1.本发明涉及打叶复烤行业中配方打叶的铺叶摆把工序,尤其是一种按 照配方实现均匀投料的控制系统。
背景技术:
2.为了提高烟叶原料利用率,卷烟工业企业希望打叶复烤企业通过配方打叶, 整合有限烟叶资源,提高各等级烟叶可用性,于是多等级配方打叶逐渐成为了 趋势,目前配方打叶模式已成为了打叶复烤线常态化的加工模式。
3.配方打叶就是在烟叶的复烤加工中把不同等级的初烤后原烟按照配方,根 据一定的搭配比例来进行混合加工的方法。
4.在打叶复烤的铺叶摆把岗位是在出库备料后,人工将对应等级的烟叶以 抖散、均匀平铺的方式放置到铺叶摆把传送带上,多个岗位同时铺叶实现原料 的一次混搭。因处理对象烟叶不是标准件等原因,目前该岗位还是采用人工 铺叶摆把的方式,由人工在各个摆把岗位把各等级原烟均匀投料到传送带上, 打叶后进入贮柜时再进行进一步的混合。上述过程中的投料环节,理想的状态 是所有等级的原烟都均匀的投入到传送带上,同时开始投料,同时完成投料, 就能够实现投料的均匀性。而投料的均匀性是配方均匀性的前提,是均质化中 工至关重要的环节,各复烤厂普遍采用的小配方投料法是最简单易行的一种方 法,如公布号cn 110839931 a的中国发明专利文献所公开的“一种铺叶布料均 匀性的控制方法及系统”,但是要实现人工铺叶摆把的投料均匀性还需要克服 以下难题:
5.1、大配方变成小配方时,最小的配方单元为框,因为各等级很难找到统一 的公约数,各等级无法做到真正的均分,造成某个等级某批次多一框,下批次 又少一框的情况,造成备料不均匀的问题;
6.2、各员工的摆把速度控制难度大,大等级与小等级摆烟时间差距大,例如 两个等级的配比是a1:a2=10框:1框,由于摆把时间控制不好,只需摆1框的 a2等级原烟已经摆完的时候,a1等级才摆到第8框,a1等级的后面两框缺少了 配料,造成投料不均的问题。
7.3、除了等级之外,配方参数还包括加工单位、产地、加工数量等;配方 参数多样性造成管理难度大。备料管理和工人操作难度大。
8.4、在摆把之前,部分烟叶还有一个真空回潮蒸烟的过程,一台蒸烟设备一 次性只能蒸出额定数量的原烟(如一次四框),这种情况下,蒸烟顺序及其对应 的摆把岗位安排管理要实现最优化困难较大。
9.5、上述cn 110839931 a文献中,隐含的设定是各岗位的摆把速度相同, 但是这一设定在实践中较难实现;同时该文献是通过控制岗位比例从而找到一 个合理的分配份数,实现摆把均匀,对场地和摆把岗位数量有较高的要求,要 是预设的岗位少,就很难做到,减少了岗位就是在均匀性上面让步了。
10.6、各岗位工人无法根据整体进度来控制自己的摆把速度,堵料积料的 情况时有发生,依靠人工提醒控制投料速度与配比总是出现顾此失彼的问题。
11.故而现有技术中在配方投料时难以控制投料的均匀性,影响到均质化 配方的均匀性。
技术实现要素:
12.为了解决上述弊端,本发明所要解决的技术问题是,在配方打叶的混 合加工中,提供一种铺叶摆把工序的控制系统,指导各岗位工人按配方同 步完成铺叶摆把进度,达到按照配方均匀投料的目的。为了解决上述技术 问题,本发明采用的技术方案是,一种配方打叶的铺叶摆把投料均匀性控制 方法,包括控制主机和若干台显示屏通过路由器构成的局域网;其特征在于, 每一个摆把岗位上安装一台显示屏;
13.所述控制主机上包括如下操作步骤:
14.一、本加工批次的加工信息单的编制导入控制主机:加工信息单采用 excel表格编制,表格中输入本加工批次的等级名称及其对应的数量信息;
15.二、在控制主机上设置岗位信息:
16.1)导入加工信息单后,在各岗位设置窗口中设置每个岗位摆把的等级信息;
17.2)设置摆把最多框数岗位的单框摆把时间;
18.三、系统计算蒸烟顺序表:
19.1)单框均分表以excel表格进行体现,单框均分表的单元格分为有效格和 无效格两种,每个有效格代表一框原烟,有效格中显示该框原烟的加工岗 位信息和等级信息,无效格中空白无信息;
20.2)每一个岗位只加工一个等级的原烟,一个等级的原烟数量较多时在多个 岗位进行平分,根据岗位数量确定单元格的列数,单框均分表中的各列单 元格按照有效格的数量从左至右排序,靠左的列的有效格的数量较少;
21.3)以最右边的列为基准列,基准列中没有无效格,其他各列的单元格数量 与基准列相同,有效格数量小于基准列的用无效格补足;其他各列的有效 格在列中均匀分布;即得到单框均分表;
22.4)在单框均分表中从左至右逐行拾取有效格及其显示信息,拾取后以n 个有效格为一行进行排列,写入加工信息excel文档,生成真空回潮蒸烟 顺序表,其中n=真空回潮机每次回潮蒸烟的框数;该表用于指导蒸烟与备料;
23.按照真空回潮蒸烟顺序表的行序,真空回潮机每次回潮蒸烟n框,各框的 等级按照对应有效格所显示的该框原烟的等级信息,回潮蒸烟后的原烟按照 加工岗位信息送至对应岗位进行摆把;
24.四、控制主机配置所有摆把岗位的显示屏的显示内容:
25.系统根据摆把最多框数的岗位的单框摆把时间与各岗位的摆烟框数统一计 算各岗位每框烟摆把的时间,采用每框倒计时方式在每块显示屏上显示岗位摆 烟进度,在控制主机上控制各显示屏上的显示内容,显示原烟等级、数量、本 框摆把时间、本框剩余时间及进度信息,指导所有摆把岗位同时完成本配方摆 把工作,摆把工人根据显示屏提示的上料速度完成配方摆把工作;
26.各操作屏显示本岗位加工信息,包含加工单位、等级产地信息、加工 数量、当前框加工框数进度与批次总进度;摆把工人根据进度提示控制自 己的速度,烟框转运工人根据
进度提示进行更换烟框的备料工;所述进度 提示有两种方式:一种是倒计时数秒显示当前烟框中的烟全部摆完的倒计时秒 数,另一种是进度条显示显示总进度、当前烟框的进度,数据每秒更新一次;
27.系统与铺叶摆把传送带起停同步:铺叶摆把传送带变频器的运行状态信 号通过单片机转变成串口信号,串口信号通过无线通讯传输至控制主机,控制 主机根据铺叶摆把传送带的运行状况控制所述进度提示的运行时间:当铺 叶摆把传送带启动时,进度提示开始计时;当铺叶摆把传送带停止时,进 度提示停止计时;
28.摆烟速度控制:通过在控制主机中设定单框加工时间,调整整个批次 的摆烟时间,实现整体摆烟速度的控制,系统计算当前整线摆把上料速度, 操作人员根据前段流量信息调整摆把速度;
29.产量统计:通过设置起始蒸烟的信息,自动统计各等级原烟的投料框 数;
30.异常情况处理:控制主机的历史记录文件在系统正常运行时每秒记录 岗位信息与加工进度;电脑死机、停电或其它故障引起系统中断,需要重 启系统时,在导入加工信息单前将软件的检查历史文件功能打开,在导入 加工信息单时导入历史记录文件后,系统会接着上次运行的进度执行后面 的操作控制。
31.本发明的有益效果在于:本方法以工作量最大的岗位的总耗时为基准 时间,其他岗位的总耗时与基准时间相同,并根据基准时间均匀设定各岗 位的单框完成时间;并据此统筹提示各等级原烟的蒸烟、备料和摆烟进度, 充分有效地实现摆把台投料速度控制,确保同批次各等级原烟的摆把时间 同时开始结束,实现配方摆把的均匀投料控制。
32.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对 本发明的具体实施方式做详细的说明。
附图说明
33.图1为系统构成的原理结构示意图;
34.图2为加工信息单的示例图;
35.图3为单框均分表的示例图;
36.图4为真空回潮蒸烟顺序表的示例图;
37.图5为显示屏显示内容示例图;图6为显示屏内容设置页面的示例图。
具体实施方式
38.一种配方打叶的铺叶摆把投料均匀性控制方法,包括控制主机3和十六 台显示屏6通过路由器4构成的局域网5;铺叶摆把传送带变频器1的运行 状态信号通过单片机转变成串口信号,串口信号通过无线通讯2传输至控制主 机3.每一个摆把岗位上安装一台显示屏6。所述控制主机3上包括如下操 作步骤:
39.一.本加工批次的加工信息单的编制导入控制主机:加工信息单采用excel 表格编制,表格中输入本加工批次的等级名称及其对应的数量信息(如图1所 示);
40.二.在控制主机上设置岗位信息:
41.导入加工信息单后,1)在各岗位设置窗口中设置每个岗位摆把的等级信息;
42.2)设置摆把框数最多的岗位的单框摆把时间;
43.三.系统计算蒸烟顺序表:
44.1)如图3所示,单框均分表采用excel表格编制,单框均分表的单元格分 为有效格100和无效格200两种,每个有效格代表一框原烟,有效格中显 示该框原烟的加工岗位信息和等级信息(如图3的a1单元格中所示为16aa 岗位加工一框等级为8h的原烟),无效格中空白无信息(如图3的a2单元 格所示);
45.2)每一个岗位只加工一个等级的原烟,一个等级的原烟数量较多时在多个 岗位进行平分,根据岗位数量确定单元格的列数,也就是一个岗位一列单 元格。单框均分表中的各列单元格按照有效格的数量从左至右排序,靠左 的列的有效格的数量较少。
46.本例中从左至右各列(岗位)的加工情况是:
47.16a岗位加工8h等级的41框原烟;
48.15a岗位加工4d等级的62框原烟;
49.8a岗位加工7g等级的84框原烟;
50.3a、11a、14a三个岗位平分加工1a等级的272框原烟,3a为90框, 11a、14a为91框;
51.2a、13a、10a三个岗位平分加工2b等级的296框原烟,2a为98框, 13a、10a为99框;
52.4a、12a两个岗位平分加工9i等级的214框原烟,各107框;
53.1a、6a、9a、5a四个岗位平分加工10j等级的483框原烟,1a为120 框,6a、9a、5a分别为121框;
54.7a岗位加工3c等级的126框原烟。
55.3)以最右边的列为基准列,基准列中没有无效格,其他各列的单元格数量 与基准列相同,有效格数量小于基准列的无效格补足;其他各列的有效格 在列中对应基准列呈均匀分布;即得到单框均分表;
56.本例中,最右边的基准列的单元格(都是有效格)数量为126,最左 边的列的有效格数量为41,故而在最左列通过在两个有效格之间插入1-3 个无效格的方式使得有效格在列中对应基准列呈均匀分布。其他各列同样 设置,不再赘述。
57.4)生成真空回潮蒸烟顺序表,相关岗位按照顺序进行蒸烟与备料:在单框 均分表中从左至右逐行拾取有效格及其显示信息,拾取后以n个有效格为 一行进行排列,写入加工信息excel文档,生成真空回潮蒸烟顺序表,其 中n=真空回潮机每次回潮蒸烟的框数;该表用于指导蒸烟与备料;
58.按照真空回潮蒸烟顺序表的行序,真空回潮机每次回潮蒸烟n框,各框的 等级按照对应有效格所显示的该框原烟的等级信息,回潮蒸烟后的原烟按照 加工岗位信息送至对应岗位进行摆把;
59.本例中n=4,真空回潮机每次回潮蒸烟四框,生成的真空回潮蒸烟顺序表拾 取后以四个有效格为一行进行排列,如图4所示。
60.真空回潮蒸烟顺序表默认不进行excel表格输出,在确认岗位配置完 成时可通过文档输出选项进行选择是否生成蒸烟顺序表。如该批次的蒸烟 顺序表已生成过,则可使用默认的不生成该表。
61.四.控制主机配置所有摆把岗位的显示屏的显示内容:
62.系统根据摆把最多框数的岗位的单框摆把时间与各岗位的摆烟框数统一计 算各
岗位每框烟摆把的时间(摆把时间可调整),采用每框倒计时方式在每块显 示屏上显示岗位摆烟进度,在控制主机上控制各显示屏上的显示内容,显示原 烟等级、数量、本框摆把时间、本框剩余时间及进度信息,指导所有摆把岗位 同时完成本配方摆把工作,摆把工人根据显示屏提示的上料速度完成配方摆把 工作;
63.各操作屏显示本岗位加工信息,包含加工单位、等级产地信息、加工 数量、当前框加工框数进度与批次总进度;摆把工人根据进度提示控制自 己的速度,烟框转运工人根据进度提示进行更换烟框的备料工;所述进度 提示有两种方式:一种是倒计时数秒显示当前烟框中的烟全部摆完的倒计时秒 数,另一种是进度条显示显示总进度、当前烟框的进度,数据每秒更新一次; 一块显示屏可设置成单岗位或两个岗位显示,整个系统最多可同时指导32 个岗位。
64.系统与铺叶摆把传送带起停同步:铺叶摆把传送带变频器的运行状态信 号通过单片机转变成串口信号,串口信号通过无线通讯传输至控制主机,控制 主机根据铺叶摆把传送带的运行状况控制所述进度提示的运行时间:当铺 叶摆把传送带启动时,进度提示开始计时;当铺叶摆把传送带停止时,进 度提示停止计时;
65.摆烟速度控制:通过在控制主机中设定单框摆烟时间,调整整个批次 的摆烟时间,实现整体摆烟速度的控制;
66.产量统计:通过设置起始蒸烟的信息,自动统计各等级原烟的投料框 数;
67.异常情况处理:控制主机的历史记录文件在系统正常运行时每秒记录 岗位信息与加工进度;电脑死机、停电或其它故障引起系统中断,需要重 启系统时,在导入加工信息单前将软件的检查历史文件功能打开,在导入 加工信息单时导入历史记录文件后,系统会接着上次运行的进度执行后面 的操作控制。
68.采用上述方法可以实现摆把台投料速度控制;实现配方摆把均匀投料控制。
[0069][0070]
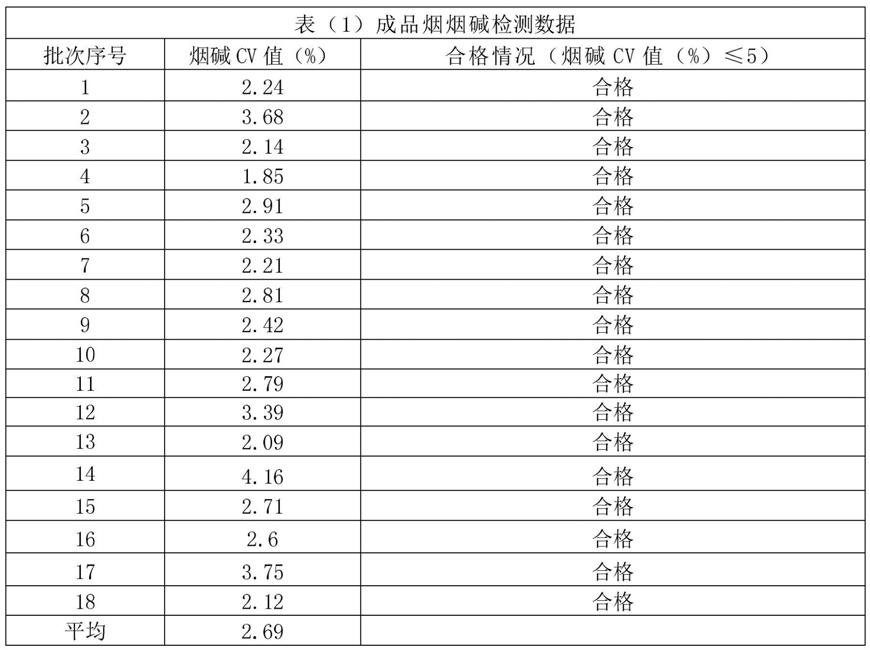
经2020年4月份的十八个批次的试用,采用实验室近红外光谱检测仪 进行检测,得到的成品烟烟碱检测数据见表(1)。其烟碱cv值平均值为2.69 (传统方法中该数值一般为2-4)。按照《卷烟工艺规范[2016]》,烟碱cv 值(%)≤5为合格,故而十八个批次的烟叶全部合格,摆把工人熟练的使 用本系统后,均匀性会有进一步提升。
[0071]
上述的实现方式仅是为了清楚的说明本发明的技术方案,而不能理解为对 本发明做出任何限制。本发明在本技术领域具有公知的多种替代或者变形,在 不脱离本发明实质意义的前提下,均落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

