1.本发明涉及一种用于金属板的装饰膜以及包括该装饰膜的金属装饰板。
背景技术:
2.大多数家用电器在表面实施各种设计,具体地,在塑料产品的情况下,为了增加附加值,在表面上附接装饰片,从而实现由诸如金属的天然材料制成的设计。用于这种家用电器的金属板的常规装饰方法包括在成型前先涂覆涂料然后形成金属板的预涂金属(pcm:pre
‑
coated metal)方法。然而,用于装饰金属板的pcm方法具有金属板的外观不多样化而单一的特征。
3.pcm方法具有价格便宜但设计实现不好的问题,因此,为了改善该问题,开发了乙烯基涂层金属(vcm:vinyl coated metal)方法。vcm方法通过在聚酯膜(例如pet膜)基板上形成有装饰层的装饰膜的一个表面上层叠聚氯乙烯(pvc)膜,并且将pvc膜附接在钢板上来进行。然而,由于这些vcm仅具有pet,因此具有pet在后处理过程中被撕裂或由于可靠性问题而翘起或剥离的问题。
4.另外,在vcm方法的情况下,在高温和高湿环境下,pet翘起或变色或加工良率降低,因此存在以下问题:在钢板上热粘合后弯曲或折叠的过程中成型性降低,并且在压制、弯曲等加工过程中装饰膜翘起或剥离。
5.另外,在金属板等上层叠装饰膜后对金属板进行加工的后处理方法的情况下,由于装饰膜的伸长率降低的问题,存在由于膜被撕裂或变形因此后加工性大幅劣化的问题。
6.(专利文献1)韩国专利公开第2006
‑
78530号,“具有金属效果的装饰膜”。
技术实现要素:
7.技术问题
8.本发明的发明人为了解决这些问题进行了研究,其结果,开发出一种用于金属板的装饰膜,与在现有技术中使用的用于金属板的装饰膜不同,当通过在基膜上形成保护其表面的透明树脂层,然后在透明树脂层上按顺序地形成具有金属纹理等的印刷层和粘合层或底漆层,以制造用于金属板的装饰膜,然后将制造的装饰膜转印到金属板上的方法制造金属板时,由于被转印装饰膜的金属装饰膜的伸长率高,因此,即使装饰膜被附接在金属板上然后进行加工,该用于金属板的装饰膜也具有优异的成型性和后加工性。
9.因此,本发明的一个目的是通过改进现有技术中的问题,例如成型性变差、装饰膜在诸如压制或弯曲的后加工过程中翘起,提供与现有技术相比具有优异的成型性和后加工性的用于金属板的装饰膜及金属板的装饰方法。
10.本发明的另一目的在于提供一种通过使用上述金属板的装饰方法获得的金属装饰板。
11.本发明的目的不限于上述目的,本领域技术人员通过以下描述将清楚上述未提及的其它目的。
12.技术方案
13.为此,本发明提供一种用于金属板的装饰膜,包括:载体膜;粘合层;透明树脂层,所述透明树脂层包括通过多元醇与异氰酸酯化合物的氨基甲酸酯键合而形成的聚合物,并且所述透明树脂层设置在载体膜与粘合层之间;以及装饰层,所述装饰层设置在粘合层与透明树脂层之间。
14.此外,本发明提供一种金属装饰板,包括:金属层;透明树脂层;设置在金属层与透明树脂层之间的底漆层;设置在底漆层与透明树脂层之间的粘合层;以及设置在粘合层与透明树脂层之间的装饰层,其中,根据astm e 643
‑
09,金属装饰板具有6mm以上的埃里克森深度(厚度方向)。
15.有益效果
16.根据本发明,用于金属板的装饰膜与在相关技术中使用的用于金属板的装饰膜相比,具有高伸长率和优异的可加工性,从而即使将装饰膜附接在预先加工的金属板上然后进行加工,也表现出优异的成型性和可加工性,改善了在诸如压制、弯曲的后加工过程中用于金属板的装饰膜的翘起等的问题,并且防止白色残留物或裂纹产生在表面上。
17.本发明的效果不受上述内容限制,还包括更多的各种效果。
附图说明
18.图1是用于金属板的装饰膜的示意性剖视图。
19.图2是金属板的装饰方法的示意图。
20.图3是金属装饰板的示意性剖视图。
具体实施方式
21.将通过下面参照附图详细描述的实施例和实验例更清楚地理解本发明的优点和特征以及实现其的方法。此外,需要说明的是,附图只是为了易于理解本发明的精神,不应解释为本发明的精神限于附图。
22.然而,本发明不限于下面要描述的内容,而是可以以各种形式实施。提供以下内容是为了使本发明的描述完整,并向本发明所属领域的技术人员充分提供本发明的范围,本发明将由所附权利要求书来限定。
23.当相关的已知技术的具体说明被确定为使技术的要点变得模糊时,可以省略其详细描述。
24.在整个说明书中,相同的附图标记表示相同的元件。在附图中,为了清楚地描述,层和区域的尺寸和相对尺寸可能被夸大。
25.尽管术语“第一”、“第二”等用于描述各种部件,但是这些部件不受这些术语的限制。这些术语仅用于将一个部件与其他部件区分开来,除非另有相反的描述,当然,第一部件可以是第二部件。
26.在整个说明书中,除非另有相反的描述,否则每个部件可以是单数形式或复数形式。
27.在整个说明书中,当特定部分“包括”或“具有”特定部件时,除非另有相反的描述,否则表示可以进一步包括另一个部件,而不是排除另一个部件。
28.在本说明书中,除非另有相反的描述,否则“a和/或b”是指a、b或a和b,并且,除非另有相反说明,否则“c至d”是指c以上且d以下。
29.当一个元件或层被称为在另一个元件或层“上”时,该元件或层不仅可以直接在另一个元件或层上,而且可以在它们之间插入又一个元件或层。同时,当元件被称为“直接在
……
上”时,其表示在它们之间没有其他元件或层。
30.可以使用“下方”、“下面”、“下部”、“上方”、“上部”等的空间相关术语来容易地描述一个元件或部件与其他元件或部件之间的相关性,如图所示。空间相关术语应被理解为除了附图中所示的方向之外,还包括元件在使用或操作时的不同方向的术语。
31.在下文中,将参考附图更详细地描述本发明的实施例。
32.图1是用于金属板的装饰膜100的示意性剖视图。本发明的用于金属板的装饰膜100包括载体膜10、透明树脂层20、装饰层30和粘合层40。用于金属板的装饰膜100具有透明树脂层20设置在载体膜10上,装饰层30设置在透明树脂层20上,并且粘合层40设置在装饰层30上的结构。
33.在本发明中,载体膜10可以包括聚酯类树脂膜、聚烯烃类树脂膜、聚酰胺类树脂膜、聚丙烯酸酯类树脂膜、热塑性聚氨酯类树脂膜、聚碳酸酯类树脂膜、丙烯腈
‑
丁二烯
‑
苯乙烯(abs:acrylonitrile
‑
butadiene
‑
styrene)树脂膜等。聚酯类树脂膜的示例可以包括聚对苯二甲酸乙二醇酯(pet)树脂膜,聚酰胺类树脂膜的示例可以包括尼龙树脂膜,并且聚烯烃类树脂膜的示例可以包括聚乙烯树脂膜、聚丙烯树脂膜等。
34.在本发明中,载体膜10的厚度例如可以为约10μm以上至小于约100μm。当载体膜10的厚度小于约10μm时,用于金属板的装饰膜10的加工和处理特性是不利的,而当载体膜10的厚度为约10μm以上时,用于金属板的装饰膜100的价格竞争力可能会降低。为此,载体膜10的厚度例如可以为约20μm至约80μm。
35.在本发明中,载体膜10可以是其表面上具有预先加工的图案的膜。此时,在载体膜10的图案上形成透明树脂层20。当用于金属板的装饰膜100被接合到金属板,然后去除载体膜10时,载体膜10的图案保留在透明树脂层20的表面上,因此,透明树脂层20可以向金属装饰板提供表面纹理。
36.在本发明中,透明树脂层20可以包括通过聚丙烯酸多元醇和聚酯多元醇与异氰酸酯化合物的氨基甲酸酯键合而形成的聚合物。
37.通过将含有聚丙烯酸多元醇和聚酯多元醇以及异氰酸酯固化剂的涂覆液涂覆到载体膜10的一个表面上,然后将涂覆膜热固化,可以得到透明树脂层20,此时,透明树脂层20可以进一步包括三聚氰胺树脂等。
38.透明树脂层20可以包括聚丙烯酸多元醇和聚酯多元醇并且可以包括聚丙烯酸多元醇和聚酯多元醇的聚合物共混形式。此外,聚丙烯酸多元醇和聚酯多元醇可以是热固性树脂。例如,基于重量,聚丙烯酸多元醇和聚酯多元醇的含量比可以是95:5至50:50,优选为90:10至60:40,更优选为80:20至70:30。如果聚丙烯酸多元醇的含量超过上述范围,则具有高玻璃化转变温度的聚丙烯酸多元醇的含量过高,因此存在室温下的可加工性降低的问题,并且,当聚酯多元醇的含量超过上述范围时,存在硬度或抗拉强度劣化的问题。
39.聚丙烯酸多元醇可以包括丙烯酸酯重复单元。相对于透明树脂层的总含量,聚丙烯酸多元醇的含量可以是40重量%至80重量%。
40.聚丙烯酸多元醇的重均分子量为10,000~150,000,oh值可以为20koh mg/g~200koh mg/g(基于固体)。当聚丙烯酸多元醇的重均分子量超过150,000时,聚丙烯酸多元醇的粘度显著增大,并且在涂覆溶液的涂覆过程中可能会出现涂覆缺陷。当聚丙烯酸多元醇的重均分子量为10,000以下时,聚丙烯酸多元醇的耐化学性可能降低,从而对诸如mek的溶剂的耐溶剂性可能降低。进一步,考虑到聚丙烯酸多元醇的涂覆和耐化学特性,优选地,聚丙烯酸多元醇的重均分子量可以是50,000至100,000。
41.此外,当聚丙烯酸多元醇的oh值低于20koh mg/g时,聚丙烯酸多元醇不参与固化反应并且表面硬度降低,其结果,存在耐溶剂性、抗污染性等弱的问题。当聚丙烯酸多元醇的oh值大于200koh mg/g时,由于由未参与到固化反应中的羟基官能团引起的在耐湿性中外观的变化,存在难以应用于产品的问题。
42.聚酯多元醇可以包括酯重复单元。相对于透明树脂层的总含量,聚酯多元醇的含量可以是2重量%至20重量%。聚酯多元醇的oh值可以是10koh mg/g至600koh mg/g。
43.进一步,当聚酯多元醇的oh值低于10koh mg/g时,聚酯多元醇的oh当量非常低,即使形成涂覆膜,涂覆膜的表面也发粘或未固化而在辊对辊的过程中附接到基板,其结果,存在难以涂覆线(apply line)的问题。当聚酯多元醇的oh值大于600koh mg/g时,相容性变差,涂覆之后的涂覆膜不透明,并且,由于高oh值,加入固化剂之后粘度的增长很快而在涂覆过程中产生条纹,因此存在涂覆外观不好的问题。
44.图2为金属板的装饰方法的示意图。图3是通过图2的金属板装饰方法制造的金属装饰板的示意性剖视图。参照图2和图3,在制造金属装饰板200的过程中从用于金属板的装饰膜100中去除载体膜10,并且透明树脂层20构成金属装饰板200的最外层中的一层。
45.为此,透明树脂层20需要耐化学性,并且透明树脂层20的固化密度越高,耐化学性越高。然而,透明树脂层20的固化密度越高,在金属装饰板200的诸如弯曲的室温成型工艺中在透明树脂层20的表面上出现裂纹的可能性越大。
46.因此,为了通过高固化密度确保耐化学性并且通过提高韧性,使在室温处理的过程中可能出现裂纹的可能性最小化,通过使用由聚丙烯酸多元醇和聚酯多元醇与异氰酸酯化合物的氨基甲酸酯键合而形成的聚合物,获得透明树脂层20。返回参照图1,当描述装饰层30时,装饰层30可以是印刷层和/或金属纹理层。印刷层可以包括颜色和/或图案。印刷层可以用于通过颜色和/或图案赋予用于金属板的装饰膜100以美感。
47.本发明的印刷层可以是着色层或透明层。用于形成着色层的油墨组合物、印刷方法等不特别限制。例如,通过使用例如丙烯酸、氯乙烯
‑
醋酸乙烯酯共聚物、氨基甲酸酯、聚酯、纤维素衍生物、氯化聚丙烯、聚乙烯醇缩丁醛等的混合印刷油墨或涂料中的一种或至少两种,可以形成着色层。印刷层可以具有通过各种方法(例如,转移印刷、凹版印刷、丝网印刷、胶版印刷、转动印刷、柔版印刷等)形成的图案。
48.本发明的金属纹理层可以用于赋予用于金属板的装饰膜100以金属纹理。通过诸如溅射和热沉积的方法在透明树脂层20上沉积金属材料,可以得到金属纹理层。作为用于形成金属纹理层的金属材料,可以使用锡、铟、铝、铜、银、铂、铬、镍或其合金。
49.当装饰层30包括印刷层和金属纹理层这两者时,印刷层可以形成在金属纹理层上。换句话说,当装饰层30包括印刷层和金属纹理层这两者时,用于金属板的装饰膜100可以具有金属纹理层被设置于透明树脂层20与印刷层之间的结构。
50.本发明的装饰层30的厚度可以是约5nm至约10μm。装饰层30可以由金属纹理层形成,也可以包括金属纹理层和印刷层的叠层结构。此时,金属纹理层的厚度可以是约5nm至约100nm。
51.本发明的装饰层30可以由印刷层形成,也可以包括印刷层和金属纹理层的层叠结构。在这种情况下,印刷层的厚度可以是约0.1μm至约10μm。通过将印刷层的厚度保持在上述范围内,用于金属板的装饰膜100可以实现精确的印刷效果并确保干燥,从而提高可加工性和生产率。
52.参照图1至图3,粘合层40用于将用于金属板的装饰膜100接合到金属板80,具体而言,用于将用于金属板的装饰膜100接合到金属板80的底漆层82。构成粘合层40的材料可以不受限制地使用,只要该材料可以确保用于金属板的装饰膜100与金属板80的底漆层82之间的充分粘合即可,例如,该材料可以包括聚酯基树脂和固化剂。
53.图2是金属板的装饰方法的示意图,示意性地示出了将图1的用于金属板的装饰膜转印到金属板的过程,图3是从图2的金属板的装饰方法中获得的金属装饰板的示意图。
54.图2的金属板的装饰方法包括加热步骤、粘合步骤和去除步骤,通过该过程,可以将本发明的用于金属板的装饰膜转印到金属板。加热步骤示于图2(a),加热步骤用于准备金属板80并将金属板80加热至规定温度。即,加热步骤用于对金属层上涂覆有底漆层的金属板进行加热。金属板80包括金属层81和设置在金属层81上的底漆层82,并且底漆层82可以涂覆在金属层81的一个表面上。金属板80的加热例如可以在约200℃至约350℃下进行约5秒至约30秒。
55.接合步骤用于在加热步骤后将用于金属板的装饰膜100与金属板80的底漆层82接合,如图2(b)所示。如图2(b)所示,可以通过将用于金属板的装饰膜100设置在底漆层82上,然后将粘合层40和底漆层82彼此接合,使得粘合层40、装饰层30、透明树脂层20和载体膜10从金属板80的底漆层82按顺序地布置,而进行接合步骤。
56.去除步骤用于在接合步骤后从用于金属板的装饰膜100中去除载体膜10,通过去除步骤,获得图3的金属装饰板200。
57.参照图3,通过金属板的装饰方法获得金属装饰板,金属装饰板200具有底漆层82、粘合层40、装饰层30和透明树脂层20按顺序布置在金属层81上的结构。如上所述,透明树脂层20直接接触外部环境,例如空气,并且载体膜10未设置在透明树脂层20上。
58.金属层81可以包括选自由gi、egi、sus 304、sus 430和sus 201组成的组中的至少一种。金属层可以根据所使用的产品而变化,并且可以根据金属的种类而变化。金属层可以具有1mm至10mm的厚度,例如gi钢板可以具有5mm至8mm的厚度。
59.底漆层82可以包括聚酯类底漆。可以使用底漆层中包含的底漆而没有特别限制,只要该底漆是在本领域中使用的聚酯即可。底漆层的厚度可以为1μm至30μm,优选地10μm至20μm。
60.另外,粘合层40、装饰层30和透明树脂层20的配置与上述的用于金属板的装饰膜的配置相同。
61.根据astm e 643
‑
09,本发明的金属装饰板的埃里克森深度可以为6mm以上,优选为8mm以上,更优选为9mm以上,最优选为10mm以上。埃里克森深度是指在厚度方向上对固定销轴施加一定的力即将产生裂纹之前按压的深度(mm),该值越大,柔韧性(成型性)越好。
62.为了根据astm e 643
‑
09测量埃里克森深度,例如,将在5mm厚的egi钢板上以20μm的厚度涂覆有聚酯粘合剂底漆的金属板的表面加热至230℃的温度,转印本发明的用于金属板的装饰膜,然后在室温下冷却以去除表面上的载体膜。根据astm e 643
‑
09测量的埃里克森深度(厚度方向)可以为6mm以上,优选为8mm以上,更优选为9mm以上,最优选为10mm以上。
63.另外,基于根据astm d5402的mek损伤测试,透明树脂层可以具有50次以上、优选地70次以上、更优选地80次以上的光泽变化点。
64.另外,根据astm d3363,透明树脂层可以具有hb或更高,优选f或更高的表面硬度。
65.另外,透明树脂层可以包括通过聚丙烯酸多元醇和聚酯多元醇与异氰酸酯化合物的氨基甲酸酯键合而形成的聚合物,聚丙烯酸多元醇和聚酯多元醇的具体含量与在上述的用于金属板的装饰膜中的含量相同。
66.在下文中,将提供优选的示例以帮助理解本发明。然而,以下示例仅是对本发明的说明,对于本领域技术人员来说显而易见的是,在本发明的范围和技术构思内可以进行各种改变和修改,并且这些变化和修改本质上都在所附权利要求的范围内。
67.示例:示例1至3和比较例1至2
68.[示例1]
[0069]
将35重量份mek、35重量份mibk、15重量份mma、5重量份bma、5重量份苯乙烯、5重量份hema、0.3重量份正十二烷硫醇放入反应器烧瓶中,并在保持温度在60℃的同时在其中充入氮气。将0.5重量份aibn放入保持在60℃的反应器中以引起反应并反应12小时,以获得分子量为100,000的丙烯酸酯多元醇。
[0070]
包括80重量%(基于固体含量)的上述得到的聚丙烯酸多元醇和20重量%(基于固体含量)的聚酯多元醇(unitika(日本)的ue
‑
3620聚酯多元醇),并且,相对于100重量份(基于固体含量)的聚丙烯酸多元醇和聚酯多元醇,包括10重量份异氰酸酯类固化剂(aekyung chemical的ak
‑
75),以制备透明树脂溶液。使用聚对苯二甲酸乙二醇酯树脂膜(pet膜)作为载体膜,将透明树脂溶液以10μm的厚度涂覆在pet膜上,然后在110℃下干燥2分钟,以形成热固化透明树脂层。随后,在透明树脂层上,使用凹版印刷机以1μm的厚度形成由71重量份聚氨酯油墨粘合剂(samyoung ink,nt
‑
medium)、25重量份mek和4重量份铝浆(asahi kasehi,fd
‑
5060)制备的印刷层。使用凹版印刷机,以1μm的厚度形成使用聚异氰酸酯作为固化剂的聚酯类粘合剂底漆(30重量份skc skybon_es_460m、35重量份mek、28重量份甲苯和7重量份多异氰酸酯固化剂dow,voranate t
‑
80)制造商名称、产品名称)的粘合层。此时,将印刷层和粘合层在100℃下干燥2分钟以制备用于金属板的装饰膜。
[0071]
[示例2]
[0072]
除了使用90重量%的聚丙烯酸多元醇和10重量%的聚酯多元醇之外,以与示例1相同的方式制备用于金属板的装饰膜。
[0073]
[示例3]
[0074]
除了使用70重量%的聚丙烯酸多元醇和30重量%的聚酯多元醇之外,以与示例1相同的方式制备用于金属板的装饰膜。
[0075]
[比较例1]
[0076]
除了仅使用聚丙烯酸多元醇而不使用聚酯多元醇之外,以与示例1相同的方式制
备用于金属板的装饰膜。
[0077]
[比较例2]
[0078]
除了仅使用聚酯多元醇而不使用聚丙烯酸多元醇之外,以与示例1相同的方式制备用于金属板的装饰膜。
[0079]
实验例
[0080]
<透明树脂层的耐化学性试验>
[0081]
在将金属层上涂覆有底漆层的金属板在230℃的温度下加热后,将示例1至3和比较例1至2的用于金属板的装饰膜转印到金属板,然后去除pet膜以制备样品。
[0082]
将样品在烘箱中在150℃下烘干1分钟,并在烘箱中在50℃下老化3天。根据astm d5402进行mek损伤试验,将五片棉絮重叠并浸渍在甲乙酮中30秒,然后使用3kg的荷重将含甲乙酮的棉絮在透明树脂层的表面上往复移动。
[0083]
在耐化学性测试之前和之后,观察到明显划痕的时间点被作为发生光泽的变化的时间点示于下表1中。
[0084]
[表1]
[0085]
类别光泽变化点示例180示例280示例350比较例135比较例225
[0086]
<用于金属板的装饰膜的伸长率测试>
[0087]
将在5mm厚的egi金属层上以20μm的厚度涂覆有聚酯粘合剂底漆的金属板(samyang steel co.,ltd.)在230℃的温度下加热后,将示例1至3和比较例1至2的用于金属板的装置膜转印到金属板上,然后去除pet膜以制备样品。
[0088]
根据astm e 643
‑
09,使用埃里克森装置在样品的厚度方向上对固定销轴施加一定的力,以检查即将出现裂纹前按压的深度(mm)。
[0089]
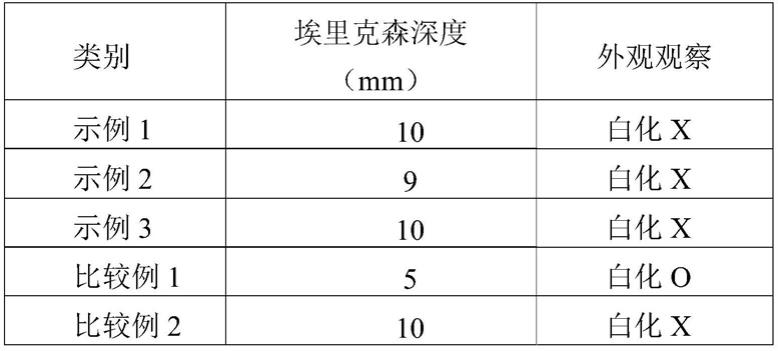
[表2]
[0090][0091]
如表2所示,示出了通过冲头的深度(mm)测量的埃里克森深度,在示例1至3中,发现由于埃里克森深度为10mm以上,因此柔韧性优异并且成型性优异。相反,在比较例1的情
况下,发现由于埃里克森深度小于6mm,由于柔韧性差,所以成型性不好,并且在表面上发生白化。
[0092]
<表面硬度测试>
[0093]
将在金属层上涂覆有底漆层的金属板在230℃的温度下加热后,将示例1至3和比较例1至2的用于金属板的装饰膜转印到金属板上,然后去除pet膜以制备样品。
[0094]
根据astm d3363,硬度通过使用铅笔(mitsubishi(三菱)2b
‑
2h)以1kg的载荷划伤涂覆的试样的表面来测量的,并且根据划伤的程度表示硬度。根据铅笔黑芯的硬度和浓度表示硬度值。
[0095]
[表3]
[0096]
分类表面硬度示例1f示例2f示例3hb比较例1f比较例22b
[0097]
<耐热性测试>
[0098]
将在金属层上涂覆有底漆层的金属板在230℃的温度下加热后,将示例1至3和比较例1至2的用于金属板的装饰膜转印到金属板,然后去除pet膜以制备样品。
[0099]
用切割刀以5mm的间隔划伤金属层后,使用埃里克森装置使划伤部在金属层上外观发生改变。此后,将金属层放入80℃的水中并放置1小时。
[0100]
表4示出了从水中取出金属层之后观察外观变化的结果。
[0101]
[表4]
[0102]
分类光泽和颜色的变化示例1无示例2无示例3有比较例1无比较例2有
[0103]
如表4所示,在示例1至2中,确认了光泽和颜色没有改变,但在示例3和比较例2的情况下,发现光泽和颜色发生了变化。
[0104]
虽然已经参照附图对实施例进行了描述,但是本发明并不限于这些实施例,而是可以通过结合每个实施例中公开的内容以各种不同的形式表现,本领域普通技术人员可以理解,在不改变本发明的技术精神或本质特征的情况下可以以其他具体形式实施本发明。因此,应当理解,上述实施例在所有方面都是示例性的,而不是限制性的。
[0105]
[附图标记的说明]
[0106]
100:用于金属板的装饰膜
[0107]
10:载体膜
[0108]
20:透明树脂层
[0109]
30:装饰层
[0110]
40:粘合层
[0111]
200:金属装饰板
[0112]
80:金属板
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

