一种smt转贴机
技术领域
1.本实用新型涉及组装转贴设备,尤其涉及一种smt转贴机。
背景技术:
2.随着社会的不断进步和科技的快速发展,机械自动化、智能化是必然的发展趋势。smt即表面组装技术或表面贴装技术(surface mountedtechnology的缩写),是电子组装行业里最流行的一种技术和工艺,通常需要将不同的元器件等组装贴合在一起,比如金属贴片与相应的手柄产品和胶膜产品进行贴合组装等。但是,传统的人工组装方式,操作复杂,劳动强度高,耗费人力物力多、时间长,组装精度差,受操作人员技术水平等影响很大,容易造成产品污染、损伤等不良,从而生产效率和产品良率低,不便于生产管控,生产成本高。
技术实现要素:
3.本实用新型的目的是提出一种smt转贴机,可以解决上述技术问题中的至少一个,本实用新型的技术方案如下:
4.一种smt转贴机,包括机台及设置在机台上的第二放料装置、转贴平台、拉料装置、两个剥料装置、第一供料器、相机检测装置和吸片贴合装置,第二放料装置输出的料带由拉料装置拉动沿转贴平台进行输送,两种产品分别由两个剥料装置进行剥料,相机检测装置能够检测第一供料器供给的贴片以使吸片贴合装置能够精确吸取贴片,吸片贴合装置能够分别吸取两个剥料装置剥离出来的产品和第一供料器供给的贴片,并将两种产品和贴片转放在沿转贴平台输送的料带上进行贴合组装。
5.在一些实施方式中,第二放料装置与转贴平台之间还设置有导正机构。
6.在一些实施方式中,转贴平台包括用于料带通过的送料板,送料板上设置有至少一对第一限位块,料带能够沿送料板从两个第一限位块之间通过进行输送。
7.在一些实施方式中,吸片贴合装置包括吸头组件、驱动吸头组件沿y 方向直线运动的第一驱动机构及驱动第一驱动机构和吸头组件沿x方向直线运动的第二驱动机构。
8.在一些实施方式中,剥料装置包括机架,机架上设置有第一收料装置、第二收料装置及依次排布的第一放料装置、第一滚轴、剥离板和防黏接料板,第一收料装置位于第一滚轴的上方,第二收料装置位于剥离板的下方,第一放料装置输出的贴附有产品的料带依次通过第一滚轴和剥离板,料带上的盖膜先由第一收料装置进行收卷,料带再从剥离板与防黏接料板之间向下穿过,并由输送第二收料装置进行收卷,料带上的产品被自动剥离到防黏接料板上。
9.在一些实施方式中,机架安装在快装可调节底座上,快装可调节底座上并排设置有多个第一安装槽,第一安装槽的一端设置有第一挡板且其另一端设置有第一定位槽,机架上设置有与第一安装槽相配合的第一安装块及与第一定位槽相配合的第一锁紧块。
10.在一些实施方式中,第一锁紧块通过转动能够进入第一定位槽进行锁紧,第一锁
紧块上设置有第一扳手。
11.在一些实施方式中,剥离板靠近防黏接料板的一端设置有剥离刀及与剥离刀相配合的第一压板。
12.在一些实施方式中,剥离板上设置有两个第一导料块,两个第一导料块位于第一滚轴与剥离刀之间,料带沿剥离板从两个第一导料块之间通过进行输送。
13.在一些实施方式中,第二收料装置包括第二收料辊、驱动第二收料辊的第二电机、第一拉料辊及与第一拉料辊相配合的第一压辊,产品剥离后的料带先从第一拉料辊与第一压辊之间穿过,再由第二收料辊进行收卷。
14.本实用新型的有益效果是:在使用过程中,放置转贴组装后产品的料带由第二放料装置输出,并由拉料装置拉动料带沿转贴平台进行输送,两种产品分别由两个剥料装置进行剥料,比如手柄产品由其中一个剥料装置从相应的料带上剥离出来,胶膜产品由另一个剥料装置从相应的料带上剥离出来,相机检测装置通过检测第一供料器供给的贴片以使吸片贴合装置能够精确吸取第一供料器上的贴片,吸片贴合装置分别吸取两个剥料装置剥离出来的产品和第一供料器供给的贴片,再将两种产品和贴片按照要求转放在沿转贴平台输送的料带上进行贴合组装,从而实现产品的自动转贴组装,操作简单、方便,劳动强度低,有效地节省了人力物力和时间,而且设备的稳定性和可靠性高,组装精度高,减少了人为因素的影响,不易造成产品污染、损伤等不良,从而提高了生产效率和产品的良率,便于生产管控和产品的自动化生产,降低了生产成本。
15.另外,在本实用新型技术方案中,凡未作特别说明的,均可通过采用本领域中的常规手段来实现本技术方案。
附图说明
16.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
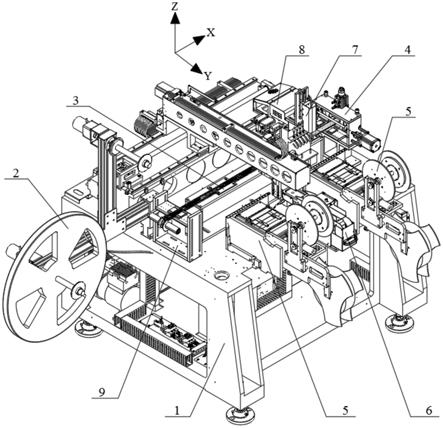
17.图1为本实用新型的一种实施方式的一种smt转贴机的立体图。
18.图2为本实用新型的一种实施方式的转贴平台的立体图。
19.图3为本实用新型的一种实施方式的拉料装置的立体图。
20.图4为本实用新型的一种实施方式的剥料装置的立体图。
21.图5为本实用新型的一种实施方式的剥料装置去除快装可调节底座的结构示意图。
22.图6为本实用新型的一种实施方式的快装可调节底座的立体图。
23.图7为本实用新型的一种实施方式的第一滚轴、剥离板、防黏接料板及第二收料辊的结构示意图。
24.图8为本实用新型的一种实施方式的第一滚轴、剥离板及第二收料辊的结构示意图。
25.图9为本实用新型的一种实施方式的第一供料器及相机检测装置的立体图。
26.图10为本实用新型的一种实施方式的吸片贴合装置的立体图。
27.图11为本实用新型的一种实施方式的导正机构的立体图。
28.附图中标号说明,机台1,第二放料装置2,转贴平台3,送料板31,第一限位块32,第一支座33,拉料装置4,第二支座41,第二拉料辊42,第三电机43,第二压辊44,第一调节机构45,过渡板46,剥料装置5,机架51,第一安装块511,第一锁紧块512,第一扳手513,第一吸板514,第二安装板515,第一导料板516,快装可调节底座52,第一挡板521,第一安装槽522,第一定位槽523,第一侧板524,第一放料装置53,第一滚轴54,第一限位轮541,剥离板55,剥离刀551,第一压板552,第一导料块553,防黏接料板56,第一收料装置57,第一收料辊571,第一电机572,第二收料装置58,第二收料辊581,第二电机582,第一拉料辊583,第一压辊584,第一传动机构585,第一安装板586,摆动卡扣机构587,第一卡板5871,第一转轴5872,第一摆杆5873,第一弹簧5874,第一连接板 5875,第一卡块588,第一供料器6,相机检测装置7,吸片贴合装置8,吸头组件81,第一驱动机构82,第二驱动机构83,第一底座84,导正机构9,第三支座91,第二限位块92,导正辊93,第二限位轮94。
具体实施方式
29.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例是本实用新型一部分实施例,而不是全部的实施例,仅用以解释本实用新型,并不用于限定本实用新型。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”、“两端”、“两侧”、“底部”、“顶部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“上级”、“下级”、“主要”、“次级”等仅用于描述目的,可以简单地用于更清楚地区分不同的组件,而不能理解为指示或暗示相对重要性。
31.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,也可以是一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
32.在本实用新型中,给出了x方向、y方向和z方向,z方向即竖直方向,x方向和y方向即水平方向,文中的“上”、“下”等都是以z方向作为基准来说的。
33.实施例:
34.如图1~11所示,示意性地显示了根据本实用新型的一种smt转贴机,包括机台1及设置在机台1上的第二放料装置2、转贴平台3、拉料装置4、两个剥料装置5、第一供料器6、相机检测装置7和吸片贴合装置8,第二放料装置2、转贴平台3和拉料装置4依次设置,两个剥料装置5和第一供料器6通常位于转贴平台3的一侧,吸片贴合装置8位于转贴平台3的另一侧,相机检测装置7位于第一供料器6的上方或能够移动到第一供料器6 的上方。放置转贴
组装后产品的料带由第二放料装置2输出,并由拉料装置4拉动料带沿转贴平台3进行输送,两种产品分别由两个剥料装置5进行剥料,比如手柄产品由其中一个剥料装置5从相应的料带上剥离出来,胶膜产品由另一个剥料装置5从相应的料带上剥离出来,相机检测装置7 通过检测第一供料器6供给的贴片以使吸片贴合装置8能够精确吸取第一供料器6上的贴片,吸片贴合装置8分别吸取两个剥料装置5剥离出来的产品和第一供料器6供给的贴片,再将两种产品和贴片按照要求转放在沿转贴平台3输送的料带上进行贴合组装,从而实现产品的自动转贴组装。
35.第二放料装置2与转贴平台3之间还设置有导正机构9,导正机构9 包括第三支座91,第三支座91上设置有两个第二限位块92,料带从两个第二限位块92之间穿过进行输送,从而防止料带跑偏。第三支座91靠近第二放料装置2的一端还设置有导正辊93,导正辊93上设置有两个第二限位轮94,料带能够沿导正辊93从两个第二限位轮94之间穿过,更加稳定、可靠。
36.转贴平台3包括用于料带通过的送料板31,送料板31设置在第一支座 33上,送料板31上设置有至少一对第一限位块32,通常多对第一限位块 32依次沿料带的输送方向排布,料带能够沿送料板31从两个第一限位块 32之间通过进行输送,从而防止料带跑偏,保证更好地在料带上进行产品的贴合组装。两个第一限位块32上还可以分别与料带的侧边相配合的槽体,料带沿送料板31从两个第一限位块32之间通过进行输送,料带的两侧边分别从两个第一限位块32上的槽体中穿过,能够防止料带上翘等,稳定性更高。
37.拉料装置4包括第二支座41,第二支座41上设置有第二拉料辊42、与第二拉料辊42相配合的第二压辊44及驱动第二拉料辊42的第三电机 43,第三电机43驱动第二拉料辊42转动,第二压辊44与第二拉料辊42 相配合拉动料带进行输送。第二支座41靠近转贴平台3的第一还可以设置有过渡板46,第二支座41上还可以设置与第二压辊44相配合的第一调节机构45,第一调节机构45包括安置第二压辊44的支架及设置在支架上的转轴,第二压辊44通过设置在第二支座41上的弹簧等弹性件弹性压靠在第二拉料辊42上,第二压辊44能够以支架上的转轴为中心进行摆动,从而能够适用于不同规格的料带,也具有缓冲保护的作用。
38.吸片贴合装置8包括吸头组件81、驱动吸头组件81沿y方向直线运动的第一驱动机构82及驱动第一驱动机构82和吸头组件81沿x方向直线运动的第二驱动机构83,第二驱动机构83安装在第一底座84上,吸头组件81通常包括若干真空吸盘及驱动真空吸盘上下运动的驱动机构,第一驱动机构82和第二驱动机构83可以采用气缸、油缸、电缸、直线模组、电机与丝杆相配合等方式。
39.第一供料器6通常采用柔性供料器,柔性供料器也称智能供料器、柔性振动盘、柔性上料盘等,是一种适用于工业自动化生产中小型零部件散料排列上料的装置。相机检测装置7可以固定在第一供料器6的上方,也可以通过相应的驱动装置能够移动到第一供料器6的上方,相机检测装置7 通常包括支架及安装在支架上的相机,比如体积小、重量轻、不受磁场影响、抗震动和撞击性好的ccd相机,相机检测装置7通过精确检测第一供料器6上的贴片的位置等情况,并反馈给吸片贴合装置8相应的信号,使得吸片贴合装置8能够精确吸取第一供料器6上的贴片。
40.剥料装置5包括机架51,机架51安装在快装可调节底座52上,通过快装可调节底座52便于机架51的快速安装和调整,操作非常方便。机架 51上设置有第一收料装置57、第二
收料装置58、第一放料装置53、第一滚轴54、剥离板55和防黏接料板56,第一放料装置53、第一滚轴54、剥离板55和防黏接料板56依次设置,第一收料装置57位于第一滚轴54的上方或斜上方,第二收料装置58位于剥离板55的下方或斜下方。待剥料的手柄产品或者胶膜产品贴附料带上,料带上还贴附有盖膜,产品位于盖膜与料带之间,贴附有产品的料带由第一放料装置53输出,然后料带依次通过第一滚轴54和剥离板55进行输送,再从剥离板55与防黏接料板56 之间向下穿过,最后由输送第二收料装置58进行收卷,当料带沿第一滚轴 54的下方通过后,料带上层的盖膜先由第一滚轴54上方的第一收料装置 57进行收卷去除然后再沿剥离板55进行输送,当料带从剥离板55与防黏接料板56之间向下穿过时,料带上的产品被自动剥离到防黏接料板56上,从而实现产品的自动剥料,剥离到防黏接料板56上的产品也便于吸片贴合装置8抓取以进行产品的组装贴合加工。
41.快装可调节底座52上并排设置有多个第一安装槽522,第一安装槽522 的一端设置有第一挡板521且其另一端设置有第一定位槽523,机架51上设置有与第一安装槽522相配合的第一安装块511及与第一定位槽523相配合的第一锁紧块512,根据具体的使用情况,第一安装块511与相对应的第一安装槽522相配合,然后通过第一锁紧块512与第一定位槽523相配合进行锁紧,从而能够实现机架51地快速安装和调节,操作简单、方便、快捷。快装可调节底座52的一侧还可以设置有第一侧板524,第一侧板524 与第一挡板521连接,结构更加稳固,第一挡板521上还可以设置分别与第一安装槽522相对应的定位孔,机架51上可以设置有能够与定位孔相配合的定位销,操作更加方便,稳定性更好。
42.通常,第一锁紧块512转动连接在机架51上,机架51上设置有与第一锁紧块512转动连接的转轴,第一锁紧块512上设置有第一扳手513,通过第一扳手513能够转动第一锁紧块512,使得第一锁紧块512的锁紧部能够转动进入第一定位槽523中进行锁紧,操作方便。此外,第一锁紧块512 也可以采用螺钉等紧固件进行锁紧或现有技术中其他合适的方式进行锁紧。
43.剥离板55靠近防黏接料板56的一端设置有剥离刀551及与剥离刀551 相配合的第一压板552,第一压板552位于剥离刀551的上方,料带从第一压板552与剥离刀551之间穿过,并从剥离板55与防黏接料板56之间向下穿过进行剥料时,第一压板552能够防止料带向上移动等,从而保证料带上的产品更精确、稳定地被剥离到防黏接料板56上。
44.剥离板55上设置有两个第一导料块553,两个第一导料块553位于第一滚轴54与剥离刀551之间,料带沿剥离板55从两个第一导料块553之间通过进行输送,从而能够防止料带偏移,保证料带更加稳定地输送和剥料。两个第一导料块553上还可以分别与料带的侧边相配合的槽体,料带沿剥离板55从两个第一导料块553之间通过进行输送,料带的两侧边分别从两个第一导料块553上的槽体中穿过,能够防止料带上翘等,稳定性更高。剥离板55上还设置有安置两个第一导料块553的安装槽,安装槽的长度方向垂直于料带的输送方向,通过安装槽也能够调整两个第一导料块553 相对位置和间距,便于适用于不同宽度的料带。
45.通常,第一放料装置53和第二放料装置2分别具有用于安置料卷的放料辊,第一收料装置57包括第一收料辊571及驱动第一收料辊571的第一电机572,第二收料装置58包括第二收料辊581及驱动第二收料辊581的第二电机582,放料辊、第一收料辊571和第二收料辊581上还可以分别设置用于定位料卷的夹盘,放料辊、第一收料辊571和第二收料辊581也可以采用气胀轴,便于适用大小的料卷。
46.第一滚轴54上设置有用于与盖膜相配合的两个第一限位轮541,当料带沿第一滚轴54的下方通过后,料带上层的盖膜沿第一滚轴54向上由第一收料装置57进行收卷,并且盖膜从两个第一限位轮541之间穿过,从而便于更好地对盖膜进行收料。第一收料装置57与第一滚轴54之间还可以设置用于料带通过的第一导料板516,稳定性更好。
47.第一放料装置53与第一滚轴54之间设置有用于料带通过的第一吸板514,第一吸板514上均布有多个吸孔,吸孔与相应的抽真空系统连接,料带沿第一吸板514通过,能够给料带一定的吸力,便于料带进行张紧以及更加稳定地进行输送。
48.防黏接料板56还可以安装在第二安装板515上,第二安装板515上可以设置有若干感应开关,感应开关能够检测、感应剥离到防黏接料板56上的产品,便于吸片贴合装置8能够更好地抓取以进行产品的组装贴合加工。
49.第二收料装置58还包括第一拉料辊583及与第一拉料辊583相配合的第一压辊584,第一压辊584通常位于第一拉料辊583的上方,第一拉料辊 583位于剥离板55的下方,产品剥离后的料带先从第一拉料辊583与第一压辊584之间穿过,再由第二收料辊581进行收卷,稳定性和可靠性更高。第二电机582通过第一传动机构585同步驱动第一拉料辊583和第二收料辊581,第一传动机构585可以采用带传动、齿轮传动、链传动等,比如第二电机582通过同步带机构与第一拉料辊583连接,并且第一拉料辊583 通过圆皮带传动机构与第二收料辊581连接,圆皮带传动机构结构简单,加工制造、组装等方便,成本低。
50.第一压辊584和剥离板55位于两个第一安装板586之间,第一压辊584 和剥离板55分别与其两端的第一安装板586连接,两个第一安装板586远离剥离刀551的一端分别与机架51转动连接,两个第一安装板586的另一端或剥离板55靠近剥离刀551的一端通过摆动卡扣机构587弹性卡紧,机架51上设置有分别与两个第一安装板586转动连接的转轴,剥离板55的两侧或者两个第一安装板586上分别设置有与摆动卡扣机构587相配合的第一卡块588,弹性卡紧的摆动卡扣机构587能够使两个第一安装板586、剥离板55和第一压辊584适量地上下摆动,便于适用于不同厚度的料带,能够保证产品更好地被剥离到防黏接料板56上,安装等操作也更加方便。
51.进一步地,摆动卡扣机构587包括两个第一卡板5871、第一转轴5872 及第一摆杆5873,两个第一卡板5871分别转动连接在第一转轴5872的两端,第一转轴5872的两端分别与机架51连接,第一转轴5872与第一压辊 584平行,两个第一卡板5871上分别设置有与第一卡块588相配合的卡槽,比如合适的弧形卡槽等,两个第一卡板5871通过第一连接板5875连接,第一弹簧5874,第一摆杆5873为l型,第一摆杆5873两边的交汇点与机架51转动连接,第一摆杆5873的一边平行压靠在第一卡板5871或第一连接板5875上,第一摆杆5873另一边的末端通过第一弹簧5874与第一卡板 5871或第一连接板5875弹性连接,第一摆杆5873另一边的末端即远离两边交汇点的一端,第一弹簧5874通常可以采用两端具有挂钩的拉伸弹簧,操作更加方便。当两个第一安装板586、剥离板55和第一压辊584上下摆动时,通过第一弹簧5874的弹性作用,两个第一卡板5871能够绕第一转轴5872进行转动,且第一卡板5871保持与第一卡块588卡接,从而实现摆动卡扣机构587对两个第一安装板586或剥离板55的弹性卡紧。此外,第一安装板586上还可以设置有限定第一卡板5871转动角度的限位部,比如限位斜面等。
52.机台1的底部可以设置有可调脚或带调整块脚轮,便于对设备整体移动和调平,操
作方便,从而提高设备的灵活性和稳定性。
53.与现有技术相比,本实用新型的优点有:实现了产品的自动转贴组装,根据具体的使用情况,机架51上的第一安装块511与快装可调节底座52 上相对应的第一安装槽522相配合,然后通过第一扳手513转动第一锁紧块512以使第一锁紧块512与第一定位槽523相配合进行锁紧,从而实现机架51地快速安装和调节,剥离到防黏接料板56上的产品也便于相应的机械手等取料装置抓取以进行产品的后续加工,弹性卡紧的摆动卡扣机构587能够使两个第一安装板586、剥离板55和第一压辊584适量地上下摆动,便于适用于不同厚度的料带,能够保证产品更好地被剥离到防黏接料板56上,第二电机582通过第一传动机构585同步驱动第一拉料辊583和第二收料辊581,产品剥离后的料带先从第一拉料辊583与第一压辊584 之间穿过,再由第二收料辊581进行收卷,操作简单、方便、快捷,劳动强度低,有效地节省了人力物力和时间,而且设备的稳定性和可靠性高,组装精度高,减少了人为因素的影响,不易造成产品污染、损伤等不良,从而提高了生产效率和产品的良率,便于生产管控和产品的自动化生产,降低了生产成本。
54.以上所述的仅是本实用新型的一些实施方式,仅用以说明本实用新型的技术方案,而非对其限制,应当理解的是,对本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以根据上述说明加以改进或替换,而所有这些改进和替换都应属于本实用新型所附权利要求的保护范围。在这种情况下,所有细节都可以用等效元素代替,材料、形状和尺寸也可以是任意的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

