碳酸饮料填充装置
1.本技术是申请日为2017年9月27日,申请号为201780060570.1,发明名称为“无菌碳酸饮料填充系统及无菌碳酸饮料填充方法”的发明专利申请的分案申请。
技术领域
2.本发明涉及无菌碳酸饮料填充系统及无菌碳酸饮料填充方法。
背景技术:
3.以往至今,盛行制作盛装包括碳酸饮料在内的饮料的饮料盛装容器,其中,该碳酸饮料含有果汁、乳成分等来源于动植物的成分。该情况下,首先将碳酸饮料填充于容器(pet瓶),之后,进行将碳酸饮料连同容器一起加热的加热杀菌处理。通过进行加热杀菌处理,能够抑制在碳酸饮料中繁殖霉菌、酵母等其他微生物。例如,在含有果汁的碳酸饮料的情况下,在低温下向混合有果汁、乳成分等氮源的调合液压入碳酸气体。之后,将溶解有碳酸气体的调合液填充于容器,并用盖将容器密封。接着,填充于该容器内的碳酸饮料从容器的外侧被施以加热杀菌处理,对碳酸饮料和容器同时进行杀菌。该加热杀菌处理通常以如下条件进行:将碳酸饮料以60℃以上且65℃以下的液温加热10分钟左右。
4.现有技术文献
5.专利文献
6.专利文献1:(日本)特开2006-211931号公报
7.但是,在进行现有加热杀菌处理的情况下,由碳酸饮料组成的内容物,例如含有果汁、乳成分等氮源的内容液有可能发生变质。另外,在加热杀菌处理时容器膨胀,故而,也会导致产生容器变形等不良情况。因此,对如下内容进行研究:使用无菌填充设备将碳酸饮料填充于容器,由此不进行加热杀菌处理。
8.另一方面,在现有无菌填充设备中,为了将泵等旋转体与非旋转体的分界面密封,而向旋转体与非旋转体的密封部供给高温蒸气。但是,在使用无菌填充设备填充碳酸饮料的情况下,当向密封部供给高温蒸气时,滞留于该密封部附近的碳酸饮料的液温上升,存在如下顾虑:填充碳酸饮料时从容器内的碳酸饮料产生大量的泡(也称为发泡);或碳酸饮料中的碳酸气体浓度变得不稳定。尤其是在无菌填充设备暂时停止的情况下,容易在密封部附近滞留碳酸饮料,故而,这种不良情况尤为显著。
9.本发明是考虑如上点而作出的,其目的在于,提供在使用无菌填充设备填充碳酸饮料时,能够防止从容器内的碳酸饮料产生大量的泡、以及碳酸饮料中的碳酸气体浓度变得不稳定的无菌碳酸饮料填充系统及无菌碳酸饮料填充方法。
技术实现要素:
10.本发明提供一种碳酸饮料填充装置,其配置于无菌室的内部,具备:
11.搬送轮,其一边旋转一边搬送多个瓶;
12.多个填充嘴,其配置于所述搬送轮,分别向所述瓶的内部注入碳酸饮料;
13.碳酸饮料供给管路,其与所述填充嘴连接,向所述瓶供给所述碳酸饮料;
14.气体供给管路,其与所述填充嘴连接,向所述瓶供给反压用气体;
15.吸气管路,其与所述填充嘴连接,将所述瓶的内部的气体排出;
16.所述吸气管路向所述无菌室内的所述碳酸饮料填充装置内开放,所述搬送轮以及所述填充嘴由罩覆盖,在所述罩的上部安装有旋转接头,所述碳酸饮料供给管路和所述气体供给管路通过所述旋转接头,
17.所述旋转接头具有作为旋转体的旋转配管和作为非旋转体的固定配管,
18.所述碳酸饮料从所述固定配管朝向所述旋转配管流动,
19.所述旋转接头的所述旋转配管和所述固定配管的分界面由1℃以上且40℃以下的无菌空气密封,以抑制滞留于所述旋转配管及所述固定配管内的所述碳酸饮料的温度上升。
20.本发明提供一种无菌碳酸饮料填充系统,其中,具备:饮料杀菌部,其对原料液进行杀菌,由此制作已杀菌饮料;饮料冷却部,其冷却由上述饮料杀菌部制作的上述已杀菌饮料;碳酸饮料生成部,其向由上述饮料冷却部冷却后的上述已杀菌饮料注入碳酸气体,由此制作无菌碳酸饮料;碳酸饮料填充部,其将由上述碳酸饮料生成部制作的上述无菌碳酸饮料填充于瓶;饮料供给系配管,其将上述饮料杀菌部、上述饮料冷却部、上述碳酸饮料生成部及上述碳酸饮料填充部连结;在上述碳酸饮料填充部及上述饮料供给系配管中的至少一方,设有具有旋转体和非旋转体的旋转机械,上述旋转体和上述非旋转体的分界面由无菌水或无菌空气密封。
21.本发明的无菌碳酸饮料填充系统中,上述旋转机械是设于上述饮料供给系配管的泵。
22.本发明的无菌碳酸饮料填充系统中,密封上述分界面的密封部的内压低于上述饮料供给系配管的内压。
23.本发明的无菌碳酸饮料填充系统中,上述旋转机械是上述碳酸饮料填充部的旋转接头。
24.本发明的无菌碳酸饮料填充系统中,密封上述分界面的密封部的内压低于位于上述旋转接头内部的供上述无菌碳酸饮料流动的配管的内压。
25.本发明提供一种无菌碳酸饮料填充方法,其中,包括:杀菌工序,在饮料杀菌部中,对原料液进行杀菌,由此制作已杀菌饮料;冷却工序,在饮料冷却部中,冷却由上述饮料杀菌部制作的上述已杀菌饮料;碳酸饮料生成工序,在碳酸饮料生成部中,向由上述饮料冷却部冷却后的上述已杀菌饮料注入碳酸气体,由此制作无菌碳酸饮料;填充工序,在碳酸饮料填充部中,将由上述碳酸饮料生成部制作的上述无菌碳酸饮料填充于瓶;上述饮料杀菌部、上述饮料冷却部、上述碳酸饮料生成部及上述碳酸饮料填充部由饮料供给系配管连结,在上述碳酸饮料填充部及上述饮料供给系配管中的至少一方,设有具有旋转体和非旋转体的旋转机械,上述旋转体和上述非旋转体的分界面由无菌水或无菌空气密封。
26.根据本发明,在使用无菌碳酸饮料填充系统向瓶中填充碳酸饮料时,能够防止从容器内的碳酸饮料产生大量的泡、以及碳酸饮料中的碳酸气体浓度变得不稳定。
附图说明
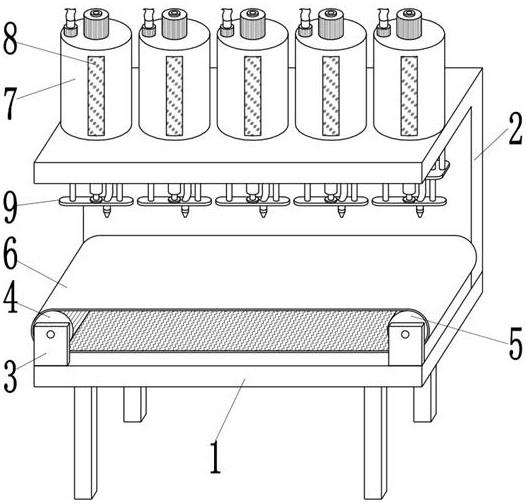
27.图1是表示本发明一实施方式的无菌碳酸饮料填充系统的概略平面图;
28.图2是表示本发明一实施方式的无菌碳酸饮料填充系统之中的碳酸饮料调合部和碳酸饮料填充部的概略结构图;
29.图3是表示由泵构成的旋转机械的旋转体与非旋转体的分界面的概略剖面图;
30.图4是表示由旋转接头构成的旋转机械的旋转体与非旋转体的分界面的概略剖面图。
具体实施方式
31.以下,参照图1至图4对本发明的一个实施方式进行说明。图1至图4是表示本发明的一个实施方式的图。需要说明的是,在以下各图中,对同一部分标注同一标记,存在将一部分详细说明省略的情况。
32.(无菌碳酸饮料填充系统)
33.首先,通过图1对本实施方式的无菌碳酸饮料填充系统进行说明。
34.图1所示的无菌碳酸饮料填充系统10是对瓶(容器)30填充由无菌碳酸饮料组成的内容物的系统。瓶30能够通过对预成形坯进行双向拉伸吹塑成形来制作,其中,该预成形坯是将合成树脂材料注射成形而制作成的。作为瓶30的材料,优选使用热塑性树脂,特别优选使用pe(聚乙烯)、pp(聚丙烯)、pet(聚对苯二甲酸乙二酯)、或pen(聚萘二甲酸乙二醇酯)。除此以外,作为容器,也可以是玻璃(瓶)、罐等。在本实施方式中,以将塑料瓶用作容器的情况为例进行说明。
35.如图1所示,无菌碳酸饮料填充系统10具备:瓶供给部21、瓶杀菌部11、空气清洗部14、无菌水清洗部15、碳酸饮料填充部(灌装装置)20、盖安装部(压盖装置、卷封机)16、产品瓶搬出部22。这些瓶供给部21、瓶杀菌部11、空气清洗部14、无菌水清洗部15、碳酸饮料填充部20、盖安装部16、及产品瓶搬出部22沿着瓶30的搬送方向从上游侧朝下游侧以该顺序配设。另外,在瓶杀菌部11、空气清洗部14、和无菌水清洗部15、碳酸饮料填充部20、以及盖安装部16之间设有在这些装置之间搬送瓶30的多个搬送轮12。
36.瓶供给部21从外部向无菌碳酸饮料填充系统10依次收入空的瓶30,并将收入的瓶30朝向瓶杀菌部11搬送。
37.需要说明的是,也可以是,在瓶供给部21的上游侧,设有通过将预成形坯双向拉伸吹塑成形来进行瓶30的成形的瓶成形部(未图示)。这样,也可以连续地进行从预成形坯的供给起、经过瓶30的成形、直至向瓶30填充无菌碳酸饮料及封盖的工序。该情况下,能够以小容积的预成形坯的形态而非大容积的瓶30的形态从外部至无菌碳酸饮料填充系统10进行搬运,因而,能够使构成无菌碳酸饮料填充系统10的设备紧凑。
38.瓶杀菌部11向瓶30喷射杀菌剂,由此将瓶30内杀菌。作为杀菌剂,例如可使用过氧化氢水溶液。在瓶杀菌部11中,生成使浓度为1重量%以上、优选35重量%的过氧化氢水溶液一经气化后凝结而成的雾或气体,并将该雾或气体向瓶30的内外面喷雾。这样,瓶30内由过氧化氢水溶液的雾或气体得到杀菌,因而,瓶30的内表面被均匀地杀菌。
39.空气清洗部14向瓶30供给无菌的加热空气或常温空气,由此,在进行过氧化氢的活化的同时,从瓶30内将异物、过氧化氢等去除。
40.无菌水清洗部15以无菌的15℃以上且85℃以下的水,对经杀菌剂即过氧化氢杀菌后的瓶30进行洗净。由此,对附着于瓶30的过氧化氢进行冲洗,并且将异物去除。需要说明的是,无菌水清洗部15并非必须设置。
41.碳酸饮料填充部20从瓶30的口部向瓶30内填充经预杀菌处理的无菌碳酸饮料。在该碳酸饮料填充部20中,对空状态的瓶30填充无菌碳酸饮料。在该碳酸饮料填充部20中,多个瓶30旋转(公转),同时向瓶30的内部填充无菌碳酸饮料。该无菌碳酸饮料以1℃以上且40℃以下、优选5℃以上且10℃以下的填充温度被填充于瓶30内。这样将无菌碳酸饮料的填充温度设为例如1℃以上且10℃以下的理由在于:当无菌碳酸饮料的液温高于10℃时,碳酸气体容易从无菌碳酸饮料脱出。需要说明的是,作为由碳酸饮料填充部20填充的无菌碳酸饮料,例如可举出含有果汁、乳成分等来源于动植物的成分的碳酸饮料。
42.向碳酸饮料填充部20供给的碳酸饮料事先由碳酸饮料调合部40制作。碳酸饮料填充部20将从碳酸饮料调合部40送来的碳酸饮料填充在瓶30的内部。需要说明的是,碳酸饮料调合部40的结构将后述。
43.盖安装部16向瓶30的口部安装盖33,由此,将瓶30封盖。在盖安装部16中,瓶30的口部由盖33封闭,以外部的空气及微生物不会侵入到瓶30内的方式被密封。在盖安装部16中,填充有无菌碳酸饮料的多个瓶30旋转(公转),同时向其口部安装盖33。这样,通过向瓶30的口部安装盖33,得到产品瓶35。
44.盖33事先在盖杀菌部25被杀菌。盖杀菌部25例如配置于无菌室13(后述)的外侧且配置于盖安装部16的附近。在盖杀菌部25中,就从外部搬入的盖33而言,事先集中多个盖33,然后朝盖安装部16成列地搬送盖33。在朝盖安装部16搬送盖33的中途,朝盖33的内外面吹附过氧化氢的雾或气体后,以热空气进行干燥,并进行杀菌处理。
45.产品瓶搬出部22将由盖安装部16安装有盖33的产品瓶35连续地朝向无菌碳酸饮料填充系统10的外部搬出。
46.需要说明的是,无菌碳酸饮料填充系统10具有无菌室13。在无菌室13的内部,收纳有上述的瓶杀菌部11、空气清洗部14、无菌水清洗部15、碳酸饮料填充部20、及盖安装部16。该无菌室13的内部保持为无菌状态。
47.进一步地,无菌室13被划分成瓶杀菌室13a、和填充卷封室13b。在瓶杀菌室13a与填充卷封室13b之间设有室壁13c,瓶杀菌室13a和填充卷封室13b经由室壁13c互相分开。在瓶杀菌室13a的内部,配置有瓶杀菌部11、空气清洗部14和无菌水清洗部15。在填充卷封室13b的内部,配置有碳酸饮料填充部20和盖安装部16。
48.(无菌碳酸饮料填充系统)
49.接着,利用图2对无菌碳酸饮料填充系统10的碳酸饮料调合部40及碳酸饮料填充部20的结构进行说明。需要说明的是,在图2中,实线箭头表示饮料(原料液、已杀菌饮料、无菌碳酸饮料)的流动,虚线箭头表示气体(蒸气、无菌碳酸气体)的流动,点划线箭头表示水(无菌水)的流动。
50.如图2所示,碳酸饮料调合部40具备:饮料杀菌部41、第一无菌罐42、饮料冷却部43、碳酸饮料生成部44、第二无菌罐45。
51.其中,饮料杀菌部41对例如含有果汁、乳成分等来源于动植物的成分的原料液进行杀菌,由此制作已杀菌饮料。饮料杀菌部41例如也可以由超高温瞬时杀菌装置(uht:
ultra high
‑
temperature)构成。该情况下,在由uht构成的饮料杀菌部41,从外部供给原料液,通过对该原料液进行瞬时加热杀菌来制作已杀菌饮料。
52.第一无菌罐42暂时贮存由饮料杀菌部41杀菌后的已杀菌饮料。从无菌空气供给部57向第一无菌罐42供给无菌空气,无菌空气填充于第一无菌罐42内。需要说明的是,也可以不必设置第一无菌罐42,而可以将来自饮料杀菌部41的已杀菌饮料向饮料冷却部43直接供给。
53.在第一无菌罐42与饮料冷却部43之间,设有第一泵51。第一泵51用于将来自第一无菌罐42的已杀菌饮料向饮料冷却部43送液。从蒸气供给部52向第一泵51供给蒸气。来自蒸气供给部52的蒸气例如为90℃以上且140℃以下左右,用于第一泵51的机械密封。于是,通过向将机械密封的分界面包围的空间供给蒸气,防止来自外界的菌及微生物经由分界面混入到已杀菌饮料中。
54.饮料冷却部43冷却由饮料杀菌部41制作的已杀菌饮料。饮料冷却部43具有冷却板、或冷却壳及管。在该饮料冷却部43中,已杀菌饮料例如被冷却为1℃以上且5℃以下。由此,容易在碳酸饮料生成部44将碳酸气体溶解于已杀菌饮料。
55.在饮料冷却部43与碳酸饮料生成部44之间,设有第二泵(旋转机械)53。第二泵53用于将来自饮料冷却部43的已杀菌饮料向碳酸饮料生成部44送液。从无菌水杀菌供给部55向第二泵53供给无菌水。无菌水杀菌供给部55例如也可以是超高温瞬时杀菌装置(uht)。来自无菌水杀菌供给部55的无菌水的温度例如是1℃以上且40℃以下左右。该无菌水以与来自饮料冷却部43的已杀菌饮料同等以上的杀菌值被杀菌,并如后述,用于第二泵53的机械密封。于是,通过向将机械密封的分界面包围的空间供给无菌水,防止来自外界的菌及微生物经由分界面混入到已杀菌饮料中。需要说明的是,通过使用1℃以上且40℃以下左右的无菌水来进行机械密封,防止通过第二泵53的已杀菌饮料的温度上升。此外,对于从无菌水杀菌供给部55将无菌水送液的配管,优选在将无菌碳酸饮料填充于瓶30前,事先通过蒸气或热水进行杀菌(sip(sterilizing in place))处理。
56.碳酸饮料生成部44向由饮料冷却部43冷却后的已杀菌饮料注入碳酸气体,由此将碳酸气体溶解于已杀菌饮料,制作无菌碳酸饮料。碳酸饮料生成部44例如能够使用碳酸化器等公知机构。碳酸饮料生成部44与无菌碳酸供给部54连结,从无菌碳酸供给部54向碳酸饮料生成部44供给经过滤器过滤后的无菌状态的碳酸气体。在碳酸饮料生成部44中,来自无菌碳酸供给部54的碳酸气体以高压被导入已杀菌饮料,制作溶解有碳酸气体的无菌碳酸饮料。
57.在碳酸饮料生成部44与第二无菌罐45之间,设有第三泵(旋转机械)56。第三泵56用于将来自碳酸饮料生成部44的无菌碳酸饮料向第二无菌罐45送液。与第二泵53同样地,从无菌水杀菌供给部55向第三泵56供给无菌水。该无菌水用于第三泵56的机械密封。
58.第二无菌罐45暂时贮存由碳酸饮料生成部44溶解有碳酸气体的无菌碳酸饮料。从无菌碳酸气体供给部58向第二无菌罐45供给无菌碳酸气体,无菌碳酸气体填充于第二无菌罐45内。通过无菌碳酸气体对无菌碳酸饮料进行加压,由此,防止溶解于无菌碳酸饮料中的碳酸气体向气相中释放。优选地,可以以高于制造基准碳酸气体压力的压力进行加压。由此,无菌碳酸饮料中的碳酸气体的浓度保持为恒定。需要说明的是,也可以不必设置第二无菌罐45,而可以将来自碳酸饮料生成部44的无菌碳酸饮料向碳酸饮料填充部20的填充进料
罐75直接供给。
59.在第二无菌罐45与碳酸饮料填充部20的填充进料罐75之间,夹设有第四泵(旋转机械)59和过滤器62。其中,第四泵59用于将来自第二无菌罐45的无菌碳酸饮料向填充进料罐75送液。与第二泵53及第三泵56同样地,从无菌水杀菌供给部55向第四泵59供给无菌水。该无菌水用于第四泵59的机械密封。过滤器62用于过滤从第四泵59向填充进料罐75输送的无菌碳酸饮料所含的杂质、异物等。过滤器62设置在填充阀前端之前的位置即可。
60.填充进料罐(缓冲罐)75配置于碳酸饮料填充部20的上侧部分。在填充进料罐75的内部填充有无菌碳酸饮料。填充进料罐75的上部与无菌碳酸供给部63连结,从无菌碳酸供给部63向填充进料罐75供给无菌状态的碳酸气体。通过该无菌碳酸气体对无菌碳酸饮料进行加压,由此,防止溶解于无菌碳酸饮料中的碳酸气体向气相中释放。优选地,可以以高于制造基准碳酸气体压力的压力进行加压。由此,填充进料罐75内的碳酸饮料中的碳酸气体的浓度保持为恒定。
61.在碳酸饮料填充部20中,对空状态的瓶30填充由碳酸饮料生成部44制作的无菌碳酸饮料。碳酸饮料填充部20具有旋转的搬送轮71。通过该搬送轮71使多个瓶30旋转(公转),同时向瓶30内部填充无菌碳酸饮料。另外,沿着搬送轮71的外周,配置有多个填充嘴72。在各填充嘴72,分别安装有一个瓶30,从填充嘴72向瓶30的内部注入无菌碳酸饮料。作为填充嘴72,能够使用公知的填充嘴(例如,日本专利第4674743号)。在填充嘴72,连接有碳酸饮料供给管路73及气体供给管路74。其中,就碳酸饮料供给管路73而言,其一端与填充有无菌碳酸饮料的填充进料罐75连接,并且,在另一端与瓶30的内部连通。继而,从填充进料罐75供给的无菌碳酸饮料通过碳酸饮料供给管路73被注入瓶30的内部。另外,就气体供给管路74而言,其一端与填充进料罐75连接,并且,在另一端与瓶30的内部连通。从填充进料罐75供给的由无菌碳酸气体组成的反压用气体通过气体供给管路74,被填充于瓶30的内部。进一步地,与气体供给管路74分体地,未图示的吸气(snifter)管路与各个填充阀(未图示)连接,能够经由吸气管路将瓶30的内部的气体排出。各填充阀的吸气管路由岐管连结,进一步地,其前端向无菌室13内的灌装装置内开放。由此,能够将瓶30内的气体以无细菌污染物的方式向无菌空间即灌装装置内排出。
62.搬送轮71及填充嘴72由罩76覆盖。在罩76的上部附接有旋转接头(旋转机械)77。通过该旋转接头77,旋转体(搬送轮71、填充嘴72、及旋转配管92(后述)等)与非旋转体(罩76及固定配管91(后述)等)以无菌状态被密封。在旋转接头77,连接有配管杀菌用的杀菌气体供给部64和无菌空气供给部65。在起自杀菌气体供给部64的供给管、和起自无菌空气供给部65的供给管,分别设有阀66、67。作为从杀菌气体供给部64供给的杀菌气体,例如可举出过氧化氢气体、蒸气。无菌空气供给部65在供给管经来自杀菌气体供给部64的杀菌气体杀菌后,朝旋转接头77供给无菌空气。如后述,来自无菌空气供给部65的无菌空气用于旋转接头77的机械密封。这样,通过向将机械密封的分界面包围的空间供给无菌空气,防止来自外界的菌及微生物经由分界面混入到已杀菌饮料中。
63.另外,饮料杀菌部41、第一无菌罐42、饮料冷却部43、碳酸饮料生成部44、第二无菌罐45及碳酸饮料填充部20由饮料供给系配管60连结。在饮料供给系配管60的内部,饮料(原料液、已杀菌饮料或无菌碳酸饮料)依次通过。该情况下,饮料冷却部43、碳酸饮料生成部44、碳酸饮料填充部20及饮料供给系配管60的内部的杀菌度均高于饮料杀菌部41的杀菌后
的原料液的杀菌度。由此,在比饮料杀菌部41更靠后的工序中,能够将饮料(原料液、已杀菌饮料或无菌碳酸饮料)的杀菌度维持在比饮料杀菌部41的杀菌后的原料液的杀菌度高的状态。其结果,即使在将含有果汁、乳成分等来源于动植物的成分的碳酸饮料填充于瓶30的情况下,也能够可靠地防止霉菌、酵母等其他微生物在填充后的碳酸饮料中繁殖。
64.需要说明的是,关于碳酸饮料填充部20及碳酸饮料调合部40之中的供饮料(原料液、已杀菌饮料或无菌碳酸饮料)通过的流路,优选地,定期性地或者在切换饮料种类时,进行cip(cleaning in place)处理,进一步地进行sip(sterilizing in place)处理。cip处理通过如下方式进行:在从将原料液向饮料杀菌部41供给的路径的管路内起至碳酸饮料填充部20的填充嘴72止的流路,例如使水中添加有苛性苏打等碱性药剂的洗净液流过后,流动在水中添加有酸性药剂的洗净液。由此,附着于饮料要通过的流路内的上次的饮料残留物等得以去除。另外,sip处理是用于在进入饮料的填充作业前,事先对饮料要通过的流路内进行杀菌的处理,例如,通过在经上述cip洗净后的流路内流动加热蒸气或热水来进行。由此,饮料要通过的流路内经杀菌处理,形成无菌状态。
65.关于碳酸饮料填充部20及碳酸饮料调合部40的饮料要通过的流路的杀菌程度,也可以通过f值进行管理。例如,也可以是,在碳酸饮料填充部20及碳酸饮料调合部40的流路,在流动加热蒸气或热水的同时,通过配置在流路之中温度难以上升的各处的温度传感器来测定温度。继而,也可以是,在来自各温度传感器的温度达到规定温度的时间为规定时间以上时,结束加热蒸气等对流路的加热。这里,f值指的是,在将细菌加热了一定时间时,杀灭全部细菌所需的加热时间,以121.1℃下细菌的致死时间来表示,通过下式算出。
66.[式1]
[0067][0068]
(其中,t表示任意的杀菌温度(℃),10^{(t-tr)/z}表示任意的杀菌温度t下的致死率,tr表示基准温度(℃),z表示z值(℃)。)
[0069]
接着,利用图3及图4对上述的旋转机械(第二泵53、第三泵56、第四泵59及旋转接头77)的旋转体与非旋转体的分界面的结构进行说明。
[0070]
首先,借助图3,对由泵构成的旋转机械进行说明。图3是表示由泵构成的旋转机械的旋转体与非旋转体的分界面的放大剖面图。以下,作为由泵构成的旋转机械,以第二泵53为例进行说明,但对于第三泵56及第四泵59,其结构也是大致同样的。
[0071]
如图3所示,第二泵(旋转机械)53具有:壳体81;配置于壳体81内的叶轮82;经由旋转轴83与叶轮82连结、且使叶轮82旋转的电动机84。
[0072]
其中,壳体81具有:来自饮料冷却部43的已杀菌饮料流入的饮料流入口81a;由叶轮82送出的已杀菌饮料朝向碳酸饮料生成部44流出的饮料流出口81b。上述饮料流入口81a及饮料流出口81b与饮料供给系配管60连接。另外,叶轮82配置于壳体81内部,由电动机84旋转从而将已杀菌饮料从饮料流入口81a送往饮料流出口81b。
[0073]
在壳体81连结有机械密封部(密封部)85。在机械密封部85内形成有内部空间85a。无菌水入口85b和无菌水出口85c与该内部空间85a连通。来自无菌水杀菌供给部55的无菌水从无菌水入口85b向内部空间85a供给,并从无菌水出口85c排出。
[0074]
在图3中,在壳体81与机械密封部85之间,设有连结部86。连结部86为大致圆筒形
状,在其内部插通有旋转轴83。该情况下,连结部86是非旋转体,旋转轴83是旋转体。并且,在由非旋转体构成的连结部86与由旋转体构成的旋转轴83之间,形成有分界面87。在该分界面87,壳体81内的已杀菌饮料由机械密封部85内的无菌水密封。由此,防止来自外界的菌或微生物经由分界面87混入到已杀菌饮料中。
[0075]
机械密封部85内的无菌水的温度例如为1℃以上且40℃以下,更优选为10℃以上且25℃以下。因此,滞留于壳体81内的已杀菌饮料的温度不会受机械密封部85内的无菌水的影响而上升。由此,如下不良情况得到防止:在填充碳酸饮料时,从瓶30内的碳酸饮料产生大量的泡(发泡);或碳酸饮料中的碳酸气体浓度变得不稳定。
[0076]
需要说明的是,密封分界面87的机械密封部85的内压(内部空间85a的压力)低于饮料供给系配管60及壳体81的内压。由此,能够更可靠地防止来自外界的菌或微生物经由分界面87混入到已杀菌饮料中。
[0077]
此外,如上所述,关于将碳酸填充前的已杀菌饮料从第一无菌罐42向饮料冷却部43送液的第一泵51,对机械密封部供给蒸气。但是,不限于此,关于第一泵51,也可以是与第二泵53同样地,向机械密封部供给无菌水。
[0078]
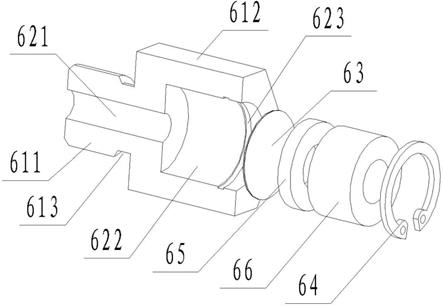
接着,借助图4,对由旋转接头构成的旋转机械进行说明。图4是表示由旋转接头构成的旋转机械的旋转体与非旋转体的分界面的放大剖面图,具体而言,是碳酸饮料填充部20的旋转接头77的放大剖面图。
[0079]
如图4所示,旋转接头(旋转机械)77具有:与填充进料罐75侧连接的固定配管91;与填充嘴72侧连接的旋转配管92。
[0080]
其中,固定配管91是来自填充进料罐75的无菌碳酸饮料流入的配管。另外,旋转配管92是将来自固定配管91的无菌碳酸饮料朝填充嘴72送入的配管,与搬送轮71及填充嘴72一同旋转。需要说明的是,固定配管91及旋转配管92构成上述的碳酸饮料供给管路73的一部分。
[0081]
在固定配管91及旋转配管92,连结有机械密封部(密封部)93。在机械密封部93内形成有内部空间93a。无菌空气入口93b和无菌空气出口93c与该内部空间93a连通。来自无菌空气供给部65的无菌空气从无菌空气入口93b向内部空间93a供给,之后从无菌空气出口93c排出。
[0082]
在图4中,固定配管91是非旋转体,旋转配管92是旋转体。并且,在由非旋转体构成的固定配管91与由旋转体构成的旋转配管92之间,形成有分界面94。在该分界面94,在固定配管91及旋转配管92的内部流动的无菌碳酸饮料由机械密封部93内的无菌空气密封。由此,防止来自外界的菌或微生物经由分界面94混入到无菌碳酸饮料中。
[0083]
机械密封部93内的无菌空气的温度例如为1℃以上且40℃以下,更优选为10℃以上且25℃以下。因此,滞留于固定配管91及旋转配管92内的无菌碳酸饮料的温度不会受机械密封部93内的无菌空气的影响而上升。由此,如下不良情况得到防止:在填充碳酸饮料时,从瓶30内的碳酸饮料产生大量的泡(发泡);或者碳酸饮料中的碳酸气体浓度变得不稳定。
[0084]
需要说明的是,密封分界面94的机械密封部93的内压(内部空间93a的压力)低于位于旋转接头77内部的固定配管91及旋转配管92的内压。由此,能够更可靠地防止来自外界的菌或微生物经由分界面94混入到无菌碳酸饮料中。
[0085]
(无菌碳酸饮料填充方法)
[0086]
接着,对使用了上述的无菌碳酸饮料填充系统10(图1)的无菌碳酸饮料填充方法进行说明。需要说明的是,以下,对通常时的填充方法、即将无菌碳酸饮料填充于瓶30而制造产品瓶35的无菌碳酸饮料填充方法进行说明。
[0087]
首先,多个空的瓶30从无菌碳酸饮料填充系统10的外部向瓶供给部21被依次供给。该瓶30由搬送轮12被从瓶供给部21送往瓶杀菌部11(容器供给工序)。
[0088]
其次,在瓶杀菌部11中,使用杀菌剂即过氧化氢水溶液对瓶30进行杀菌处理(杀菌工序)。这时,过氧化氢水溶液是使浓度为1重量%以上、优选35重量%的过氧化氢水溶液一经气化后凝结而成的气体或雾,朝瓶30供给该气体或雾。
[0089]
接着,瓶30由搬送轮12送到空气清洗部14,在空气清洗部14中,通过供给无菌的加热空气或常温空气,在进行过氧化氢的活化的同时,从瓶30中将异物、过氧化氢等去除。跟着,瓶30由搬送轮12搬送到无菌水清洗部15。在该无菌水清洗部15中,通过无菌的15℃以上且85℃以下的水实施洗净(清洗工序)。具体而言,无菌的15℃以上且85℃以下的水以5l/min以上且15l/min以下的流量向瓶30内供给。这时,优选的是,瓶30设为倒立状态,从朝下的口部向瓶30内供给无菌水,该无菌水从口部向瓶30的外方流出。通过该无菌水,冲洗附着于瓶30的过氧化氢,并且去除异物。需要说明的是,向瓶30内供给无菌水的工序也可以不必设置。
[0090]
接着,瓶30由搬送轮12搬送到碳酸饮料填充部20。在该碳酸饮料填充部20中,瓶30在旋转(公转)的同时,从其口部向瓶30内填充无菌碳酸饮料(填充工序)。在碳酸饮料填充部20中,以1℃以上且40℃以下、优选5℃以上且10℃以下的填充温度,向杀菌后的瓶30填充事先由碳酸饮料调合部40制作的无菌碳酸饮料。
[0091]
接着,参照图2对由碳酸饮料调合部40制作无菌碳酸饮料、并向碳酸饮料填充部20供给的各工序进行说明。
[0092]
首先,在例如由超高温瞬时杀菌装置(uht)构成的饮料杀菌部41中,对例如含有果汁、乳成分等来源于动植物的成分的原料液进行杀菌,由此,制作已杀菌饮料(杀菌工序)。该期间,向饮料杀菌部41从外部供给原料液,并在饮料杀菌部41将该原料液瞬时加热进行杀菌,由此得到已杀菌饮料。
[0093]
由饮料杀菌部41杀菌后的已杀菌饮料被送到第一无菌罐42,由第一无菌罐42暂时贮存(第一贮存工序)。接着,来自第一无菌罐42的已杀菌饮料由第一泵51送到饮料冷却部43。在该饮料冷却部43中,由饮料杀菌部41制作的已杀菌饮料被冷却到例如1℃以上且5℃以下(冷却工序)。
[0094]
由饮料冷却部43冷却后的已杀菌饮料由第二泵53被送到碳酸化器等碳酸饮料生成部44。在该碳酸饮料生成部44中,向由饮料冷却部43冷却后的已杀菌饮料注入碳酸气体,制作无菌碳酸饮料(碳酸饮料生成工序)。
[0095]
跟着,来自碳酸饮料生成部44的无菌碳酸饮料由第三泵56被送到第二无菌罐45。送至第二无菌罐45的无菌碳酸饮料由第二无菌罐45暂时贮存(第二贮存工序)。接着,来自第二无菌罐45的无菌碳酸饮料由第四泵59被送到碳酸饮料填充部20的填充进料罐75。送至填充进料罐75的无菌碳酸饮料由填充进料罐75暂时贮存(第三贮存工序)。
[0096]
需要说明的是,饮料(原料液、已杀菌饮料或无菌碳酸饮料)在从饮料杀菌部41起
依次经由第一无菌罐42、饮料冷却部43、碳酸饮料生成部44、第二无菌罐45而依次送到碳酸饮料填充部20时,依次通过饮料供给系配管60。该情况下,饮料冷却部43、碳酸饮料生成部44、碳酸饮料填充部20及饮料供给系配管60的内部的杀菌度均高于饮料杀菌部41的原料液的杀菌度。
[0097]
之后,在碳酸饮料填充部20中,对空的状态的瓶30填充由碳酸饮料生成部44制作且由填充进料罐75贮存的无菌碳酸饮料。
[0098]
该期间,首先,在碳酸饮料填充部20中,填充嘴72与瓶30的口部密合,气体供给管路74和瓶30相互连通。其次,从填充进料罐75经由气体供给管路74向瓶30的内部供给反压用无菌碳酸气体。由此,瓶30的内压高于大气压,瓶30的内压成为与填充进料罐75的内压相同的压力。
[0099]
其次,从碳酸饮料供给管路73向瓶30的内部填充无菌碳酸饮料。该情况下,无菌碳酸饮料从填充进料罐75通过碳酸饮料供给管路73,向瓶30的内部注入。
[0100]
接着,停止从碳酸饮料供给管路73供给无菌碳酸饮料。其次,开启未图示的吸气管路,从吸气管路将瓶30内部的气体排出。由此,瓶30内部的压力等于大气压,无菌碳酸饮料向瓶30的填充完成。
[0101]
再次参照图1时,由碳酸饮料填充部20填充有无菌碳酸饮料的瓶30由搬送轮12被搬送到盖安装部16。
[0102]
另一方面,盖33事先由盖杀菌部25进行杀菌处理(盖杀菌工序)。由盖杀菌部25杀菌后的盖33在盖安装部16中被安装于从碳酸饮料填充部20搬送来的瓶30的口部。由此,得到具有瓶30和盖33的产品瓶35(盖安装工序)。
[0103]
之后,产品瓶35被从盖安装部16向产品瓶搬出部22搬送,并朝向无菌碳酸饮料填充系统10的外部被搬出。
[0104]
需要说明的是,从上述杀菌工序至盖安装工序的各工序在由无菌室13围成的无菌气氛内即无菌环境下进行。向无菌室13内供给正压的无菌空气,以使杀菌处理后无菌空气始终朝无菌室13外吹出。
[0105]
此外,无菌碳酸饮料填充系统10的瓶30的生产(搬送)速度优选设为100bpm以上且1500bpm以下。这里,bpm(bottle per minute)指的是每分钟的瓶30的搬送速度。
[0106]
如上所述,根据本实施方式,未设有如下工序:在由碳酸饮料填充部20将无菌碳酸饮料填充于瓶30后,对填充于瓶30内的碳酸饮料进行加热杀菌处理(例如,以液温60℃以上且65℃以下进行10分钟左右的加热处理)。由此,例如在将含有果汁、乳成分等氮源的碳酸饮料填充于瓶30的情况下,即使是该情况,碳酸饮料也不会变质。另外,由于加热杀菌处理时瓶30不膨胀,因而,能够防止导致瓶30变形的不良情况。
[0107]
另外,根据本实施方式,泵(旋转机械)53、56、59的旋转轴(旋转体)83与连结部(非旋转体)86的分界面87由无菌水密封。另外,旋转接头(旋转机械)77的旋转配管(旋转体)92与固定配管(非旋转体)91的分界面94由无菌空气密封。由此,与向旋转机械的密封部供给蒸气的情况不同,可防止滞留于机械密封部85、93附近的碳酸饮料的液温上升。其结果,如下不良情况得到防止:在碳酸饮料的填充时从瓶30内的碳酸饮料产生大量的泡(发泡);或者碳酸饮料中的碳酸气体浓度变得不稳定。尤其是在无菌碳酸饮料填充系统10暂时停止、在机械密封部85、93附近滞留有碳酸饮料的情况下,即使是该情况下,在再次开始填充后,
也不会发生从瓶30内的碳酸饮料产生大量的泡,或者碳酸饮料中的碳酸气体浓度变得不稳定的不良情况。
[0108]
另外,根据本实施方式,饮料冷却部43、碳酸饮料生成部44、碳酸饮料填充部20及饮料供给系配管60的内部的杀菌度高于饮料杀菌部41的杀菌度。由此,在比饮料杀菌部41靠后的工序中,能够将饮料(原料液、已杀菌饮料或无菌碳酸饮料)的杀菌度维持在比饮料杀菌部41的原料液的杀菌度高的状态。其结果,即使在将含有果汁、乳成分等来源于动植物的成分的碳酸饮料填充于瓶30的情况下,也能够可靠地防止在填充后的碳酸饮料中繁殖霉菌、酵母等其他微生物。
[0109]
需要说明的是,以上,以瓶30、预成形坯、盖33等容器的杀菌是使用由过氧化氢组成的杀菌剂进行的情况为例进行了说明,但不限于此,也可以使用过乙酸等杀菌剂或电子射线进行杀菌。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。