一种可耐121
℃
高温蒸煮的pe膜及其制备方法
技术领域
1.本发明属于高分子材料技术领域,具体涉及一种可耐121℃高温蒸煮的pe膜及其制备方法。
背景技术:
2.为了提高食品的流通周期和货架寿命,用于食品包装的材料除了要有良好的机械性能,如拉伸强度,耐撕裂、耐冲击性能等,还需要包装材料具有较高的密封性能、阻隔性能和化学稳定性,如适合食品的高温消毒和低温储藏等。食品包装材料通常采用聚脂薄膜/铝箔/尼龙/流延聚丙烯薄膜或聚乙烯薄膜[pet/al/ny/rcpp或pe]复合包装袋。现有的pe膜耐高低温性能差,高温蒸煮易变软变形,低温冷冻脆裂,热封强度低,抗冲击性能差,制成的包装袋密封性能和阻隔性能差,包装易破裂,导致内容物泄漏变质。
技术实现要素:
[0003]
本发明所要解决的技术问题是提供一种可耐121℃高温蒸煮的pe膜,该pe膜具有良好的机械性能和耐高温蒸煮性能,蒸煮前后薄膜均具有较高热封强度。
[0004]
本发明的技术方案如下:
[0005]
一种可耐121℃高温蒸煮的pe膜,由电晕层、中间层和热封层共挤而成;所述电晕层材料为双峰茂金属中密度聚乙烯20
‑
50wt%和高密度聚乙烯50
‑
80wt%;所述中间层材料为双峰茂金属中密度聚乙烯和/或高密度聚乙烯;所述热封层材料为双峰茂金属中密度聚乙烯50
‑
70wt%和高密度聚乙烯30
‑
50wt%。
[0006]
进一步的,所述双峰茂金属中密度聚乙烯密度为0.931
‑
0.940g/cm3。
[0007]
进一步的,所述高密度聚乙烯熔融指数为0.7
‑
1g/10min,密度为0.95
‑
0.965g/cm3。
[0008]
进一步的,所述电晕层、中间层和热封层材料质量比为1
‑
3:1
‑
4:1
‑
3。
[0009]
进一步的,所述中间层材料为双峰茂金属中密度聚乙烯20
‑
60wt%和高密度聚乙烯40
‑
80wt%。
[0010]
进一步的,所述高密度聚乙烯的熔融指数为0.7
‑
1g/10min。
[0011]
一种所述的pe膜的制备方法,将电晕层、中间层和热封层材料分别加入挤出机中加热熔融,熔融后的各层物料经共挤、吹胀冷却、牵引定型,即得所述pe膜。
[0012]
进一步的,所述电晕层材料的熔体温度为180
‑
200℃。
[0013]
进一步的,所述中间层材料的熔体温度为180
‑
200℃。
[0014]
进一步的,所述热封层材料的熔体温度为180
‑
200℃。
[0015]
本发明具有如下有益效果:
[0016]
本发明选用的双峰茂金属中密度聚乙烯加工性能好,耐应力开裂性能好,机械强度高;选用的高密度聚乙烯具有良好的柔韧性、抗冲击性能、热封性能和纵横向力学性能。pe膜由各层材料共挤而成,层间附着力好,稳定性高,薄膜机械性能好,热封强度高,可耐高
低温,121℃/30min高温蒸煮后薄膜热封强度高,低温冷冻不易碎。将本发明pe膜与pet、al和ny复合制袋,制得的包装袋可耐121℃高温蒸煮,热封强度高,密封性能好,经久耐用,不易破损。
具体实施方式
[0017]
下面结合实施例对本发明进行详细的说明,实施例仅是本发明的优选实施方式,不是对本发明的限定。
[0018]
实施例1
[0019]
一种可耐121℃高温蒸煮的pe膜,由电晕层、中间层和热封层共挤而成;所述电晕层、中间层和热封层材料质量比为3:4:3;
[0020]
所述电晕层材料为双峰茂金属中密度聚乙烯50wt%和高密度聚乙烯50wt%;
[0021]
所述中间层材料为双峰茂金属中密度聚乙烯50wt%和高密度聚乙烯50wt%;
[0022]
所述热封层材料为双峰茂金属中密度聚乙烯70wt%和高密度聚乙烯30wt%;
[0023]
其中,所述双峰茂金属中密度聚乙烯的密度为0.934g/cm3;所述高密度聚乙烯的熔融指数为0.85g/10min,密度为0.961g/cm3。
[0024]
实施例2
[0025]
一种可耐121℃高温蒸煮的pe膜,由电晕层、中间层和热封层共挤而成;所述电晕层、中间层和热封层材料质量比为3:4:3;
[0026]
所述电晕层材料为双峰茂金属中密度聚乙烯20wt%和高密度聚乙烯80wt%;
[0027]
所述中间层材料为双峰茂金属中密度聚乙烯20wt%和高密度聚乙烯80wt%;
[0028]
所述热封层材料为双峰茂金属中密度聚乙烯70wt%和高密度聚乙烯30wt%;
[0029]
其中,所述双峰茂金属中密度聚乙烯的密度为0.934g/cm3;所述高密度聚乙烯的熔融指数为0.85g/10min,密度为0.961g/cm3。
[0030]
实施例3
[0031]
一种可耐121℃高温蒸煮的pe膜,由电晕层、中间层和热封层共挤而成;所述电晕层、中间层和热封层材料质量比为3:4:3;
[0032]
所述电晕层材料为双峰茂金属中密度聚乙烯20wt%和高密度聚乙烯80wt%;
[0033]
所述中间层材料为双峰茂金属中密度聚乙烯60wt%和高密度聚乙烯40wt%;
[0034]
所述热封层材料为双峰茂金属中密度聚乙烯70wt%和高密度聚乙烯30wt%;
[0035]
其中,所述双峰茂金属中密度聚乙烯的密度为0.934g/cm3;所述高密度聚乙烯的熔融指数为0.85g/10min,密度为0.961g/cm3。
[0036]
对比例1
[0037]
一种可耐121℃高温蒸煮的pe膜,由电晕层、中间层和热封层共挤而成;所述电晕层、中间层和热封层材料质量比为3:4:3;
[0038]
所述电晕层材料为双峰茂金属中密度聚乙烯;
[0039]
所述中间层材料为双峰茂金属中密度聚乙烯50wt%和高密度聚乙烯50wt%;
[0040]
所述热封层材料为双峰茂金属中密度聚乙烯;
[0041]
其中,所述双峰茂金属中密度聚乙烯的密度为0.934g/cm3;所述高密度聚乙烯的熔融指数为0.85g/10min,密度为0.961g/cm3。
[0042]
对比例2
[0043]
一种可耐121℃高温蒸煮的pe膜,由电晕层、中间层和热封层共挤而成;所述电晕层、中间层和热封层材料质量比为3:4:3;
[0044]
所述电晕层材料为高密度聚乙烯;
[0045]
所述中间层材料为双峰茂金属中密度聚乙烯50wt%和高密度聚乙烯50wt%;
[0046]
所述热封层材料为双峰茂金属中密度聚乙烯;
[0047]
其中,所述双峰茂金属中密度聚乙烯的密度为0.934g/cm3;所述高密度聚乙烯的熔融指数为0.85g/10min,密度为0.961g/cm3。
[0048]
一种所述的pe膜的制备方法,将电晕层、中间层和热封层材料分别加入挤出机中加热熔融,各层材料的熔体温度为200℃,熔融后的各层物料经共挤、吹胀冷却、牵引定型,即得所述pe膜。
[0049]
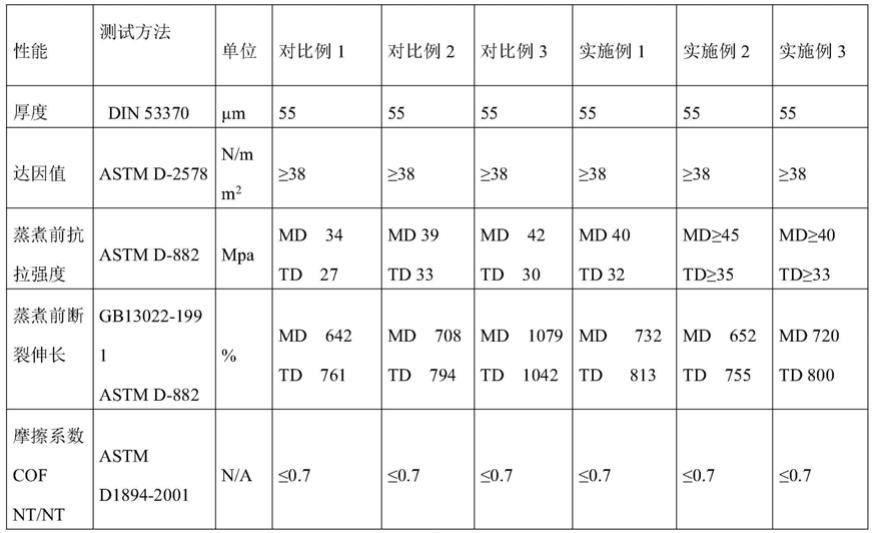
测试本发明可耐121℃高温蒸煮的pe膜实施例1
‑
3和对比例1
‑
3各项性能,对比例3为acmor的rf
‑
100
‑
006。测试结果见表1
‑
2:
[0050]
表1
[0051][0052]
表2
[0053][0054]
可见,本发明pe膜机械性能好,热封强度高。
[0055]
分别将本发明可耐121℃高温蒸煮的pe膜实施例1
‑
3和对比例1
‑
3与ny膜、铝膜和pet膜复合制成包装袋,测试包装袋121℃/30min蒸煮前后的性能,测试结果见下表:
[0056][0057][0058]
可见,由本发明pe膜制成的包装袋可耐121℃高温蒸煮,密封性能好,包装袋蒸煮前后均具有较高的热封强度。
[0059]
本发明可耐121℃高温蒸煮的pe膜具有良好的机械性能和耐高温蒸煮性能,蒸煮前后薄膜均具有较高热封强度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

