1.本发明属于固定声腔靶技术领域,特别涉及一种固定声腔靶底座支架。
背景技术:
2.一般的固定声腔靶在使用过程中,底架要么是体积大不方便运输,要么是在安装过程中,安装步骤过于繁琐。这就使得在使用过程中需要投入更多的人力和物力去辅助靶机的存储运输和安装,所以市场上急需一款新式的便捷安装固定支架,来对这些问题进行优化改善和解决,使得工作的效率得到有效的提升。
3.固定声腔靶是一款常用的设计训练器械,具有结构简单,精度大等特点,一般在不使用支架的情况下,靶心高度可达到50~60cm。但由于使用场景较为复杂,需要对靶面进行提升高度,使射击者有一个更好的瞄准视角同时,又能更好的模拟正常人的高度,并且使靶机在使用过程中有一个更好的稳定性,故而靶机支架应运而生。
4.靶机支架即靶机的一种固定支架,它的作用是在提高靶面的高度的同时提供给靶机一个稳定性,使靶机在使用过程中遇到风吹和射击时不会出现晃动;靶机支架大概分为两类,一种是焊接固定式,采用焊接的方式把支架和底座焊接在一起;另一种是螺丝固定式,即在使用是需要螺丝对支架和底座进行连接固定,在训练结束后拆开螺丝,将支架拆解后进行存储。
5.目前市场上常见的靶机支架有两种,一种是直接通过管材焊接而成,这种管材焊接式支架是将支架和底座直接焊接在一起,他的优点是使用方便,可直接组装使用,但由于他的不可拆卸性,导致其在存放时就需要更大的空间,并且还会导致在运输过程中,消耗更大的人力和物力;第二种是螺丝固定式支架,这种支架优点是可以进行拆卸,这就很大程度上的节省了使用成本,但他的缺点也相当明显,那就是在安装过程中,需要人员在组装完支架后,用螺丝对支架和底座进行固定,这样对使用的效率有着很大的影响,同时,在长期使用过程中,由于螺丝的本身特性,他在长时间的振动下会慢慢松动,这样会导致靶机出现晃动等情况,造成安全隐患。针对以上技术缺点,本发明采用更改固定结构的方式来解决以上问题。
技术实现要素:
6.为解决上述技术问题,本发明提供一种固定声腔靶底座支架,包括底板、镶嵌槽和支架,底板的两端和中间上面分别设有镶嵌槽,底板上的镶嵌槽最外侧的两个开口在一个方向,中间的两个镶嵌槽开口在一个方向,且外侧镶嵌槽和中间镶嵌槽的开口方向相反;所述支架包括方管和铁板,方管的端面设有倾角,方管的倾斜端面与铁板焊接连接;镶嵌槽包括底部板、两侧竖板、两侧上盖板、后挡板,竖板连接在底部板的两端,竖直设立;上盖板为两块,位于竖板的上面向内侧水平延伸,两侧上盖板之间设有供方管移动的间隙;后挡板垂直于底部板、上盖板和竖板;镶嵌槽的槽口用于铁板滑动通过;上盖板上设有两个螺纹孔。
7.优选地,底部板的尺寸为84mmx80mmx5mm,竖板的尺寸为84mmx10.5mmx5mm,上盖板
的尺寸为84mmx24mmx5mm,后挡板的尺寸为90mmx15.2mmx2mm。
8.优选地,最外侧的镶嵌槽的表面,除了他的内侧面外,其余三面均与底座的三面对齐,底座的内侧面与和它相邻的镶嵌槽之间的空隙为30mm。
9.优选地,底板与镶嵌槽之间焊接连接。
10.优选地,同一上盖板的两个螺纹孔的中心距为60mm,螺纹孔距上盖板长边尺寸为10mm,距上盖板短边尺寸为12mm。
11.优选地,所述螺纹孔为m6螺纹孔。
12.优选地,支架选用40mmx40mm的方管,壁厚2mm,总长1m,方管的端面与横截面的夹角为30
°
;铁板的尺寸为84mmx78mmx5mm,四周倒角半径为10mm,方管的端面的斜边对应铁板的长边,40mm的边对应铁板的78mm的边,方管的端面与铁板之间焊接连接。
13.相比于目前市场上常用的固定式的安装方式,本发明可以进行拆卸,拆卸后仅为四根方管和一个小型靶机的体积,大大的减少了在存储或者运输过程中的物力和人力消耗。相对于螺丝锁紧式安装方式,本发明在安装过程中更加便捷实用,可节省大量的人力,大大缩短安装和拆卸工作所用的时间,很大程度上提高了工作效率;在恶劣天气时,本发明采用了镶嵌和螺丝锁紧两种固定方式,在安全上也要比仅为螺丝锁紧式提升了很多。
附图说明
14.图1是镶嵌槽的正视图。
15.图2是镶嵌槽的左视图。
16.图3是镶嵌槽的后视图。
17.图4是镶嵌槽与底板连接的结构示意图。
18.图5是支架的结构示意图。
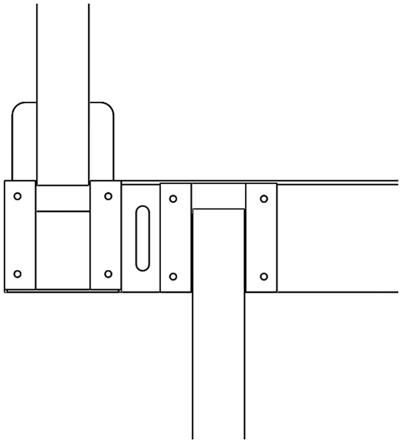
19.图6是本发明一种固定声腔靶底座支架的安装结构示意图。
具体实施方式
20.如图1
‑
6所示,本发明公开了一种固定声腔靶底座支架,包括底板7、镶嵌槽和支架,底板7的两端上面分别设有镶嵌槽,底板7的中间上面对应设有两个镶嵌槽;底板上的镶嵌槽最外侧的两个开口在一个方向,中间的两个镶嵌槽开口在一个方向,且外侧镶嵌槽和中间镶嵌槽的开口方向相反;最外侧的镶嵌槽的表面,除了他的内侧面外,其余三面均与底座的三面对齐,内侧面与和他相邻的镶嵌槽之间的空隙为30mm,所有的接触面焊接连接;镶嵌槽包括底部板1、两侧竖板2、两侧上盖板3、后挡板4,底部板1的尺寸为84mmx80mmx5mm,竖板2的尺寸为84mmx10.5mmx5mm,上盖板3的尺寸为84mmx24mmx5mm,后挡板4的尺寸为90mmx15.2mmx2mm;上盖板3上设有两个m6螺纹孔8,两个螺纹孔的中心距为60mm,螺纹孔距上盖板长边尺寸为10mm,距上盖板短边尺寸为12mm,四种板进焊接连接,上盖板距离螺纹孔10mm的一面朝向外侧,与竖板的朝向外侧的表面进行对齐,上盖板的两个侧面也与竖板的两个侧面对齐;后挡板的短侧面与竖板的外侧面进行对齐。
21.支架包括方管5和铁板6,支架选用40mmx40mm的方管5,壁厚2mm,总长1m,方管5的端面与横截面的夹角为30
°
,铁板6为一块,尺寸为84mmx78mmx5mm,四周倒角半径为10mm,方管5的端面的斜边对应铁板6的长边,40mm的边对应铁板6的78mm的边,贴合后焊接连接。铁
板6位于镶嵌槽中间的槽口内。
22.本发明主要采用焊接加镶嵌的技术来实现的,首先需要先制造镶嵌槽,使用激光切割机进行板材下料,需要切割出四种板材,底部板1的尺寸为84mmx80mmx5mm,需要生产一块,两侧竖板2的尺寸为84mmx10.5mmx5mm,需要生产两块,两侧上盖板3的尺寸为84mmx24mmx5mm,需要生产两块;后挡板4的尺寸为90mmx15.2mmx2mm,需要生产出一块。在下料结束后,我们需要对上盖板3进行二次加工,需要在上盖板3的上面进行钻孔攻丝,螺纹尺寸为m6,每块板子上需要两个螺纹孔8,两个螺纹孔的中心距为60mm,螺纹孔距上盖板3长边尺寸为10mm,距上盖板3短边尺寸为12mm。将切割好后的四种板进行焊接处理,以底部板1作为基准板,竖板2焊接在底部板1的84mm的两边,要求竖板2的上表面与底部板1的上表面进行对齐,侧面也同样进行对齐,对齐后在板子接触处进行焊接处理(与后挡板4安装的侧面,暂不进行焊接处理,仅另一侧的侧面和上表面进行焊接),焊接后将上盖板3进行对齐,上盖板3的距离螺纹孔10mm的一面朝向外侧,与竖板2的朝向外侧的表面进行对齐,上盖板3的两个侧面也与竖板2的两个侧面对齐,对齐后进行焊接处理(与后挡板4安装的侧面,暂不进行焊接处理,仅另一侧的侧面和外表面进行焊接),焊接完成后将后挡板4进行对齐,后挡板4的长侧面与底部板1的上表面对齐,后挡板4的短侧面与竖板2的外侧面进行对齐,对齐后进行焊接,将所有的连接处都进行焊接,保证连接处不出现虚焊漏焊现象。焊接后进行焊接处打磨,在保证强度的情况下焊接处没有明显的焊点。具体操作的方法和各板材拼接对齐的位置可参考图1
‑
3进行生产。将焊接好的镶嵌槽焊接在底板7上,焊接的方式如图4所示,底板7上的镶嵌槽最外侧的两个开口在一个方向,中间的两个镶嵌槽开口在一个方向,且外侧镶嵌槽和中间镶嵌槽的开口方向相反。最外侧的镶嵌槽的表面,除了他的内侧面外,其余三面均与底座的三面对齐,内侧面与和他相邻的镶嵌槽之间的空隙为30mm。对所有的接触面进行焊接处理,焊接完成后对外表面的焊接点进行打磨处理,在保证强度的情况下焊接处没有明显的焊点。
23.最后需要对支架进行加工,支架选用40mmx40mm的方管5,壁厚2mm,总长1m,在两端做一个30
°
的切角,在下料切割一块84mmx78mmx5mm的铁板6,四周倒角半径为10mm,将切割后的方管5的斜边对应铁板6的长边,原40mm的边对应铁板6的78mm的边,整体贴合后,直接焊接即可(效果图如图5)。
24.如图6所示,在安装过程中,直接将组合好的支架上的铁板6滑动进入镶嵌槽中(左边支架为正在安装状态,右边为已经安装完毕状态)。安装完毕后直立起来就可以进行设计训练。为了应对在极度恶劣的环境下训练,镶嵌槽配备了四个螺丝孔位,拧上m6的螺丝后即可。
25.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

