1.本发明大体上涉及电子产品的制造工艺。具体地但不排他地,本发明涉及包含印刷型电子器件(electronic)与使用导电(conductive)油墨的制造工艺。
背景技术:
2.在电子产品制造业中,小型化是流行趋势。此外,应维持最小的制造成本,这意味着相对简单直接、高收益工艺,具有减少数量的处理阶段和材料浪费等其他因素。
3.尽管更传统的电子元件(诸如pcb(印刷电路板)、导体、部件(例如smd(表面安装器件))等等减小了尺寸,但是与印刷型电子器件相比它们中的许多仍然相对庞大。印刷型电子器件已经大体上显示出了薄、轻、柔性与快速的制造结构的趋势,但是大量的部件仍不能通过印刷来制造,至少不具备足够的经济性与可靠性。
4.因此,在许多场合可以合理地组合一些制造技术来获得具有想要的特性、收益与成本的产品。
5.将部件(诸如smd)安装在衬底(substrate)上的标准方法涉及:通过蜡纸(stencil,有图案或文字的模板)将导电焊膏安置到衬底上以形成数个小衬垫(pad),当衬垫仍湿润时将部件放置到所述衬垫上。可以使用回流焊炉来实现该附接。可以用粘合剂来固定衬底与衬底上的部件之间的机械或物理连接。替代地,可以使用导电环氧粘合剂代替焊料在衬底与部件之间提供电子与物理的结合(bond,接合)。
6.但是,以焊膏和导电粘合剂为基础的解决方案在一些使用场景中已经产生了问题。
7.特别是关于焊料,已经注意到,某些热敏的衬底或部件材料(诸如各种塑料)可能不足以禁得起使用焊膏所需的升高的温度,并将因此恶化。但是,焊料
‑
应用制造工艺趋向于具有大量的不同步骤,所述步骤涉及例如导体和焊垫的形成、加热以及机械强化行为(诸如环氧树脂的使用),这使得整个制造链相当复杂、耗时且成本高。
8.同时,已经发现由于例如毛细管作用(capillary action),导致导电粘合剂太有侵蚀性,从而传播太深进入邻近材料。例如,在与薄的、可能透明或半透明的材料相关时,广泛传播、清晰可见的粘合剂的迹线(trace)可能会基本上破坏最终产品的美感以及相关光学与电学的功能性,所述粘合剂的迹线的覆盖(coverage)或分布相当难以提前预测。但是,考虑到例如柔性的电子器件与相关使用情况,导电粘合剂(诸如硬化的环氧树脂)在固化后可能变得太硬且易碎,基本上不能承受任何弯曲(flex)或折弯(bend),并且因此在它们经受这种应力的应用中非常容易破碎。此外,即使这种粘合剂的电传导经常是相对适度的,它们也仅最适合弱电流、低效率的应用。
技术实现要素:
9.本发明的实施方案的目标为至少缓解在包含柔性衬底、导体和各种电子部件的电子产品的制造方面的现有技术布置中显而易见的上述缺点中的一个或多个。
10.该目标大体上通过制造方法与用该方法获得的电子产品来实现。
11.根据本发明的一个方面,用于制造电子产品的方法包括:
12.‑
提供柔性的、可选的基本上光学透明或半透明的衬底薄膜(substrate film),可选的平坦的衬底薄膜,
13.‑
可选地通过丝网印刷或喷墨在衬底薄膜上印刷导电油墨的数个导电迹线,所述迹线限定了数个导体和用于至少一个电子表面安装部件的触点(诸如引线、插脚或衬垫)的导电接触区域或“接触衬垫”,
14.‑
在预定的接触区域仍然湿润时将至少一个电子表面安装部件(诸如集成电路)安置在衬底薄膜上,以便使触点接触预定的接触区域,从而建立迹线与至少一个部件之间的电连接,以及
15.‑
进一步固定所述至少一个部件与衬底之间的物理连接。
16.可以使用二次成型(overmoulding)以便至少部分地将所安置的至少一个电子部件封装在模塑材料(优选为塑料)中,以保护所述至少一个电子部件并进一步将所述至少一个电子部件固定。在一个实施方案中,二次成型包括注射成型。可以使用包含迹线与部件的衬底作为其中的插入件(insert)。
17.替代地或附加地,可以应用粘合剂(诸如表面安装胶水)以将至少一个部件物理地固定至衬底。此外,可选择性地利用糊状
‑
浇料(glop
‑
topping)或通常不同的合适封装技术(诸如涂覆或灌封(potting,罐封))以保护和/或固定部件。
18.‑
在一些实施方案中,衬底薄膜可以是可热成型的且因此例如先于成型或在成型时可选地进行热成型,以在其中产生想要的形状。
19.‑
在另一个实施方案中,使用例如适合于该目的的焊炉(诸如回流焊炉)借助于干燥、加热和/或固化(cure)来固定衬底与部件之间的电结合和/或物理结合。
20.‑
在又一实施方案中,使用多种导电油墨。例如,一种或更多种油墨可以用来印刷所有或选择的导体,而一种或更多种其他油墨可以用来印刷导电安装位置(接触区域)中的至少一些。
21.‑
自然地,可以为前文所述的衬底提供多个电子表面安装部件,而不是提供仅一个。对于每个这样的部件,接触衬垫与导体区域可以通过导电油墨形成在衬底上。但是,可选地,衬底可以包括使用其他方式(诸如缠绕、锚定、螺钉固定等)电子/机械地固定到其上的数个电子器件和/或其他元件。
22.在另一方面,一种用于电子产品或装置的制造装置(arrangement)包括:
23.‑
印刷设备,可选为丝网印刷或喷墨设备,以在柔性的、可选的基本上透明或半透明的衬底上印刷导电油墨的数个导电迹线,所述迹线限定了数个导体和用于至少一个电子表面安装部件的触点的导电接触区域,
24.‑
安装设备,可选为取放机(pick and place machine),以在预定的接触区域仍然湿润时将至少一个电子表面安装部件(诸如集成电路)放置并调准在衬底上,以便使触点接触该接触区域,从而在它们之间建立电连接与物理连接,以及
25.‑
固定设备,可选为注射成型机和/或胶水分配(glue dispensing)设备,以进一步固定所述至少一个部件与衬底之间的物理连接。
26.例如,放置的电子部件可以被二次成型以便至少部分地将电子部件封装在模塑材
料(优选为塑料)中。
27.装置还可以包括数个额外的元件,诸如干燥/加热/固化设备,切割机等等。
28.可选地,装置的一个或更多个元件可以集成在一起。例如,印刷设备或安装设备也可以配置成向衬底提供粘合剂(诸如表面安装粘合剂)。在极端情况下,通过能被看作单独装置的设备来实施该装置。
29.在又一方面中,电子装置包括设置有经印刷的导电迹线的柔性衬底,所述导电迹线上限定了数个导体以及接触区域,至少一个电子表面安装部件被置于接触区域上以便与之电连接,所述部件通过例如成型塑料封装层和/或通过粘合剂来进一步物理地固定至衬底,所述成型塑料封装层覆盖部件与衬底的至少部分。
30.装置可以为基本上平面的或三维的。在后一种情况中,例如,初始可选的平面衬底薄膜可以先于成型或在成型时已设置有部件并弯成目标3d形状,在此期间薄膜充当插入件。
31.本发明的实施方案的效用源自于各种不同的问题。由于使用导电油墨来为部件建立导体迹线与接触衬垫,相对于许多现有技术的替代方案,所建议的方法涉及减少的制造步骤,因此产生简单的、短的以及有成本效益的整个过程。优选基本上为非粘性的导电油墨比至少大部分导电粘合剂能更好地承受拉伸、弯曲、震动等,且还具有更好的导电性。
32.衬底与其他元件还典型地经受比与基于
‑
焊料的设备结合(conjunction)所经受的热应力更低的热应力,这保护了它们的有利的性能并减少了生热制品(artifact)。
33.结果,可制造用于各种用途的柔性的、三维(例如弯曲/弧形的)、耐用、轻和/或薄的电子/塑料产品。例如,将表面安装部件与弯曲薄膜相结合变得可行。获得的结构将应用于消费性电子器件、移动装置(诸如平板电脑或智能手机)、汽车工业、用户界面、传感器、嵌入式电子器件、可穿戴电子器件、光学器件等等。
34.潜在地,因为可以通过利用例如传统非导电粘合剂(诸如环氧树脂)与例如注塑塑料的组合来将部件(诸如封装件或本体)固定至衬底来获得完全令人满意的物理附接,因而在本发明的情况中,不需要由一些传统粘合剂提供相当重要的(considerable)的物理固定特征。而且,可以选择(湿润的)油墨以便在随后的处理步骤(诸如加热和/或成型步骤)之前至少暂时帮助将部件保留在适当位置。
35.通过使用更多导电方面惰性的油墨和潜在非导电且仅提供物理/机械黏合的粘合剂,得到的制成的装置或一般产品的光学性能较高,这是因为消除了由侵蚀性、渗透性且通常有色的导电粘合剂造成的退化(deterioration)。可以避免或至少减少通常由导电粘合剂造成的在材料(诸如成型塑料)内的内部制品(诸如空气/气袋或“气泡”)的形成。
36.词语“数个”在此可以指任何从一(1)开始的正整数。
37.相应地,术语“多个”在此可以指任何从二(2)开始的正整数。
38.还在随附的从属权利要求中公开了本发明的不同实施方案。
附图说明
39.接下来,参照随附附图更加密切地说明了本发明的实施方案,在附图中:
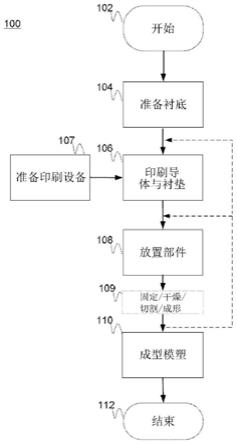
40.图1为公开了根据本发明的方法的实施方案的流程图。
41.图2通过本发明的实施方案示出了本发明的整体概念。
具体实施方式
42.参考图1,示出了根据本发明用于制造电子产品或者装置的一个可行实施方案的流程图。
43.在称作开始阶段的102处,进行必要的准备行动,诸如材料、元件以及工具大体的选择、获得与预处理。根据产品说明书与其他约束可以限定电路布局。可以对处理参数进行测试、调整与优化。
44.获得一种或多种导电油墨。一般可得到的导电油墨的实施例包括例如杜邦(dupont)5000
tm
与朝日(asahi)sw1600c
tm
。
45.有利地,与例如许多导电粘合剂相对照,选择的油墨是惰性的且承受流变性能(例如粘合或表面张力),使油墨能够在喷出或挤压(即油墨分配/印刷)期间充分流动,但防止过后油墨太容易地扩散进入邻近材料与结构。而且,干燥特性可以被优化。经印刷的油墨的优选的表面电阻率(sheet resistivity,薄片电阻率)可以为大约80mohm/sq(在大约10微米(μm)厚度)或更小,例如更有利地大约50mohm/sq或更小。
46.优选地,选择导电油墨以使其禁得住必需量的张力(如拉伸),以便产生的迹线在压力下保留它们的导电性和潜在的其他理想性能。在电子产品(考虑到例如成形)的制造工艺期间或稍后在电子产品的使用期间衬底可能受到应力。
47.导电油墨可以包含导电颗粒(诸如纳米粒)。颗粒可以为金属颗粒,诸如金属纳米粒,但是替代地或附加地,可以使用导电聚合油墨。
48.油墨可以包括例如作为导电材料的银、金、铜或碳。透明油墨可以用在如下应用中:例如模塑在衬底/部件上的材料为透明或半透明的,且潜在的导电迹线不应为明显可见的。
49.作为又一实例,ptf(诸如基于银的ptf(聚合物厚膜))膏型油墨能被用于将想要的电路设计(丝网)印刷在薄膜上。例如还可以使用基于铜或碳的ptf膏。
50.不需要油墨具有粘合性能,并且在大部分情况下,由于它们典型地引入了如之前已经说明的耐用性和可控性方面的问题,甚至不希望油墨有粘合性能。
51.优选地例如通过所设计的或至少适于该目的的表面安装粘合剂和/或使用合适的塑料材料对部件二次成型来固定衬底/迹线与电子部件之间的物理或机械黏合。因为电子连接是至少优选地通过导电油墨确定的,所以粘合剂可以为非导电的。
52.在决定可应用于该方法的元件和其他部件/电子器件时,必须特别注意的是,独立部件与材料选择一起工作且在选择的制造工艺后保存下来(survive),这应自然地优选地例如基于制造工艺对(vs)元件数据表或通过分析所生产的原型来预先检查。
53.在104处,获得衬底(诸如柔性的和/或平坦的衬底薄膜或替代的刚性衬底或多
‑
层/薄膜衬底)且可选地对衬底进行预
‑
处理(诸如涂覆或(表面)处理)以提升其粘附性能和/或用于其他目的。此外,在此处还可以执行初始成形(shaping)和/或切割操作。
54.根据例如三维成型,衬底薄膜可以包括例如承受相当合适的特性(诸如热成型性能和柔性)的聚碳酸酯(pc)或聚乙烯对苯二酸酯(pet)。
55.衬底的厚度可以根据薄膜要求的性能(诸如材料强度、柔性、弹性、透明度)和/或最终产品要求的尺寸而变化。衬底的厚度可以根据实施方案而选择。可以仅为毫米的十分之一或十分之几,或更厚,例如几毫米。
56.衬底/衬底薄膜可以含有用于容纳元件的数个结构(诸如凹部、腔或孔),所述元件可以包括电子部件、电子电路、导体、部件引线、插座等等。
57.在106处,通常根据预定的架构(schema)将导电油墨的导电迹线印刷在衬底上。迹线限定了导体区域与部件接触区域,或“衬垫”,所述区域可以依据油墨成分、油墨层厚度、大小等等可选地彼此区分开。但是,值得注意的是,鉴于例如形状或使用的油墨,预定的(下面的架构(schema
‑
following))接触区域不必须与导体区域区分开,且这两者可以至少局部地在衬底基本上显得相同,也就是一致或均质的。
58.步骤107涉及印刷设备的准备。例如,与丝网印刷结合,首先根据待制造的想要的电路设计来生成数个薄膜阳极(positive)。然后使用合适的曝光程序为丝网提供薄膜图像,在此之后变硬的丝网被提供给印刷机器或“印刷机(press)”。
59.一般地,用于印刷导电迹线或例如图形的可实施的技术包括丝网印刷、圆网印刷、凹版印刷、苯胺印刷、喷墨、移印等。在一些实施方案中,可以有选择地使用多种印刷技术。
60.例如,应优选地结合可用的印刷技术和薄膜材料来选择油墨,因为不同的印刷技术要求使用的油墨的不同流变性能。此外,不同印刷技术提供每时间单位油墨的变化量,这经常影响可获得的导电性图形。
61.替代地,导体和/或图形可以被至少部分设置在薄膜或整个衬底结构中。在一些实施方案中,可以使用上述ptf技术构建堆叠在一起的具有印刷的电子器件的多个潜在印刷的衬底层的多层解决方案,以至少局部地在初始衬底上形成多层、聚合衬底。
62.在108处,数个电子部件诸如表面安装的ic(集成电路)和/或其他部件(例如光电子学类发光二极管)被放置在衬底上。安置的部件大体上可以是有源的或无源的。待设置在衬底上的各种部件大体上可以基于表面安装技术。此外,能应用其他技术,诸如印刷技术。而且,考虑到例如表面安装的倒装芯片(flip chip),混合部件是可行的。
63.包括其触点的部件被放置成使得它们与衬底上的由导电油墨提供的预定的触点(衬垫)区域电耦接。另外,衬底与部件之间的物理黏合可以通过使用粘合剂加强或完善。例如,粘合剂可以为单部件表面安装环氧树脂。替代地或附加地,可以使用多
‑
部件粘合剂。如上文讨论的,粘合剂优选的是非导电的。
64.在一些实施方案中,接下来可以发生数个额外的处理阶段。在109处,油墨与可选的粘合剂可以被干燥、加热和/或固化。衬底可以被切割或以其他方式重新
‑
设定尺寸以用于随后的处理。
65.实际上,可选地,如在一些实施例中可以发生更复杂的成形,薄膜型衬底可以从基本上平坦的处理为基本上三维的。例如,这可以通过热成型且例如特别是通过真空成型或压力成型来完成。作为处理过程,热成型可以包括对薄膜加热以进入热成型窗(也就是在热成型窗中材料变成基本上柔软的以进行拉伸和成形),将薄膜置入模具中,施加真空以使薄膜贴着模具,以便薄膜模塑成模具的形状,让薄膜冷却而且同时施加真空并排出冷却的薄膜,该薄膜现在已经适应于根据模具想要的形状,通过解除真空和/或应用例如空气脱模(air ejection)来更容易地取出薄膜。可以在热成型之前或之后实施将薄膜切割成例如优选的尺寸。加热薄膜以进入热成型窗可以被可选地在例如模具的热成型器内部执行或者在热成型器外部(例如在烤炉内)执行。
66.考虑到使用真空或压力的优选热成型处理的参数与设置,如本技术领域技术人员
所理解的,给出极少量的进一步指导仅作为实例。热成型温度的下限的极少量近似实施例包括:pc 150℃、pet 70℃、abs 88℃
‑
120℃。通过将机械地空气压入模具或通过将真空吸入模具所得到的施加在薄膜上的压力对于单层薄膜结构来说可以大概超过100psi,对于叠层结构来说可以大概超过200psi。使用的三维薄膜与处理参数应被优选地选择为使得薄膜不会熔化或使得部件与之分离。
67.在110处,根据实施方案,例如,包括附接于衬底的部件的组件可作为插入件置于模具框架中且通过注射成型而二次成型。在衬底上塑形的材料可选的是透明的且可以包括聚合物,诸如聚碳酸酯(pc)、聚对苯二甲酸乙二醇酯(pet)、聚甲基丙烯酸甲酯(pmma),聚酰胺(pa)、环烯烃共聚物(coc)、环烯烃聚合物(cop),聚四氟乙烯(ptfe),聚氯乙烯(pvc)或这些物质的混合物。替代地或附加地,材料可以包括例如玻璃。考虑到电子器件与邻近材料的光学性质,或例如考虑到可用的制造技术与目标使用,可适用的层材料一般选择成使得想要的柔性、稳定性与其他要求如粘附得到满足。
68.如由技术人员所理解的,考虑到处理参数与设置,极少量指导可以仅作为实例给出。当三维薄膜为pet,并且例如待注塑成型在三维薄膜上的塑料为pc,熔化的pc的温度可以为大约280至320℃且模具温度大约为20至95℃,例如80℃。使用的三维薄膜、电子部件和处理参数应被优选选择为使得薄膜/部件在过程中基本上保持静止与无损。在注入过程之后,注入的材料可以被保持在一压力下且被冷却,在此之后可将其取出。
69.通过成型,想要的部件与衬底部分可以被大体上封装且衬底通过成型的材料被覆盖想要的范围,可以因此形成所制造的装置的保护壳、盖子或外罩。
70.但是,成型的材料可以被配置成建立其他功能元件,诸如用于光/电磁辐射的传送介质,在这种情况下,部件包括例如光电子元件(诸如发光元件或光敏元件)。还可以使用模具内加标签或装饰以对产品的使用者显示想要的、嵌入的视觉外观。
71.在112处,执行方法结束。接下来可以发生进一步的动作(诸如元件调节、质量控制、表面处理和/或修整或磨光)。虚线回环箭头描述了方法步骤的可能的重复特性,其中印刷、部件放置和/或其他动作可以阶段性地发生。
72.有利的柔性材料的使用使得能通过卷对卷(roll
‑
to
‑
roll)或“卷盘对卷盘(reel
‑
to
‑
reel)”方法来实施方法步骤中的至少一些,考虑到例如运输和存储,所述方法可以提供在时间、成本甚至节省空间方面的额外益处。
73.相应地,图2通过与可能的相应方法步骤相关的少量的简化草图示出了本发明的概念。
74.在202处,对于电子部件(诸如表面安装ic或其他表面安装元件),衬底210(诸如平的、薄的和/或柔性的衬底薄膜,可选的塑性材料)设置有印刷的导电(油墨)迹线,所述迹线限定多个导体212和接触区域214或“衬垫”,它们可以具有与导体迹线不同的形状且可能(但不必须)在视觉上与导体迹线区分开。接触区域214可以可选地为导体212限定更大的直径扩展,这种情况在附图中被示出,或例如将不同的细长导体部分连接在一起。
75.此外,可印刷的电子部件,例如可印刷的oled(有机led),可以构建在衬底上。
76.如项目216暗指地,在已经在上文中列出的其他选项(诸如喷墨)中,丝网/丝网印刷可以应用于形成迹线。但是,可选地也通过印刷将用于机械固定的粘合剂设置在衬底上。
77.在204处,衬底210接收电子部件218,诸如各种表面安装部件。出于,可以使用用于
该目的的合适放置技术216b(例如,合适的取放机或联接器)来执行包括排列至印刷接触区域的安装。
78.在放置电子部件之前或在放置电子部件时,用以固定部件的机械附接的粘合剂可以由相同的或专用的设备(例如胶水分配器)提供,可选地与部件提供在一起。例如,在安装电子部件218之前,粘合剂滴可以被提供在衬底上至该电子部件的位置。
79.除电子部件之外,结合本发明,考虑到例如模具内贴标/装饰的各种实施方案,其他元件也能被放置在衬底上或成型的材料内。
80.在206处,表明了衬底与部件可以受到各种处理。衬底可以通过合适的设备216c进行加热/干燥/固化以使油墨变干,加强机械的黏合/使粘合剂固化等等。替代地或附加地,剩余的衬底可以被切掉,可以进行想要的成形(例如3d)等等。
81.在208处,示出衬底具有二次成型于其上的优选为塑性材料的层或元件220,所述层或元件例如通过可适用的硬件216d使用注射成型而二次成型在衬底上,其中衬底可能已用作插入件,以进一步固定部件的附接,提高对外部条件(诸如密封隔离、震动与撞击保护)的保护,展示想要的光学性能与几何形状(尺寸)等等。但是,由于与衬底的物理连接和/或保护可以通过例如粘合剂、糊状
‑
浇料、各种其他封装技术等等来充分获得,所以二次成型不是在所有的实施方案中都是必须的。
82.示出的成型的盖子220的拱形形状仅为示例性的,但这种曲线形状,或替代的尖锐形状,实际上可以大体上为根据目标设计来对成型元件220获得的。回顾以下事实,衬底210自身可以为非平面的或三维的(如前文所述的,可以在成型前进行成形),另外制造的整个产品可以承受甚至相当复杂的3d形状,而不仅是成型的元件220。
83.本发明的范围由随附的权利要求及其等同物一同确定。技术人员将再次理解以下事实,本公开的实施方案仅出于说明的目的而被构建,且本文解释的创新点将覆盖更好地适合本发明的每个特定使用案例的更进一步的实施方案、实施方案的组合、变化与等同物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

