1.本发明属于复合材料液压机装备技术领域,具体涉及一种应对快插装置内部残压不可拔插的辅助油路泄压系统。
背景技术:
2.近些年,国内复合材料领域又到了一个快速发展期,随着我国汽车轻量化、高铁、航空航天、体育建材、汽车工业等领域全面发展。复合材料市场逐年扩大。再复合材料板块中,复合材料模压工艺已经日趋成熟。模压工艺中经常会用液压辅助油完成模具内部顶出或者抽芯工艺。为方便更换模具,经常使用快插装置的方式来连接模具与辅助油接口。在每次完成工艺动作后由于系统内有残留压力,快插装置很难插拔十分不方便。针对这种现象,开发相对应的泄压功能显得是十分必要。
技术实现要素:
3.本发明为解决公知技术中存在的技术问题,提供一种应对快插装置内部残压不可拔插的辅助油路泄压系统,为应对模具快插装置中有残压导致的不可拔插现象,该系统主要通过增加一组电磁换向阀,通过plc时序控制完成对所有辅助油路内部压力的泄压功能。当完成此动作后,快插装置就会很容易的插拔,方便更换模具提高效率。
4.本发明的目的是提供一种应对快插装置内部残压不可拔插的辅助油路泄压系统,包括控制第一阀块动作的第一液压油路、控制第二阀块动作的第二液压油路、控制第一液压油路和第二液压油路动作的plc;其中:所述第一液压油路和第二液压油路分别包括四个电磁阀;所述第一液压油路的第一油管和第二液压油路的第二油管连通;在所述第一油管上设置有e型机能的电磁换向阀,在a油口叠加一个2mpar的溢流阀。
5.优选的,所述电磁阀为三位四通阀。
6.本发明具有的优点和积极效果是:
7.本发明通过增加一组电磁换向阀,通过plc时序控制完成对所有辅助油路内部压力的泄压功能。当完成此动作后,快插装置就会很容易的插拔,方便更换模具提高效率。
附图说明
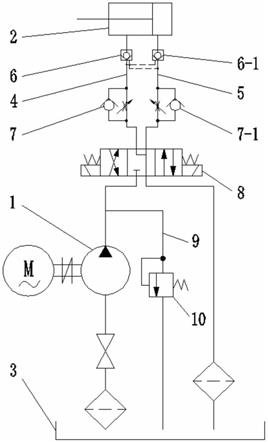
8.图1是本发明优选实施例的结构图;
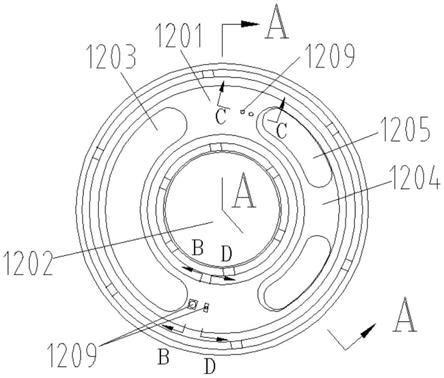
9.图2是现有技术的油路图;
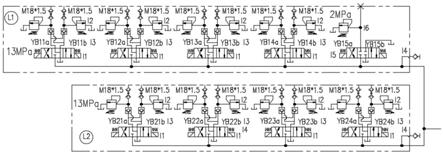
10.图3是本发明改进后的油路图;
11.图4是本发明优选实施例中人机对话界面图。
具体实施方式
12.为能进一步了解本发明的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
13.在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
14.如图1至图4所示,本发明的技术方案为:
15.一种应对快插装置内部残压不可拔插的辅助油路泄压系统,包括控制第一阀块动作的第一液压油路l1、控制第二阀块动作的第二液压油路l2、控制第一液压油路l1和第二液压油路l2动作的plc;其中:所述第一液压油路l1和第二液压油路l2分别包括四个电磁阀;所述第一液压油路的第一油管和第二液压油路的第二油管连通;在所述第一油管上设置有e型机能的电磁换向阀,在a油口叠加一个2mpar的溢流阀。
16.所述电磁阀为三位四通阀。
17.硬件部分:原有的辅助油路在机器操作位置附近,用传统的控制方式。当每次工作完毕后由于液压管路内部残留压力会导致快插接头很难拔开,加粗标记表示内部高压油,具体原理如图2:
18.本发明在传统技术的基础上,增加一个e型机能的电磁换向阀,同时叠加在a油口一个2mpar的溢流阀。通过电磁阀控制使其内部压力实现泄压,加粗标记表示内部没有压力,具体如图3;
19.控制部分:此功能通过在触摸屏中编辑一个按键完成功能。当完成生产需要更换模具时,在压机调整模式下点击此按键。此时机器执行此动作,残压泄掉后可以拔插快换装置。具体按键形式如图4所示;
20.控制部分通过plc控制,先给yb15b和程序中的所有辅助油路的退回动作,即yb11a
‑
yb14b和yb21b
‑
yb24b。此时辅助油路以内部2mpa的压力执行退回动作,此时顶出口直接联通回油,完成泄压。但在退回端会存在2mpa压力,此压力仍然不足以完成快插的拔插。完成这个动作后,plc给出第二个指令,将退回动作改为顶出动作,同时电磁阀yb15b切换为yb15a。这样就会使原有退回腔瞬间联通回油,完成泄压动作。同时由于电磁阀切换到yb15a,此时所有顶出动作油源会联通yb15a的b油口,而b油口此时联通回油。这就导致虽然给了顶出动作,但仅仅可以完成退回端的泄压,顶出端此时由于油源接通了回油也会没有压力。具体对应执行原件如图1所示;
21.功能详述:原有辅助油路通过三位四通阀叠加液控单向阀的方式对系统进行保压,通过叠加溢流阀调节压力(13mpa)。如上图1的l2中功能块原理。这种方式在执行工作后系统由于有保压功能,内部残留压力无法释放。导致所连接管路无法拆卸(m18*1.5快插)。通过增加yb15a和yb15b这种三位四通阀叠加2mpa溢流阀的方式,可以使整个系统中压力瞬间通过yb15b切换变成2mpa。在通过yb15a切换使系统压力由2mpa变成0mpa。这样就能将整个l1和l2阀块的系统压力全部释放,连接的管路就可以方便拆卸了。
22.通过上述结构,经过很简单的发明,以很小的代价实现困扰客户多年问题。避免了由于残压导致每次换模所浪费的时间,提高了效率。通过合理发明也避免了工人由于不能拔插导致的暴力拆装。提高了机器使用寿命。
23.以上所述仅是对本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于
本发明技术方案的范围内。
技术特征:
1.一种应对快插装置内部残压不可拔插的辅助油路泄压系统,包括控制第一阀块动作的第一液压油路、控制第二阀块动作的第二液压油路、控制第一液压油路和第二液压油路动作的plc;其中:所述第一液压油路和第二液压油路分别包括四个电磁阀;所述第一液压油路的第一油管和第二液压油路的第二油管连通;其特征在于:在所述第一油管上设置有e型机能的电磁换向阀,在a油口叠加一个2mpar的溢流阀。2.根据权利要求1所述的应对快插装置内部残压不可拔插的辅助油路泄压系统,其特征在于,所述电磁阀为三位四通阀。
技术总结
本发明公开了一种应对快插装置内部残压不可拔插的辅助油路泄压系统,属于复合材料液压机装备技术领域,包括控制第一阀块动作的第一液压油路、控制第二阀块动作的第二液压油路、控制第一液压油路和第二液压油路动作的PLC;第一液压油路和第二液压油路分别包括四个电磁阀;所述第一液压油路的第一油管和第二液压油路的第二油管连通;其特征在于:在所述第一油管上设置有E型机能的电磁换向阀,在A油口叠加一个2MPar的溢流阀。为应对模具快插装置中有残压导致的不可拔插现象,本发明通过增加一组电磁换向阀,通过PLC时序控制完成对所有辅助油路内部压力的泄压功能。当完成此动作后,快插装置就会很容易的插拔,方便更换模具提高效率。提高效率。提高效率。
技术研发人员:刘凯 王世明 张井健 许水鑫 许海龙
受保护的技术使用者:天津市天锻压力机有限公司
技术研发日:2021.05.14
技术公布日:2021/9/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。