绕组的另一个轴向顶面34。表面32是同一绕组的径向朝外的界定表面,而表面33是同一绕组的径向朝内的界定表面。
46.所述槽202被定向使得其定向在与纵轴2成直角的设置和与外圆周表面成直角的设置之间。这种定向使得径向的槽的长度最小化,因此最小化了引入一个或多个槽的加工,同时也最大化了螺旋线的剩余导电材料。
47.通过本发明,沿纵轴具有潜在可变截面的铸型或重塑线圈的制造被程序化地分为两个部分步骤:首先,生产一个简单的实心预制件/毛坯,优化结构空间几何形状,例如具有可变壁厚。然后,通过旋转和平移运动(“剥落”)的叠加加工剥落或更普遍地,通过减成加工,在毛坯中引入凹槽,例如槽,从而产生绕组。该绕组螺旋线/线圈的长度相对于螺距高度/绕组高度,或者相对于螺旋线的纵向高度,或者例如相对于螺旋线径向的厚度是可变的。
48.因此,特别适用以下特点:
49.a)本发明可通过在预制件/毛坯上进行螺旋减成,应用于生产电子线圈、(机械)弹簧或螺旋线。
50.b)螺旋减成过程(“剥落过程”)是由减成工具或减成束与预制件之间的旋转相对运动与平移相对运动叠加而产生的。
51.c)通过控制沿预制件纵轴位置的平移运动函数,可以在剥落过程中实现不同的绕组高度。
52.d)因此,通过控制平移运动,所产生的绕组的横截面表面可以在可变壁厚的预制件的高度上保持恒定。
53.e)上述剥落运动中的切割是通过激光、电子束、水射流或其他适合切割金属或其他导电材料的方法进行的。
54.f)切割过程可以通过多个平行切割在多个平面上同时进行,这些平行切割之间的间距可以被控制,并与平移运动相协调。切割过程可以从金属体的内部、内圆周表面或外圆周表面进行,也可以同时从内圆周表面和外圆周表面进行。
55.g)考虑到切割加工和涂层应用(例如绝缘或保护涂层),预制件/毛坯在剥落过程之前具有后续线圈的几何形状/外轮廓和(或螺旋或弹簧)的内轮廓。
56.h)预制件由导电材料组成,例如由铝或铜制成,可以通过一次成型、重塑或机加工方法进行生产。
57.j)铝预制件/毛坯的成型例如可以通过压铸或压条等方法实现。关键是预制件相对于后续线圈的端部轮廓闭合几何形状。借助剥落过程,线圈的各个绕组是由预制件制成的。
58.k)铜预制件的成型可以在例如低压浇铸方法中、所有其他当前的铜浇铸方法中或者通过重塑或机加工方法进行。
59.l)在铜预制件的铸造过程中,可以使用永久模具形式的陶瓷模具嵌件。因此,永久模具的寿命可以显著提高。在铸造过程中,预制件完全与模具和模具嵌件的陶瓷表面接触。
60.m)将预制件的成型和绕组生产的剥落过程分离大大简化了预制件的制造。
61.n)在剥落过程中,既可以旋转预制件,也可以引导束源或切削工具绕预制件旋转。
62.o)对于平移运动,既可以移动预制件,也可以以相对于预制件的平移方式移动束源或切削工具。
63.p)借助光束源切割可以用来影响切割表面,例如通过适当的添加剂,以实现后续涂层的表面预处理。
64.q)剥落加工可以通过将切割过程与添加材料的引入相结合来扩展,从而形成同时电气绝缘。
65.在使用束切割期间,通过在金属体的槽入口和出口处引导束,可以实现切割边缘的同时倒圆,这可以优化随后的涂层工艺并改善绝缘。
66.作为一种特殊的方法,本文所述的剥落工艺和整个方法可以代替金属铸造体,也可以代替模型体。在消失模方法中,预制件的生产涉及到(如eps)模型的剥落,例如通过热丝切割或其他适合于相应塑料材料的切割方法。在消失模方法中,将提前通过剥落产生的模型进行浇铸,再进行加工,以形成导电线圈。
67.本发明的优点在于,在线圈/螺旋线(螺旋线、弹簧)的生产中,绕组横截面的几何形状随线圈长度的变化而变化,从而降低了成本并具有串联能力。相对于绕线线圈,对于电机来说,具有提高几何填充度和效率的优点,并具有以下优点。
68.在铜线圈生产方面,其优点是可以简化成型和延长工具的使用寿命。在铝线圈生产方面,其优势在于降低成本和简化成型工具或省去芯或插入件。
69.根据上述发明的制造方法,允许以简单的方式通过将该方法一分为二来制造相对复杂的螺旋金属体,其中毛坯的制造与螺旋形状的形成被分开。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。