1.本发明属于环保设备技术领域,具体涉及一种回流式废气焚烧炉及其废气环保处理方法。
背景技术:
2.采用焚烧法处理有机废气、剧毒气体、恶臭气体是一种非常有效的处理手段,其原理是利用高热直接把废气成分中的有害物质氧化分解,如有机物氧化成co2和h20。为节约焚烧费用,日常生产中常用蓄热燃烧(rto)、催化燃烧(co)工艺。
3.现有技术中的蓄热燃烧(rto)焚烧炉、催化燃烧(co)焚烧炉均采用换向蓄热方式,蓄热换向时部分未燃烧的废气随着反向气流未经处理直接排出焚烧炉排放到大气中,虽然废气处理符合国家标准,但无法做到废气零排放。
技术实现要素:
4.本发明主要提供一种回流式废气焚烧炉及其废气环保处理方法,能够大大提高废气净化效率,实现废气零排放,同时节能环保。
5.为达到上述目的,本发明采用如下技术方案:
6.一种回流式废气焚烧炉,焚烧炉上设有废气进气管、洁净空气排放口,焚烧炉内设有u型加热腔,u型加热腔内部贯通,两侧分别设有一组蓄热层,u型加热腔顶部设有燃烧器,燃烧器与天然气管道相连,废气进气管分别连至u型加热腔两端的一侧,两端连接处各设有一进气阀,u型加热腔两端的另一侧通过管道连接至洁净空气排放口,两端连接处各设有一出气阀,使用时打开u型加热腔不同端的进气阀和出气阀,使得废气能够从废气进气管进入u型加热腔任一端,再从u型加热腔另一端排至洁净空气排放口;u型加热腔中间空处设有干净空气输送设备,能够在焚烧炉输送废气换向时,在废气输送或停止输送的状态下向u型加热腔正在输送的一端输送干净空气,将u型加热腔内已有废气全部推出u型加热腔。
7.在一种优选方案中,所述干净空气输送设备包括在u型加热腔中间空处设置的干净空气进气管,所述干净空气进气管与u型加热腔两端通过干净空气输送管相连,两端干净空气输送管上设有干净空气阀。
8.在该方案中,废气换向时,只需关闭所有进气阀,打开正在输送废气一端的干净空气阀和出气阀,即可将干净空气输送进u型加热腔中,将u型加热腔中未经焚烧处理的废气推至燃烧器进行燃烧分解,再经过左侧蓄热层蓄热,直至u型加热腔中废气完全排出,即完成换向准备工作。
9.在另一种优选方案中,所述干净空气输送设备包括在u型加热腔中间空处设置的与废气进气管相连的分隔器和与分隔器连接的干净空气进气管,所述分隔器内设有干净空气储存区与废气储存区通过移动板隔离,废气与干净空气容量可调且总量不变,废气储存区与废气进气管通过分隔器进气阀相连,干净空气储存区与干净空气进气管和干净空气输送管相连。
10.进一步地,干净空气进气管与洁净空气排放口通过管道相连。
11.进一步地,所述两侧蓄热层上方设有催化剂层。
12.进一步地,所述焚烧炉设有用于观察u型加热腔内工况的观察镜。
13.进一步地,所述废气进气口、洁净空气排放口设有voc检测装置。
14.一种利用前述回流式废气焚烧炉的废气环保处理方法,包括如下步骤:
15.s1:预热阶段,打开左向干净空气阀、右向出气阀,其它阀门关闭,风机将干净空气通过干净空气进气管送进分隔器的干净空气储存区,再通过干净空气输送管输送进u型加热腔中,干净空气通过燃烧器进行加热,再经过右侧蓄热层蓄热,蓄热降温后的干净空气通过左向出气阀从洁净空气排放口排出。
16.s2:废气输送阶段,打开右向进气阀、左向出气阀,其它阀门关闭,风机将废气通过废气进气管及右向进气阀输送至u型加热腔,废气经过右侧蓄热层预热及右侧催化剂层催化后,再经过燃烧器高温燃烧分解,分解后的干净空气经过左侧蓄热层蓄热,蓄热降温后的干净空气通过左向出气阀从洁净空气排放口排出。
17.s3:换向准备阶段,打开右向干净空气阀、分隔器进气阀、左向出气阀,其它阀门关闭,风机将废气通过管道输送进分隔器的废气储存区,废气将分隔器中干净空气挤出,通过干净空气输送管送进u型加热腔中,将u型加热腔右侧剩余未处理的废气推向燃烧器进行高温燃烧分解,再经过左侧蓄热层蓄热,直至u型加热腔中废气完全排出,完成换向准备工作。
18.s4:换向阶段,打开分隔器进气阀、左向进气阀、右向出气阀,其它阀门关闭,风机将干净空气通过干净空气进气管送进分隔器的干净空气储存区,干净空气将分隔器中废气挤出,通过分隔器进气阀以及左向进气阀回流进u型加热腔中,废气全部回流后关闭分隔器进气阀,同时风机将废气通过废气进气管及左向进气阀输送至u型加热腔,废气经过左侧蓄热层预热及左侧催化剂层催化后,再经过燃烧器高温燃烧分解,分解后的干净空气经过右侧蓄热层蓄热,蓄热降温后的干净空气通过右向出气阀从洁净空气排放口排出。
19.进一步地,蓄热温度为500~600℃,燃烧温度为750~850℃。
20.本发明的有益效果:
21.1、本技术采用干净空气进气管、干净空气输送管,换向时将干净空气输入u型加热腔中推出残留的废气,提高废气净化效率,实现了voc废气零排放;同时,干净空气进气管、干净空气输送管设在u型加热腔中间,周围余热起到预热、保温干净空气的作用,为蓄热层提供热量,提高焚烧炉的热能利用率;
22.2、本技术采用分隔器与干净空气进气管、干净空气输送管结合,通过在换气时临时储存废气进气管送入的废气,不用停止废气输送即可将将干净空气输入u型加热腔中,推出u型加热腔内残留的废气,将废气排空,从而使废气得到完全焚烧净化,实现voc废气零排放;同时,分隔器设在u型加热腔中间,周围余热防止voc附着,且起到预热废气的作用,提高废气净化效率及降低能耗;
23.3、本技术将洁净空气排放口与分隔器的干净空气进气管相连,净化空气的余温起到蓄热的作用,同时净化空气回流进入u型加热腔中进行二次净化,进一步提高废气净化效率。
附图说明
24.图1为实施例1焚烧炉结构示意图;
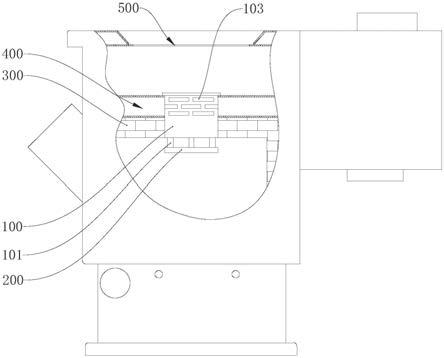
25.图2为实施例2焚烧炉结构示意图;
26.图3为实施例2焚烧炉预热气流示意图;
27.图4为实施例2焚烧炉运行气流示意图;
28.图5为实施例2焚烧炉换向准备气流示意图;
29.图6为实施例2焚烧炉换向完成气流示意图;
30.其中,1
‑
风机、2
‑
废气进气管、3
‑
进气阀、3a
‑
左向进气阀、3b
‑
右向进气阀、4
‑
u型加热腔、5
‑
蓄热层、5a
‑
左侧蓄热层、5b
‑
右侧蓄热层、6
‑
催化剂层、7
‑
出气阀、7a
‑
左向出气阀、7b
‑
右向出气阀、8
‑
洁净空气排放口、9
‑
天燃气管道、10
‑
燃烧器、11
‑
分隔器、12
‑
废气储存区、13
‑
干净空气储存区、14
‑
干净空气阀、14a
‑
左向干净空气阀、14b
‑
右向干净空气阀、15
‑
分隔器进气阀、16
‑
干净空气进气管、17
‑
干净空气输送管。
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
32.实施例1
33.参照图1,一种回流式废气焚烧炉,焚烧炉上设有废气进气管2、洁净空气排放口8,焚烧炉内设有u型加热腔4,u型加热腔4内部贯通,两侧分别设有一组蓄热层5,u型加热腔4顶部设有燃烧器10,燃烧器10与天然气管道9相连,废气进气管2分别连至u型加热腔4两端的一侧,两端连接处各设有一进气阀3,u型加热腔4两端的另一侧通过管道连接至洁净空气排放口8,两端连接处各设有一出气阀7,使用时打开u型加热腔4不同端的进气阀3和出气阀7,使得废气能够从废气进气管2进入u型加热腔4任一端,再从u型加热腔另一端排至洁净空气排放口8;u型加热腔4中间空处设有干净空气输送设备,能够在焚烧炉输送废气换向时,在废气输送或停止输送的状态下向u型加热腔4正在输送的一端输送干净空气,将u型加热腔4内已有废气全部推出u型加热腔4。
34.所述干净空气输送设备包括在u型加热腔4中间空处设置的干净空气进气管16,所述干净空气进气管16与u型加热腔4两端通过干净空气输送管17相连,两端干净空气输送管17上设有干净空气阀14。
35.在该实施例中,废气换向时,只需关闭所有进气阀3,打开正在输送废气一端的干净空气阀14和出气阀7,即可将干净空气输送进u型加热腔4中,将u型加热腔4中未经焚烧处理的废气推至燃烧器10进行燃烧分解,再经过左侧蓄热层5蓄热,直至u型加热腔4中废气完全排出,即完成换向准备工作。
36.进一步地,干净空气进气管16与洁净空气排放口8通过管道相连。
37.进一步地,所述两侧蓄热层5上方设有催化剂层6。
38.进一步地,所述焚烧炉设有用于观察u型加热腔内工况的观察镜。
39.进一步地,所述废气进气口2、洁净空气排放口8设有voc检测装置。
40.进一步地,蓄热温度为500~600℃,燃烧温度为750~850℃。
41.本技术采用干净空气进气管16、干净空气输送管17,换向时将干净空气输入u型加热腔4中推出残留的废气,极大提高废气净化效率;同时,干净空气进气管16、干净空气输送管17设在u型加热腔4中间,周围余热起到预热、保温干净空气的作用,为蓄热层提供热量,提高焚烧炉的热能利用率。
42.实施例2
43.参照图2~6,一种回流式废气焚烧炉,焚烧炉上设有废气进气管2、洁净空气排放口8,焚烧炉内设有u型加热腔4,u型加热腔4内部贯通,两侧分别设有一组蓄热层5,u型加热腔4顶部设有燃烧器10,燃烧器10与天然气管道9相连,废气进气管2分别连至u型加热腔4两端的一侧,两端连接处各设有一进气阀3,u型加热腔4两端的另一侧通过管道连接至洁净空气排放口8,两端连接处各设有一出气阀7,使用时打开u型加热腔4不同端的进气阀3和出气阀7,使得废气能够从废气进气管2进入u型加热腔4任一端,再从u型加热腔另一端排至洁净空气排放口8;u型加热腔4中间空处设有干净空气输送设备,能够在焚烧炉输送废气换向时,在废气输送或停止输送的状态下向u型加热腔4正在输送的一端输送干净空气,将u型加热腔4内已有废气全部推出u型加热腔4。
44.所述干净空气输送设备包括在u型加热腔4中间空处设置的与废气进气管2相连的分隔器11和与分隔器11连接的干净空气进气管16,所述分隔器11内设有干净空气储存区13与废气储存区12通过移动板隔离,废气与干净空气容量可调且总量不变,废气储存区12与废气进气管2通过分隔器进气阀15相连,干净空气储存区13与干净空气进气管16和干净空气输送管17相连。
45.进一步地,干净空气进气管16与洁净空气排放口8通过管道相连。
46.进一步地,所述两侧蓄热层5上方设有催化剂层6。
47.进一步地,所述焚烧炉设有用于观察u型加热腔内工况的观察镜。
48.进一步地,所述废气进气口2、洁净空气排放口8设有voc检测装置。
49.一种利用前述可分层调控的蓄热三燃层废气直燃焚烧炉的废气环保处理方法,包括如下步骤:
50.s1:预热阶段,打开左向干净空气阀14a、右向出气阀7b,其它阀门关闭,风机1将干净空气通过干净空气进气管16送进分隔器11的干净空气储存区13,再通过干净空气输送管17输送进u型加热腔4中,干净空气通过燃烧器10进行加热,再经过右侧蓄热层5b蓄热,蓄热降温后的干净空气通过左向出气阀7a从洁净空气排放口8排出。
51.s2:废气输送阶段,打开右向进气阀3b、左向出气阀7a,其它阀门关闭,风机将废气通过废气进气管2及右向进气阀3b输送至u型加热腔4,废气经过右侧蓄热层5b预热及右侧催化剂层6b催化后,再经过燃烧器10高温燃烧分解,分解后的干净空气经过左侧蓄热层5a蓄热,蓄热降温后的干净空气通过左向出气阀7a从洁净空气排放口8排出。
52.s3:换向准备阶段,打开右向干净空气阀14b、分隔器进气阀15、左向出气阀7a,其它阀门关闭,风机将废气通过管道输送进分隔器11的废气储存区12,废气将分隔器11中干净空气挤出,通过干净空气输送管17送进u型加热腔4中,将u型加热腔4右侧剩余未处理的废气推向燃烧器10进行高温燃烧分解,再经过左侧蓄热层5a蓄热,直至u型加热腔4中废气完全排出,完成换向准备工作。
53.s4:换向阶段,打开分隔器进气阀15、左向进气阀3a、右向出气阀7b,其它阀门关
闭,风机1将干净空气通过干净空气进气管16送进分隔器11的干净空气储存区,干净空气将分隔器11中废气挤出,通过分隔器进气阀15以及左向进气阀3a回流进u型加热腔4中,废气全部回流后关闭分隔器进气阀15,同时风机1将废气通过废气进气管2及左向进气阀3a输送至u型加热腔4,废气经过左侧蓄热层5a预热及左侧催化剂层6a催化后,再经过燃烧器10高温燃烧分解,分解后的干净空气经过右侧蓄热层5b蓄热,蓄热降温后的干净空气通过右向出气阀7b从洁净空气排放口8排出。
54.进一步地,蓄热温度为500~600℃,燃烧温度为750~850℃。
55.对比例1
56.去掉干净空气输送设备,其余同实施例1.
57.输送高浓度废气,废气浓度500~600mg/m3,采用voc在线监测分析仪检测换向期间洁净空气排放口排出气体的voc浓度。
58.实施例voc浓度112mg/m3210mg/m3对142mg/m359.本技术采用分隔器11与干净空气进气管16、干净空气输送管17结合,通过在换气时临时储存废气进气管2送入的废气,不用停止废气输送即可将将干净空气输入u型加热腔4中,推出u型加热腔4内残留的废气,从而使废气得到完全焚烧净化,实现voc废气高净化率;同时,分隔器11设在u型加热腔4中间,周围余热防止voc附着,且起到预热废气的作用,提高废气净化效率及焚烧炉热能利用率;
60.另外,本技术将洁净空气排放口8与分隔器11的干净空气进气管16相连,净化空气的余温不仅起到蓄热的作用,同时净化空气回流进入u型加热腔4中进行二次净化,进一步提高废气净化效率。
61.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。