1.本发明涉及计缺陷技术领域,特别是一种基于基于模板自适应匹配瓶体标签的缺陷检测方法。
背景技术:
2.在瓶体生产厂中,生产线一般都是长时间不停歇运行,即贴标机也需要长时间的运行生产,对于标签的质量问题需要工作人员全程检测,但制瓶、贴标已完成机械化,产量大,速度快,这使得标签检测人员的工作量变大,长时间的工作耗费大量精力,在正常生产中漏检、错检等造成产品质量下降,生产成本增多。
技术实现要素:
3.本发明的目的是提出一种基于自适应模板匹配瓶体标签的缺陷检测方法,用于对带有标签的瓶体进行拍摄采集图像进行检测,判断标签是否为合格品,将检测结果反馈给前序工艺,让贴标机能够及时做出调整,降低损失。
4.为实现上述目的,本发明采用的技术方案如下:
5.一种基于模板自适应匹配瓶体标签的缺陷检测方法,包括步骤:
6.s1.对目标标签按坐标属性分割,形成多个标签体,对多个标签体制作对应的检测模板;
7.s2.对采集到的瓶体图像预处理形成标签图像,预处理包括瓶体标签的分割、位置矫正和坐标的记录;
8.s3.利用检测函数调用所述检测模板对所述标签图像对应进行检测,输出检测结果。
9.优选的,对采集到的瓶体图像预处理形成标签图像前,还包括判断有无标签的步骤,将无标签的瓶体记录为不合格,然后对有标签的瓶体图像预处理形成标签图像。
10.优选的,步骤s3中,用所述检测模板对所述标签图像对应进行检测时,通过标签的不同部分的检测模板对标签不同的区域进行搜索匹配,通过边缘梯度计算,从横向与纵向分别利用相应的检测算子计算搜索区域的边缘梯度,得出待匹配区域的边缘,然后与检测模板的边缘匹配,得到匹配完成的图像后,在匹配完成的图像中用相应检测算法进行标签缺陷检测。
11.优选的,在与检测模板的边缘进行匹配时,首先对待匹配的图像利用金字塔层级上下采样,再次计算待匹配的图像边缘与检测模板边缘间的比例关系自适应地放缩在长宽两个方向的比例,进行一定的比例放缩调整,最后设定待匹配图像在长宽两个方向的放缩比例,从而得到匹配完成的图像。
12.优选的,步骤s1中,所述检测模板通过以下步骤制作形成:
13.首先对分割后形成的标签图像进行金字塔层级计算,以应对标签的尺度变化,然后计算其边缘梯度以及方向信息,完成检测模板制作。
14.优选的,所述的分割是对瓶体的标签按照设定的roi区域进行分割。
15.优选的,在对分割后的标签进行位置矫正前,还包括判断分割后的标签上下左右偏移和\或歪斜的步骤。
16.优选的,所述判断标签上下左右偏移和\或歪斜的步骤如下:
17.将分割后的标签进行坐标的映射,寻找瓶体的多个特征点,记录分割后形成的各标签在原图中相对于瓶体特征点的坐标以及角度,计算瓶体与各个坐标之间的相对位置,判断标签上下左右偏移;公式如下:
[0018][0019]
其中,n为标签分割的个数,n
(x,y)
为瓶体特征点的坐标值,l
(xi,yi)
为第i个标签的坐标,diffi
i
为第i个合格的标签坐标与瓶体坐标的标准差值,根据设定标签可波动得范围值与diff比较,判断标签的上下偏移;
[0020]
判断标签歪斜,公式如下:
[0021][0022]
其中,n
θ
为瓶体的角度,为第i个标签的角度,θ为瓶体特征点得角度与标签角度之间得相对角度差,根据设定标签可波动得范围值与θ比较,判断标签的歪斜。
[0023]
优选的,步骤s3中,对分割后的标签图像与检测模板进行匹配,根据不同的算法检测出标签的缺陷,包括缺失、划痕、气泡、褶皱。
[0024]
优选的,利用差分方法将各缺陷位置找出,差分表示为:
[0025]
d(x,y)=|t(m,n)
‑
g(m
′
,n
′
)|
[0026]
其中,其中,t(m,n)是预先建立的模板图像,g(m
′
,n
′
)是酒瓶的测试标签图像,d(x,y)是差分图像,m,n为模板图像像素横向坐标与纵向坐标,m
′
,n
′
是测试标签图像像素横向坐标与纵向坐标,x,y是差分图像像素横向坐标与纵向坐标。
[0027]
本发明通过分割的方法对不同种类、不同样式的标签进行检测,能够快速检测出问题标签,无需人工干预,能够适用于多种应用场景,减少开发时间,能够实现快速移植。
[0028]
本发明在瓶身边缘弧度位置能够有较好的匹配结果,模板匹配的精度更高,效果更好,提高后续的差分精度,减少结果的误判率,有效提高了障碍识别的准确率、鲁棒性和易用性。
[0029]
本发明提出的基于模板自适应匹配瓶体标签的缺陷检测方法,其检测模板可以根据不同种类、不同样式的标签进行调整、适配,可以针对不同的生产线进行调整使用,以供后面步骤根据不同的生产线使用不同的模板进行匹配,本发明应用在标签检测中,能够快速检测出问题标签,无需人工干预。
[0030]
本发明可快速在瓶贴标签生产线进行质量检测,有效提高了生产效率以及减少检测系统的误报率,可以应用到各种瓶装贴标签的生产线中。
附图说明
[0031]
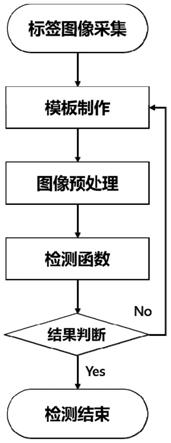
图1是本发明基于模板自适应匹配瓶体标签的缺陷检测方法的流程图;
[0032]
图2a
‑
图2b是本发明得模板匹配方法匹配结果与传统匹配方法得匹配结果的对比图;
[0033]
图3a
‑
图3c本发明对一个标签分割后形成的多个标签的示意图;
[0034]
图4a
‑
图4e本发明对标签缺陷的检测结果图。
具体实施方式
[0035]
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实例,并参照详细附图,对本发明进一步详细说明。
[0036]
本发明提出的基于模板自适应匹配瓶体标签的缺陷检测方法,其流程图如图1所示,包括以下步骤:
[0037]
步骤s1:制作不同标签部分的检测模板;
[0038]
针对不同的种类、不同样式的瓶体,对其上所贴的标签利用坐标范围进行分割,如图3a
‑
图3ac所示为标签分割后形成的多个标签部分图,对分割后的采集图进行金字塔层级计算,以应对标签的尺度变化,计算其边缘梯度及方向信息,制作匹配模板,这样可以提升算法在匹配过程中的精度与鲁棒性,提高算法在不同的场景,不同产品线的使用中都能够有很好的匹配效果及精度。
[0039]
如图2a所示,图为传统模板匹配的匹配结果,在小字体的边缘部分存在匹配偏差,图2b为本发明所用的模板匹配方法的匹配结果,在传统匹配容易出现偏差的边缘部分本文的匹配方法能够很好的进行匹配,能够较大程度提高匹配的精度与检测的正确率。
[0040]
步骤s2:对采集的瓶子或瓶体的图像预处理,包括初步检测、进行标签的分割、标签位置矫正和标签的坐标记录等操作。
[0041]
具体为:对采集图像首先进行初步的检测,判断瓶体瓶体是否有标签印刷,如果没有标签印刷,则为不合格品直接剔除,拍摄下一张图。
[0042]
如果瓶体存在标签,则对瓶体进行位置矫正,对瓶体的标签按照设定的roi区域进行分割,将分割后的标签进行坐标的映射,记录分割后形成的各个标签在原图中的坐标及角度,寻找瓶体的特征点,计算瓶体与各坐标之间的相对位置,判断标签上下偏移,公式如下:
[0043][0044]
其中,n为标签分割的个数,n
(x,y)
为瓶体瓶体特征点的坐标值,l
(xi,yi)
为第i个标签的坐标,diffi
j
为第i个合格的标签坐标与瓶体坐标的标准差值,根据设定标签可波动得范围值与diff比较,判断标签的上下偏移。
[0045]
判断是否歪斜,公式如下:
[0046][0047]
其中,n
θ
为瓶体的角度,为第i个标签的角度,θ为瓶体瓶体特征点得角度与标签角度之间得相对角度差,根据设定标签可波动得范围值与θ比较,判断标签的歪斜。
[0048]
步骤s3:将分割好的图像分别输入到各标签区域的检测函数中,判断该部分的标
签是否合格;
[0049]
具体为:将经过步骤s2预处理的图像分别输入至相应的检测函数或算法中,在相应的检测函数中使用本发明的模板自适应匹配,通过不同部分的模板对不同的区域进行搜索匹配,通过对其边缘梯度的计算,其中横向以及纵向上两个方向的算子:算子a与算子b,如下式:
[0050][0051][0052]
通过上式的算子计算搜索区域的边缘梯度,得出待匹配区域的边缘,通过与模板的边缘进行匹配,利用金字塔层级上下采样,再次计算匹配后的图像边缘与模板边缘间的比例关系自适应地放缩在长宽两个方向的比例,进行一定的比例放缩调整,设定匹配图像在长宽两个方向的放缩比例,最后得出匹配完成的图像。通过对匹配完成的图像中的标签破损、划痕、气泡、褶皱等缺陷进行检测,参见图4a
‑
图4e所示,图4a为某一检测图像,可以看出有一块明显的缺失,图4b为对该图像进行检测,将有缺陷的图像输出并做标记,图4c为检测图像,其中可以看出有一定的划痕缺陷,经过检测函数,可以将划痕缺陷很好的标记出来并剔除。图4e为褶皱检测算法对褶皱缺陷的检测,经过褶皱算法的检测将褶皱缺陷标记出来并记录结果。
[0053]
步骤s4:将步骤s2、s3的检测结果输出;
[0054]
具体为:将经过s2、s3检测的瓶体标签的结果综合输出,判断是否为合格品,将合格品输入至下一工位,将不合格品在本工位剔除,将结果记录并反馈给工作人员。
[0055]
利用机器视觉检测瓶体标签的印刷质量在实际应用中有很大得挑战,尤其是市场中瓶体样式种类繁多,尤其存在一些不规则形状瓶子,这对步骤s2图像采集与预处理带来一定难度,直接影响检测结果的准确率。
[0056]
目前的传统匹配方法是基于灰度匹配和基于特征匹配,而基于灰度匹配对于现场的采集环境有比较高的要求及精度难以达到工业要求,基于特征匹配效果最好,但是算法复杂,耗时长,难以实现实时性。
[0057]
如图2a所示,使用传统的匹配方法,可见在字体的边缘部分会出现较大的匹配误差,这使得检测结果出现错误,准确率降低,图2b所示为本发明所使用的匹配方法,在边缘部分也能够有较好的匹配效果,提高后续的检测准确率,减少在实际的工业生产中的损失。
[0058]
本发明可用于检测瓶体标签的自动化生产线中,在瓶体贴标签的生产线中。目前酒类的标签检测主要还是人工在检测,由于生产线的特殊性,工作时间长,需要昼夜检测,及生产线中的环境等因素都会直接或间接影响检测结果,使得生产的合格率降低以及标签损坏的产品流入市场,对产品影响较大。灯检工人长时间在高强度灯光照射下工作,容易产生疲劳,更易产生漏检,同时当前工厂也面临工人日益短缺的用人困难。
[0059]
而本发明基于模板自适应匹配检测算法能够检测出各种缺陷,可以实现在生产线的快速检测,能够应对生产线中的各种环境,对于单调重复的动作机器远远优于工人操作
且不会出现错误的操作,可以大大提高生产线产品良率,减少生产的成本。
[0060]
本发明可以对快速、量大的白酒瓶贴标签生产线进行质量检测,有效提高了生产效率以及减少检测系统的误报率,可以应用到各种瓶装贴标签的生产线中,该方法主要用于解决自动化生产中的产品质量管控问题。
[0061]
本发明不仅可以应用在标签缺陷的检测中,还可应用于瓶体瓶体的缺陷检测中。由于瓶体的生产受制于生产工艺的影响,在锅炉烧制过程中不免会存在一定量的缺陷瓶,例如,瓶口存在杂质、缺陷,瓶体存在炸裂、破损、裂痕等缺陷,可以通过本发明可以将缺陷瓶提前剔除。
[0062]
利用本发明能够高效地实现生产线的自动化和标准化,解决瓶体高反光透明材质视觉图像检测的技术难题,及时反馈生产线中问题减少损失,进行精准、智能和稳定的瓶体生产质量自动管控,取代现有生产线中的人工质检员。
[0063]
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。