1.本实用新型涉及一种农产品加工机械自动控制系统,具体涉及一种天然橡胶初加工卸胶工序机械的自动控制系统。
背景技术:
2.中国橡胶树种植地区主要集中在海南、云南两省,由于海南独特的地理、气候条件,目前海南已成为中国重要的橡胶种植和生产基地,橡胶加工成了当地的特色产业之一。天然橡胶是一种天然高分子化合物,从橡胶树上割采得到的乳胶,经过一系列的加工后,即得到市售的天然橡胶。由于天然橡胶具有可塑性、回弹性、耐酸、耐磨等良好的特性,生产生活中应用极为广泛。
3.橡胶液从收购点运来后,橡胶加工厂对其进行初加工,由液体胶变成固体胶块,以便后续加工为各种橡胶制品。整个橡胶初加工生产线分干燥和包装两部分,近十几年来以来,国内研究者在天然橡胶干燥方面的研究比较多,但多集中在对天然橡胶干燥工艺的研究,针对天然橡胶初加工设备自动控制系统的研究尚未发现。
4.按照生产工艺,本研究团队对整个天然橡胶初加工自动化生产线的设计包含的关键工序为:装料部分;烘干部分;卸胶部分;机械手抓胶部分;胶块称重打包部分;打包机上料部分;切胶部分;卸胶部分。目前,天然橡胶初加工企业的生产属劳动密集型,自动化水平低,工人劳动强度大、效率低,由此引发产品质量参差不齐。因此,为提高天然橡胶初加工设备的自动化和智能化,使橡胶生产规模化、现代化,以便提高橡胶加工质量,研究设计一种天然橡胶初加工卸胶工序机械的自动控制系统,实现了天然橡胶干燥后卸胶工序机械的自动控制。
技术实现要素:
5.本实用新型是设计一种高效、安全的天然橡胶初加工卸胶工序机械的自动控制系统。该自动控制系统的发明,可使天然橡胶初加工生产线干燥后卸胶工序的生产由人工操作变为自动操作,不仅可使干燥后的胶块传送实现自动化,而且还可大大节省人工成本、提高生产效率,提高橡胶初加工企业的经济效益。
6.本实用新型采用的技术方案:设卸胶工序机械有支架,支架的立柱上部安装有行程开关st3,支架的立柱下部安装有行程开关st2,支架上部中间位置安装有机械手和机械手升降电机m2;机械手左侧面安装有机械手挡片,机械手上部安装有螺旋刀转动电机m3,机械手下部安装有8把螺旋刀;支架中部安装有卸胶车导轨,卸胶车导轨左侧安装有行程开关st4,卸胶车导轨右侧安装有行程开关st5,卸胶车导轨左侧的支架立柱上安装有卸胶车导轨左侧缓冲块、卸胶车导轨右侧的支架立柱上安装有卸胶车导轨右侧缓冲块,卸胶车导轨上有卸胶车,卸胶车左侧安装有卸胶车挡片,卸胶车右侧安装有卸胶车驱动电机m1;机械手下方的地面上安装有运胶车导轨,运胶车导轨上有运胶车,运胶车前端安装有运胶车挡片,运胶车导轨入口处安装有行程开关st1;支架的立柱下部地面上安装有控制柜,控制柜内有主
电路和控制电路所需的电气元件,机械现场安装的行程开关st1、行程开关st2、行程开关st3、行程开关st4、行程开关st5通过控制柜的进出线孔与控制柜内plc的相应输入地址相连,机械现场安装的卸胶车驱动电机m1、机械手升降电机m2、螺旋刀转动电机m3通过控制柜的进出线孔与控制柜内相应的热继电器相连。
7.该自动控制系统包括主电路和控制电路两部分,实现主电路和控制电路的电气元件分别安装在卸胶工序机械的现场和控制柜中。主电路部分包括:空气开关qs1、交流接触器km1、交流接触器km2、交流接触器km3、交流接触器km4、交流接触器km5、交流接触器km6、热继电器fr1、热继电器fr2、热继电器fr3、卸胶车驱动电机m1、机械手升降电机m2、螺旋刀转动电机m3,主电路的电气元件分别布置在卸胶机械现场和控制柜中。
8.主电路电气元件的连接关系:空气开关qs1为总电源开关,为各接触器提供电源,交流接触器km1和交流接触器km2的主触点与热继电器fr1的热元件相连,交流接触器km3和交流接触器km4的主触点与热继电器fr2的热元件相连,交流接触器km5和交流接触器km6的主触点与热继电器fr3的热元件相连,控制柜中的热继电器fr1的热元件与卸胶机械现场的卸胶车驱动电机m1相连,控制柜中热继电器fr2的热元件与卸胶机械现场的机械手升降电机m2相连,控制柜中的热继电器fr3的热元件与卸胶机械现场的螺旋刀转动电机m3相连。
9.该自动控制系统控制电路包括:可编程控制器(plc)、空气开关qs2、熔断器fu、选择开关sa(有1档和2档两个挡位)、行程开关st1、行程开关st2、行程开关st3、行程开关st4、行程开关st5、急停按钮sb0、启动按钮sb8、停止按钮sb9、手动按钮sb1、手动按钮sb2、手动按钮sb3、手动按钮sb4、手动按钮sb6、手动按钮sb7、中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6。
10.控制电路电气元件的连接关系:第一,卸胶工序机械plc控制电路电气元件连接关系,plc由220v交流电源供电,plc输入部分的选择开关sa的1档接plc的输入地址x000,选择开关sa的2档接plc的输入地址x020,行程开关st1接plc的输入地址x001,行程开关st2接plc的输入地址x002,行程开关st3接plc的输入地址x003,行程开关st4接plc的输入地址x004,行程开关st5接plc的输入地址x005,手动按钮sb1接plc的输入地址x011,手动按钮sb2接plc的输入地址x012,手动按钮sb3接plc的输入地址x013,手动按钮sb4接plc的输入地址x014,手动按钮sb6接plc的输入地址x016,手动按钮sb7接plc的输入地址x017,启动按钮sb8接plc的输入地址x006,停止按钮sb9接plc的输入地址x007,各元件的公共端接plc输入地址的com端;plc输出负载由220v交流电源驱动,中间继电器ka1的线圈接plc的输出地址y001,中间继电器ka2的线圈接plc的输出地址y002,中间继电器ka1的线圈与中间继电器ka2的常闭触点串联,中间继电器ka2的线圈与中间继电器ka1的常闭触点串联,中间继电器ka1的线圈回路与中间继电器ka2的线圈回路并联后再与热继电器fr1的辅助常闭触点串联;中间继电器ka3的线圈接plc的输出地址y003,中间继电器ka4的线圈接plc的输出地址y004,中间继电器ka3的线圈与中间继电器ka4的常闭触点串联,中间继电器ka4的线圈与中间继电器ka3的常闭触点串联,中间继电器ka3的线圈回路与中间继电器ka4的线圈回路并联后再与热继电器fr2的辅助常闭触点串联;中间继电器ka5的线圈接plc的输出地址y005,中间继电器ka6的线圈接plc的输出地址y006,中间继电器ka5的线圈与中间继电器ka6的常闭触点串联,中间继电器ka6的线圈与中间继电器ka5的常闭触点串联,中间继电器ka5的线圈回路与中间继电器ka6的线圈回路并联后再与热继电器fr3的辅助常闭触点串联,输出电路的公共端接交流
电源和急停按钮sb0的串联电路后接到plc的com1端;第二,中间继电器控制主电路交流接触器的电路连接关系,电路由380v交流电源供电,交流接触器km1的线圈接中间继电器ka1的常开触点,交流接触器km2的线圈接中间继电器ka2的常开触点,交流接触器km3的线圈接中间继电器ka3的常开触点,交流接触器km4的线圈接中间继电器ka4的常开触点,交流接触器km5的线圈接中间继电器ka5的常开触点,交流接触器km6的线圈接中间继电器ka6的常开触点。
11.为了详细说明该自动控制系统各电气元件功能及plc输入地址和输出地址的分配情况,给出表1、表2、表3进行说明。
12.表1 主电路元件说明
13.元件符号元件名称实现功能qs1空气开关电机的三相电源引入及短路保护qs2空气开关plc单相电源引入及过电流保护fu熔断器plc过电流保护fr1热继电器卸胶车驱动电机m1过载保护fr2热继电器机械手升降电机m2过载保护fr3热继电器螺旋刀转动电机m3过载保护km1交流接触器控制卸胶车驱动电机m1正转,卸胶车向左走km2交流接触器控制卸胶车驱动电机m1反转,卸胶车向右走km3交流接触器控制机械手升降电机m2正转,机械手下降km4交流接触器控制机械手升降电机m2反转,机械手上升km5交流接触器控制螺旋刀转动电机m3正转,螺旋刀顺时针转动km6交流接触器控制螺旋刀转动电机m3反转,螺旋刀逆时针转动m1卸胶车驱动电机卸胶车驱动电机m1正转,驱动卸胶车向左运动,反之向右运动m2机械手升降电机机械手升降电机m2正转,机械手下降,反之上升m3螺旋刀转动电机螺旋刀转动电机m3正转,螺旋刀顺时针转动,反之逆时针转动
14.表2 plc输入地址分配及输入元件说明
[0015][0016]
表3 plc输出地址分配及输出元件说明
[0017]
元件符号元件名称输出地址功能ka1中间继电器y001通过控制交流接触器km1通断,控制卸胶车驱动电机m1正转,卸胶车向左走。ka2中间继电器y002通过控制交流接触器km2通断,控制卸胶车驱动电机m1反转,卸胶车向右走。ka3中间继电器y003通过控制交流接触器km3通断,控制机械手升降电机m2正转,机械手下降。ka4中间继电器y004通过控制交流接触器km4通断,控制机械手升降电机m2反转,机械手上升。ka5中间继电器y005通过控制交流接触器km5通断,控制螺旋刀转动电机m3正转,螺旋刀顺时针转动。ka6中间继电器y006通过控制交流接触器km6通断,控制螺旋刀转动电机m3反转,螺旋刀逆时针转动。
[0018]
自动控制系统的自动控制过程:将选择开关sa打到1档,卸胶工序机械进入自动控制模式,按下启动按钮sb8,装满4块干燥后胶块的运胶车沿运胶车导轨进入到指定位置,当运胶车挡片触碰行程开关st1时,运胶车停于机械手正下方,延时3秒后,中间继电器ka3得电工作,使得交流接触器km3得电工作,机械手升降电机m2起动正转运行,驱动机械手下降,同时中间继电器ka5得电工作,使得交流接触器km5得电工作,螺旋刀转动电机m3正转运行,驱动机械手上的8把螺旋刀顺时针旋转,当8把螺旋刀接触胶块时,机械手仍继续下降,同时8把螺旋刀开始扎入胶块内,直至机械手挡片触碰行程开关st2时,中间继电器ka3断开,使得交流接触器km3断开,机械手升降电机m2停止运行,机械手停止下降,同时中间继电器ka5断开,使得交流接触器km5断开,8把螺旋刀转动电机m3停止运行,螺旋刀停止旋转,此时8把螺旋刀已扎入4块胶块内合适深度,延时3秒后,中间继电器ka4得电工作,使得交流接触器km4得电工作,机械手升降电机m2反转运行,驱动机械手上升将胶块抓起,机械手上升至机械手挡片触碰行程开关st3后,中间继电器ka4断开,使得交流接触器km4断开,机械手升降电机m2停止运行,机械手停止上升,延时3秒后,中间继电器ka1得电工作,使得交流接触器km1得电工作,卸胶车驱动电机m1正转运行,驱动原在卸胶车导轨右侧空的卸胶车沿卸胶车导轨向左运动,当卸胶车挡片触碰卸胶车导轨左侧行程开关st4时,中间继电器ka1断开,使得交流
接触器km1断开,卸胶车驱动电机m1停止运行,同时在导轨左侧缓冲块作用下,卸胶车停于机械手正下方,延时5秒后,中间继电器ka6得电工作,使得交流接触器km6得电工作,螺旋刀转动电机m3反转运行,驱动8把螺旋刀逆时针旋转将胶块卸下,延时 10秒保证胶块已全部落至卸胶车上,中间继电器ka6断开,使得交流接触器km6断开,螺旋刀转动电机m3停止运行,螺旋刀停止转动,同时中间继电器ka2得电工作,使得交流接触器km2得电工作,卸胶车驱动电机m1开始反转运行,驱动卸胶车沿卸胶车导轨向右驶出,当卸胶车挡片触碰卸胶车导轨右侧行程开关st5时,中间继电器ka2断开,使得交流接触器km2断开,卸胶车驱动电机m1停止运行,同时在卸胶车导轨右侧缓冲块作用下,卸胶车停在卸胶车导轨右侧指定位置,一个卸胶工序完成。当下一运胶车沿运胶车导轨驶入至运胶车挡片再次触碰行程开关st1时,下一轮卸胶工序又将开始。以上自动控制过程是可编程控制器(plc)自动控制部分的程序流程图设计基础,基于程序流程图即可设计出卸胶工序机械自动控制过程的梯形图程序,从而实现可编程控制器(plc)对卸胶工序机械的自动控制。
[0019]
自动控制系统手动控制方式为:为满足检修、调试、恢复原位等工作需要,应设置手动控制模式,设计原则是用按钮直接控制中间继电器的通断进而控制接触器的通断来实现各执行元件的动作。具体控制过程为:把选择开关sa打到2挡,卸胶工序机械进入手动控制模式,通过手动按钮sb1控制中间继电器ka3通断,进而控制交流接触器km3通断来控制机械手升降电机m2的正转,从而控制机械手的下降,通过手动按钮sb2控制中间继电器ka4通断,进而控制交流接触器km4通断来控制机械手升降电机m2的反转,从而控制机械手的上升;通过手动按钮sb3控制中间继电器ka5通断来控制交流接触器km5通断,进而控制螺旋刀转动电机m3的正转,从而控制螺旋刀的顺时针旋转,通过手动按钮sb4控制中间继电器ka6通断来控制交流接触器km6通断,进而控制螺旋刀转动电机m3的反转,从而控制螺旋刀的逆时针旋转;通过手动按钮sb6控制中间继电器ka1通断来控制交流接触器km1通断,进而控制卸胶车驱动电机m1的正转,从而控制卸胶车向左运动,通过手动按钮sb7控制中间继电器ka2通断来控制交流接触器km2通断,进而控制卸胶车驱动电机m1的反转,从而控制卸胶车向右运动。以上控制过程是可编程控制器(plc)梯形图程序手动控制部分的设计基础,基于此过程可实现可编程控制器(plc)对各输出元件的手动控制。
[0020]
进一步地,在控制电路中,plc通过控制中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6的电磁线圈通电和断电,从而实现对其触点的通断控制,用中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6的触点分别控制交流接触器km1、交流接触器km2、交流接触器km3、交流接触器km4、交流接触器km5、交流接触器km6的电磁线圈的通电和断电,从而实现对交流接触器km1、交流接触器km2、交流接触器km3、交流接触器km4、交流接触器km5、交流接触器km6触点的通断控制,进而控制主电路中的卸胶车驱动电机m1、机械手升降电机m2、螺旋刀转动电机m3的正反转工作。
[0021]
进一步地,当发生紧急情况时,按下急停按钮sb0,可以迅速有效地切断可编程控制器(plc)的输出部分所有中间继电器的供电回路,从而控制所有中间继电器断开,进一步控制所有交流接触器断开,切断所有电机的供电,使机械处于停止状态,而后若急停按钮sb0未松开,无论plc有何种输入,整个机器均不工作。而当卸胶工序机械处于自动工作状态,若想终止机器的自动运行过程,可按下停止按钮sb9使机械停止运行。
[0022]
进一步地,为了避免同时按下控制同一电机正反转的手动按钮,即避免控制同一电机正反转的接触器同时接通引发电源短路,如假如手动按钮sb1、手动按钮sb2同时接通将引发电源短路,控制系统设置有电气互锁,每台电机的正反转中间继电器的辅助常闭触点互锁,如同时按下按钮sb1和按钮sb2,中间继电器ka1和中间继电器ka2的线圈回路因辅助常闭触点互锁而无法接通电源,因而接触器km1和接触器km2不能同时工作,避免引发电源短路;同样的,中间继电器ka3和中间继电器ka4的线圈回路、中间继电器ka5和中间继电器ka6的线圈回路也设置了辅助常闭触点互锁,从而接触器km3和接触器km4、接触器km5和接触器km6也不能同时工作,避免引发电源短路。
[0023]
进一步地,对于主电路,当电路发生短路故障时,空气开关sq1具有短路保护功能,当电流超过给定值时会跳闸,切断电路,保护生产过程中操作人员和设备的安全;对于控制电路,空气开关sq2具有短路保护功能,同时用熔断器fu辅助空气开关sq2起到短路保护的作用,确保在过电流情况下,切断可编程控制器(plc)的供电线路,使plc免受过电流的危害。
[0024]
进一步地,热继电器fr1、热继电器fr2、热继电器fr3具有过载保护的功能,当电机因过载过热时,热继电器fr1、热继电器fr2、热继电器fr3的辅助常闭触点断开,使胶车驱动电机m1、机械手升降电机m2、螺旋刀转动电机m3停止运行,保证了生产过程中各电机的安全运行。
[0025]
本实用新型的有益效果,使天然橡胶初加工生产线的卸胶工序由人工操作变为机器的自动操作,实现了该生产过程的自动化,为天然橡胶初加工生产线的全面自动化实现打下基础;另一方面,可节省大量人力成本,提高天然橡胶初加工企业的经济效益。
附图说明
[0026]
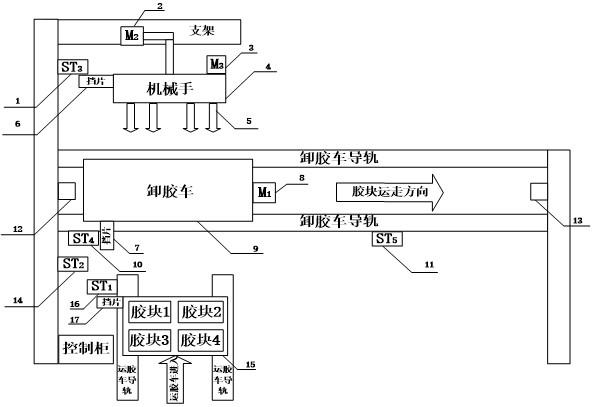
图1是本实用新型实施例的自动控制系统的机械结构和电气元件布置图。
[0027]
图中 1.行程开关st
3 2.机械手升降电机m
2 3.螺旋刀转动电机m
3 4.机械手 5.螺旋刀 6.机械手挡片 7.卸胶车挡片 8.卸胶车驱动电机m19.卸胶车 10.行程开关st
4 11.行程开关st
5 12.导轨左侧缓冲块 13.导轨右侧缓冲块 14.行程开关st
2 15.运胶车 16.行程开关st
1 17.运胶车挡片。
[0028]
图2是本实用新型实施例的电气自动控制系统的主电路原理图。
[0029]
图3是本实用新型实施例的自动控制系统的plc控制电路外部原理接线图。
[0030]
图4是本实用新型实施例的自动控制系统的控制电路中间继电器控制主电路交流接触器的电路原理图。
[0031]
图5是本实用新型实施例的自动控制系统的控制柜元件布置图。
[0032]
图中 18.选择开关sa19.启动按钮sb
8 20.停止按钮sb
9 21.手动按钮sb
1 22.手动按钮sb
2 23.手动按钮sb
3 24.手动按钮sb
4 25.手动按钮sb
6 26.手动按钮sb
7 27.空气开关qs
1 28.空气开关qs
2 29.熔断器fu30.可编程控制器(plc) 31.中间继电器ka
1 32.中间继电器ka
2 33.中间继电器ka
3 34.中间继电器ka
4 35.中间继电器ka
5 36.中间继电器ka
6 37.交流接触器km
1 38.交流接触器km
2 39.交流接触器km
3 40.交流接触器km
6 41.交流接触器km
5 42.交流接触器km
4 43.热继电器fr
1 44.热继电器fr
2 45.热继电器fr
3 46.进出线孔 47.箱体 48.箱门 49.急停按钮sb0。
[0033]
图6是本实用新型实施例的自动控制系统的可编程控制器(plc)的程序流程图。
具体实施方式
[0034]
本实用新型采用的技术方案是:卸胶工序机械有支架,支架的立柱上部安装有行程开关st3(1),支架的立柱下部安装有行程开关st2(14),支架上部中间位置安装有机械手(4)和机械手升降电机m2(2);机械手(4)左侧面安装有机械手挡片(6),机械手(4)上部安装有螺旋刀转动电机m3(3),机械手(4)下部安装有8把螺旋刀(5);支架中部安装有卸胶车导轨,卸胶车导轨左侧安装有行程开关st4(10),卸胶车导轨右侧安装有行程开关st5(11),卸胶车导轨左侧的支架立柱上安装有卸胶车导轨左侧缓冲块(12)、卸胶车导轨右侧的支架立柱上安装有卸胶车导轨右侧缓冲块(13),卸胶车导轨上有卸胶车(9),卸胶车(9)左侧安装有卸胶车挡片(7),卸胶车(9)右侧安装有卸胶车驱动电机m1(8);机械手(4)下方的地面上安装有运胶车导轨,运胶车导轨上有运胶车(15),运胶车(15)前端安装有运胶车挡片(17),运胶车导轨入口处安装有行程开关st1(16);支架的立柱下部地面上安装有控制柜,控制柜内有主电路和控制电路所需的电气元件,机械现场安装的行程开关st1(16)、行程开关st2(14)、行程开关st3(1)、行程开关st4(10)、行程开关st5(11)通过控制柜的进出线孔(46)与控制柜内的plc(30)的相应输入地址相连,机械现场安装的卸胶车驱动电机m1(8)、机械手升降电机m2(2)、螺旋刀转动电机m3(3)通过控制柜的进出线孔(46)与控制柜内相应的热继电器相连。
[0035]
自动控制系统由主电路和控制电路构成,主电路电气元件的连接关系:空气开关qs1(27)为总电源开关,为各交流接触器提供电源,交流接触器km1(37)和交流接触器km2(38)的主触点与热继电器fr1(43)的热元件相连,交流接触器km3(39)和交流接触器km4(42)的主触点与热继电器fr2(44)的热元件相连,交流接触器km5(41)和交流接触器km6(40)的主触点与热继电器fr3(45)的热元件相连,控制柜中的热继电器fr1(43)通过进出线孔(46)与卸胶机械现场的卸胶车驱动电机m1(8)相连,控制柜中热继电器fr2(44)与卸胶机械现场的机械手升降电机m2(2)相连,控制柜中的热继电器fr3(45)与卸胶机械现场的螺旋刀转动电机m3(3)相连。
[0036]
控制电路电气元件的连接关系:第一,卸胶工序机械plc(30)控制电路外部接线,plc(30)由220v交流电源供电,plc(30)输入部分的选择开关sa(18)的1档接plc(30)的输入地址x000,选择开关sa(18)的2档接plc(30)的输入地址x020,行程开关st1(16)接plc(30)的输入地址x001,行程开关st2(14)接plc(30)的输入地址x002,行程开关st3(1)接plc(30)的输入地址x003,行程开关st4(10)接plc(30)的输入地址x004,行程开关st5(11)接plc(30)的输入地址x005,手动按钮sb1(21)接plc(30)的输入地址x011,手动按钮sb2(22)接plc(30)的输入地址x012,手动按钮sb3(23)接plc(30)的输入地址x013,手动按钮sb4(24)接plc(30)的输入地址x014,手动按钮sb6(25)接plc(30)的输入地址x016,手动按钮sb7(26)接plc(30)的输入地址x017,启动按钮sb8(19)接plc(30)的输入地址x006,停止按钮sb9(20)接plc(30)的输入地址x007,各元件的公共端接plc(30)输入地址的com端;中间继电器ka1(31)的线圈接plc(30)的输出地址y001,中间继电器ka2(32)的线圈接plc(30)的输出地址y002,中间继电器ka1(31)的线圈与中间继电器ka2(32)的常闭触点串联,中间继电器ka2(32)的线圈与中间继电器ka1(31)的常闭触点串联,中间继电器ka1(31)的线圈回路与中间继电器ka2(32)的线圈回路并联后再与热继电器fr1(43)的辅助常闭触点串联;中间继电器ka3(39)的线圈接plc(30)的输出地址y003,中间继电器ka4(34)的线圈接plc(30)的输出地址y004,中间继电
器ka3(39)的线圈与中间继电器ka4(34)的常闭触点串联,中间继电器ka4(34)的线圈与中间继电器ka3(39)的常闭触点串联,中间继电器ka3(39)的线圈回路与中间继电器ka4(34)的线圈回路并联后再与热继电器fr2(44)的辅助常闭触点串联;中间继电器ka5(35)的线圈接plc(30)的输出地址y005,中间继电器ka6(36)的线圈接plc(30)的输出地址y006,中间继电器ka5(35)的线圈与中间继电器ka6(36)的常闭触点串联,中间继电器ka6(36)的线圈与中间继电器ka5(35)的常闭触点串联,中间继电器ka5(35)的线圈回路与中间继电器ka6(36)的线圈回路并联后再与热继电器fr3(45)的辅助常闭触点串联,输出电路的公共端接交流电源和急停按钮sb0(49)的串联电路后接到plc(30)的com1端;第二,中间继电器控制主电路交流接触器的电路连接关系,这部分电路由380v交流电源供电,交流接触器km1(37)的线圈接中间继电器ka1(31)的常开触点,交流接触器km2(38)的线圈接中间继电器ka2(32)的常开触点,交流接触器km3(39)的线圈接中间继电器ka3(33)的常开触点,交流接触器km4(42)的线圈接中间继电器ka4(34)的常开触点,交流接触器km5(41)的线圈接中间继电器ka5(35)的常开触点,交流接触器km6(40)的线圈接中间继电器ka6(36)的常开触点。
[0037]
自动控制系统的自动控制过程:将选择开关sa(18)打到1档,卸胶工序机械进入自动控制模式,按下启动按钮sb8(19),装满4块干燥后胶块的运胶车(15)沿运胶车导轨进入,当运胶车挡片(17)触碰行程开关st1(16)时,运胶车停在机械手(4)正下方,延时3秒后,中间继电器ka3(33)得电工作,使得交流接触器km3(39)也得电工作,交流接触器km3(39)的常开触点闭合,机械手升降电机m2(2)起动正转运行,驱动机械手(4)下降,同时中间继电器ka5(35)得电工作,使得交流接触器km5(41)得电工作,螺旋刀转动电机m3(3)正转运行,驱动机械手(4)上的8把螺旋刀(5)顺时针旋转,当螺旋刀(5)接触到胶块时,机械手(4)仍继续下降,此时8把螺旋刀(5)已开始扎入4块胶块内,直至机械手挡片(6)触碰行程开关st2(14)时,中间继电器ka3(33)断电,使得交流接触器km3(39)断电,机械手升降电机m2(2)停止运行,机械手(4)停止下降,同时中间继电器ka5(35)断电,使得交流接触器km5(41)断电,螺旋刀转动电机m3(3)停止运行,8把螺旋刀(5)停止旋转,此时的螺旋刀已扎入胶块内合适深度,延时3秒后,中间继电器ka4(34)得电,使得交流接触器km4(42)得电,机械手升降电机m2(2)反转运行,驱动机械手(4)上升将胶块抓起,机械手(4)上升至机械手挡片(6)触碰行程开关st3(1)后,中间继电器ka4(34)断电,使得交流接触器km4(42)断电,机械手升降电机m2(2)停止运行,机械手(4)停止上升,延时3秒后,中间继电器ka1(31)得电,使得交流接触器km1(37)得电,卸胶车驱动电机m1(8)正转运行,驱动原在卸胶车导轨右侧的空的卸胶车(9)沿着卸胶车导轨向左运动,当卸胶车挡片(7)触碰卸胶车导轨左侧行程开关st4(10)时,中间继电器ka1(31)断电,使得交流接触器km1(37)断电,卸胶车驱动电机m1(8)停止运行,同时在导轨左侧缓冲块作用下,卸胶车停至机械手(4)正下方,延时5秒后,中间继电器ka6(36)得电,使得交流接触器km6(40)得电,螺旋刀转动电机m3(3)反转运行,驱动8把螺旋刀(5)逆时针旋转将胶块卸下,经延时 10秒胶块已落至卸胶车上,中间继电器ka6(36)断电,使得交流接触器km6(40)断电,螺旋刀转动电机m3(3)停止运行,螺旋刀(5)停止转动,同时中间继电器ka2(32)得电,使得交流接触器km2(38)得电,卸胶车驱动电机m1(8)开始反转运行,驱动卸胶车(9)沿卸胶车导轨向右驶出,当卸胶车挡片(7)触碰卸胶车导轨右侧行程开关st5(11)时,中间继电器ka2(32)断电,使得交流接触器km2(38)断电,卸胶车驱动电机m1(8)停止运行,同时在卸胶车导轨右侧缓冲块作用下,卸胶车停在卸胶车导轨右侧,一个卸胶工序的工
作完成。当下一运胶车(15)沿运胶车导轨驶入,运胶车挡片(17)再次触碰行程开关st1(16)时,下一轮卸胶又将开始。以上过程是可编程控制器(plc)(30)自动控制模式的程序流程图设计基础,基于此过程可设计出可编程控制器(plc)(30)的梯形图程序,从而实现可编程控制器(plc)(30)对卸胶工序机械的自动控制。
[0038]
自动控制系统的手动工作方式为:将选择开关sa(18)调至2挡,卸胶工序机械进入手动控制模式,当运胶车(15)载着胶块进入卸胶工序并触碰行程开关st1(16)时,按下手动按钮sb1(21),手动按钮sb1(21)控制中间继电器ka3(33)通断电来控制交流接触器km3(39)通断电,交流接触器km3(39)通断来控制机械手升降电机m2(2)的正转运行,从而控制机械手(4)的下降,同时通过按下手动按钮sb3(23)控制中间继电器ka5(35)通断来控制交流接触器km5(41)通断来控制螺旋刀转动电机m3(3)的正转运行,从而控制螺旋刀(5)的顺时针旋转,当螺旋刀(5)接触胶块表面并刚扎入胶块内部时仍继续按下两个手动按钮即手动按钮sb1(21)和手动按钮sb3(23),当螺旋刀(5)扎入胶块合适深度时,松开手动按钮sb1(21)和手动按钮sb3(23),按下手动按钮sb2(22),控制中间继电器ka4(34)通断来控制交流接触器km4(42)通断进而控制机械手升降电机m2(2)的反转运行,从而控制机械手(4)的上升,当机械手(4)上升至行程开关st3(1)时,松开手动按钮sb2(22),并按下手动按钮sb6(25)控制中间继电器ka1(31)通断,用中间继电器ka1(31)来控制交流接触器km1(37)通断从而控制卸胶车驱动电机m1(8)的正转运行,进而控制卸胶车(9)向左运动,当卸胶车(9)快接触卸胶车导轨左侧缓冲块(12)时,松开手动按钮sb6(25),待卸胶车(9)停下,按下手动按钮sb4(24)控制中间继电器ka6(36)通断,从而控制交流接触器km6(40)通断,进而控制螺旋刀转动电机m3(3)的反转运行,使螺旋刀(5)逆时针旋转,松开胶块,胶块落至卸胶车(9)后,按下手动按钮sb7(26)控制中间继电器ka2(32)通断来控制交流接触器km2(38)通断进而控制卸胶车驱动电机m1(8)的反转运行,从而控制卸胶车(9)向右运动,当运动到右侧接近导轨右侧缓冲块(13)时松开手动按钮sb7(26),卸胶车(9)停止,此时卸胶工作完成。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

