本发明涉及固废处理工艺,具体涉及一种基于水分合理控制的固废、烧结、球团协同处置工艺;属于有机固废协同烧结、球团处理的
技术领域:
。
背景技术:
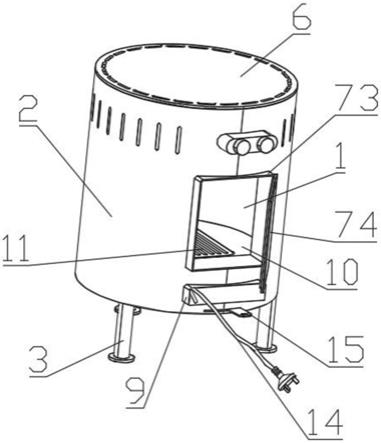
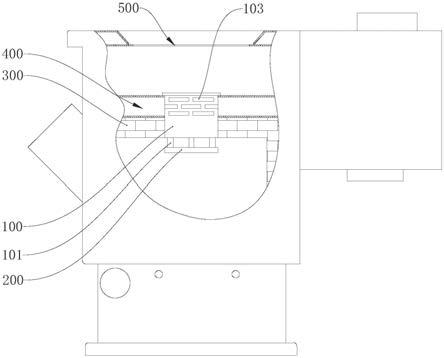
:固体废物是人们在正常生产、生活中产生的、并失去了原有使用价值的废弃物质。固体废物特别是危险废物集中处置设施由于选址难、运行成本高,邻避效应严重等,导致固体废物处置能力缺口严重。当前,我国固体废物大量堆存已经使脆弱的环境承载力难以支撑,成为“邻避”事件的主要诱因。实现固废源头减量、资源化利用与无害化处置成为当前迫切和重大的民生需求。因此,探寻多源固废协同资源化处置技术新路径,是当前固废处置技术发展的重要方向。所谓多源固废协同资源化处置,是将多源固废进行分类,并以一定的方式进行预处理和配伍后,加入到现有的工业生产流程中,通过对生产工艺的热工制度和污染排放进行适当调控,在不影响原生产工艺的产品产量、质量和污染物排放的前提下,对固废中的资源和能源进行合理化利用,并对固废中的有害物质进行无害化处置。现阶段,在钢铁工艺流程中,烧结和球团工序在固废协同处置方面的优势主要体现在以下几个方面:①烟气治理容量大,烟气净化系统工艺成熟,可达到标准排放,甚至超低排放。在烧结、球团工序引入废弃物(固废或固废预处理产物),若引起烟气污染物浓度波动,现有烧结、球团净化系统有能力消化。②烧结工序和球团工序对原料粒度适应性强。对于过细或过粗的粒级,现有工艺中有混匀制粒装置和破碎设备。若水分超过10%,需干燥处理。如超细颗粒比例过大,需增设专门的制粒工艺。③对原料化学成分波动接受度高。以磁铁矿为主的原料,tfe含量范围为60~67%,波动范围±0.5%;以赤铁矿为主的原料,tfe含量范围为55~65%,波动范围±0.5%。s的波动范围为0.10~0.40%,p的波动范围为0.05~0.20%,其它杂质元素的波动范围接受度亦较高。④烧结球团工序具有规模大、原料适应性强、温度高的特点。引入废弃物占比小,对烧结和球团工序影响可控。以固废配比1%计算,单台660m2烧结机固废最大消纳量可达7~10万吨/年。在现有的技术中,固废处置流程往往不完善、不闭环,如:有机固废特别是危废的焚烧残渣及飞灰还是危废,其中含有较多的重金属元素,仍然具有浸出毒性。目前的焚烧残渣和飞灰往往是用水泥、石灰、水进行简单的稳定固化,然后进行安全填埋,这样的处置工艺是对残渣资源的浪费,也并没有完全消除其环境影响,仍然具有二次污染的风险。在烧结协同处置固废方面,已有专利提到了部分工艺,如专利文献cn101476032中提到将城市生活垃圾焚烧飞灰以3~15%的重量比掺杂到烧结原料中,制成含铁料小球参与烧结。专利文献cn1052716248中提到将含水率为20~50%的重金属污泥与钙基固氟剂混匀、干燥、粉碎得到钙基污泥后掺杂到烧结原料中,经烧结过程与高炉冶炼的协同处置,使大部分金属元素得到有效回收。专利文献cn201210370837中提到了将含铁固废提前分类和预处理之后,参与烧结生产,对含铁固废中的铁元素进行了有效回收。上述的专利文献中仅仅涉及单一的固废处置,处置的固废类别十分有限,不能适应钢铁厂和市政纷繁复杂的固废产量,烧结和球团工序在钢铁厂固废和城市市政固废处置中的作用和地位没有得到充分的发挥。此外,现有技术中处理固废,仅仅考虑固废自身的特点,没有结合烧结工序和球团工序对原料的要求,导致因为固废的处理,影响烧结工序和球团工序原有的产品质量。技术实现要素:针对现有技术的不足,本发明提出了一种基于水分合理控制的固废、烧结、球团协同处置工艺。由于含铁高盐固废水洗产生的滤渣通常含有较多的水分,高含水的滤渣直接处置需要先进行干燥,才能进行后续的造球、制粒工序。考虑到有机固废的热解渣水分含量较低,本发通过将含铁高盐固废水洗产生的滤渣、热解渣、焚烧渣与烧结原料和/或球团原料混合,进入到烧结和球团工序进行终端的处置,本发明充分考虑固废的特点,有机结合不同固废产生固废渣的特性,保证烧结工序和球团工序正常运行的前提下,实现多种固废的协同处理。最终实现多种固废的全流程处置,彻底消除固废对环境的影响和二次污染的风险,同时保证了烧结工序和球团工序产品的品质。为实现上述目的,本发明所采用的技术方案具体如下:一种基于水分合理控制的固废、烧结、球团协同处置工艺,该工艺包括以下步骤:(1)固废:该固废包括有机固废和含铁高盐固废。(2)固废预处理:将有机固废进行焚烧工序得到焚烧渣,或者将有机固废进行热解工序得到热解渣。将含铁高盐固废进行水洗提盐工序,得到含盐水和滤渣。(3)协同处置:将步骤(2)得到的焚烧渣、热解渣、滤渣与烧结原料和/或球团原料混合,然后将混合后的混合料输送至烧结工序和/或球团工序。其中,控制混合后的混合料中的水分质量含量为s0%。s0为5-15,优选为6-12,更优选为8-10。作为优选,混合后的混合料中焚烧渣、热解渣、滤渣的质量之和低于m%,焚烧渣、热解渣、滤渣的质量之和基于混合后的混合料的总质量。m为5,优选m为3,更优选m为2。作为优选,根据焚烧渣、热解渣、滤渣、烧结原料、球团原料中各自的水分含量,控制焚烧渣、热解渣、滤渣、烧结原料、球团原料的添加量,从而控制混合后的混合料中的水分质量含量s%在s0%的范围内。具体为:其中:mfh为焚烧渣的物料质量,mrj为热解渣的物料质量,mlz为滤渣的物料质量,myl为烧结原料和/或球团原料的物料质量,sfh为焚烧渣中的水分含量,srj为热解渣中的水分含量,slz为滤渣中的水分含量,syl为烧结原料和/或球团原料中的水分含量。作为优选,所述控制焚烧渣、热解渣、滤渣、烧结原料、球团原料的添加量,其具体为:检测焚烧渣、热解渣、滤渣、烧结原料、球团原料中各自的水分含量,并计算和分析:当mlz=m%×(mlz myl),即mfh mrj=0,slz<s0时,根据实际工艺产生的焚烧渣、热解渣、滤渣的量,焚烧渣、热解渣、滤渣的添加量满足即可。当mfh mrj=m%×(mfh mrj myl),即mlz=0,时,不能添加滤渣,根据实际工艺产生的焚烧渣和热解渣的量,调整烧结原料或球团原料中的水分含量和添加量,使得:并且当mlz=m%×(mlz myl)时,slz≥s0;并且mfh mrj=m%×(mfh mrj myl)时,根据实际工艺产生的焚烧渣、热解渣和滤渣的量,调节焚烧渣、热解渣、滤渣、烧结原料、球团原料的添加量,使得:并且作为优选,所述有机固废为含有有机碳(可燃烧的碳)的固废。控制氧化焚烧工序的焚烧程度为γ1,使得:所述有机固废经过氧化焚烧工序后,焚烧渣中的干基挥发分的质量百分数含量小于5%,优选为小于4%。作为优选,所述氧化焚烧为可控焚烧。所述可控焚烧为控制氧化焚烧工序的工艺条件,从而控制氧化焚烧的焚烧程度。作为优选,通过控制有机固废在氧化焚烧工序中的输氧量、焚烧时间、焚烧温度,控制氧化焚烧工序的焚烧程度为γ2。其中γ2为使得高温烟气中可燃物充分烧净的值,γ2∈[0,1];γ2为0,表示高温烟气中的可燃物为最大值,为最小焚烧程度;γ2为1,表示高温烟气中的可燃物为最小值,为最大焚烧程度。作为优选,该工艺还包括:比较γ1和γ2的大小,得出γ=max(γ1,γ2),式中,max函数为取大值函数。控制氧化焚烧工序的实际焚烧程度为γ。作为优选,所述有机固废为含有有机碳(可燃烧的碳)的固废。控制热解焚烧工序的热解程度为使得:所述有机固废经过热解工序后,热解渣中的干基挥发分的质量百分数含量小于5%,优选为小于4%。作为优选,通过控制有机固废在热解工序中的工艺条件,控制热解工序的热解率为使得有机固废经过热解后,有机固废的总热量中占比为的热量分配到热解气中,剩余的热量留存在热解渣中。其中:为使得热解气和残渣加入烧结工序或球团工序后,使烧结工序或球团工序的节碳量最大时的热量分配比,为60%-95%,优选为70%-92%;更优选为80-90%。作为优选,该工艺还包括:比较和的大小,得出式中,max函数为取大值函数。控制热解工序的实际热解率为作为优选,所述焚烧工序和热解工序通过回转窑进行。该回转窑包括窑头、窑身以及窑尾。所述窑头上设置有物料入口通道和窑头进风通道。所述窑身包括炉衬和炉膛。所述炉衬的外部设置有环形进风通道。所述炉膛内设置有扬料板。所述扬料板上开设有出风口。所述环形进风通道通过送风管道与扬料板上的出风口相连通。所述窑尾上设置有排料口。所述扬料板为沿轴向设置在炉衬内表面上且具有空腔的板状条形凸起。所述出风口设置在扬料板板体的侧面及上表面,并连通扬料板的空腔和炉膛。作为优选,该回转窑还包括有挡风盲板。所述挡风盲板设置在扬料板内,并在轴向方向上将扬料板的空腔分隔成多段互不相通的出风段腔室。该回转窑还包括有多个所述环形进风通道。多段互不相通的出风段腔室均通过送风管道外接有环形进风通道。出风段腔室的数量与环形进风通道的数量相同。该回转窑包括有多个温度检测探头。多个温度检测探头均匀地分布设置在炉膛内。每一个所述出风段腔室对应的炉膛内均设有温度检测探头。作为优选,该回转窑还包括有校准定位装置。所述校准定位装置包括相位校准档条和相位校准拨片。所述相位校准拨片设置在窑身上,并随窑身一起转动。所述相位校准档条设置在窑身之外固定不动。初始状态时,所述相位校准档条和相位校准拨片相重合。该回转窑还包括有风机。所述风机与环形进风通道的进风口相连接。该回转窑还包括有送风管道电磁阀。所述送风管道电磁阀设置在送风管道内。作为优选,有机固废进行焚烧工序或热解工序,具体为:201)根据物料的走向,有机固废经由物料入口通道投放至炉膛内,并在扬料板的作用下对有机固废进行焚烧或热解处理。同时助燃空气经由窑头进风通道进入炉膛内为物料的焚烧或热解提供氧气。完成焚烧或热解后的物料残渣和烟气经由排料口排出。202)有机固废在炉膛内焚烧或热解时,通过实时检测炉膛内温度的变化情况,通过环形进风通道向位于炉膛内不同焚烧段或热解段的扬料板送风并从进风口向炉膛内补充助燃气体,从而实现控制氧化焚烧工序的工艺条件,从而控制有机固废的焚烧程度,或者控制热解工序的工艺条件,从而控制有机固废的热解率。作为优选,该工艺还包括步骤203):在回转窑旋转焚烧或热解有机固废的过程中,通过实时检测炉膛内不同扬料板各自旋转角度的变化情况,控制各个扬料板对应的送风管道电磁阀的开合。即控制扬料板被物料覆盖部分的对应的送风管道电磁阀关闭。而扬料板未被物料覆盖部分的对应的送风管道电磁阀打开。作为优选,在初始状态时,所述相位校准档条和相位校准拨片相重合。同时设定在此状态下,以位于最高点的扬料板作为起点,沿着回转窑旋转方向对多个所述扬料板依次进行编号为1,2,…,i,…,m。定义第i个扬料板的初始角度为第一个扬料板旋转至第i个扬料板时所转过的角度。则:θi0=(i-1)*2*π/m...式i。式i中,θi0为第i个扬料板的初始角度,m为扬料板的总个数。设定回转窑的旋转速度为n,r/min。则任意时刻t时,s。第i个扬料板的角度θit为:θit=(i-1)*2*π/m π*n*t/30...式ii。在回转窑旋转过程中,每当相位校准档条和相位校准拨片相重合时,则系统控制所述任意时刻t归零重置,即t=0。在有机固废焚烧或热解过程中,实时检测被有机固废覆盖区域的扬料板所处的最小夹角为θmin。最大夹角为θmax。定义θit|2π为θit除以2π后的余数。不断采用式ii依次计算第i个扬料板在任意时刻t时的角度θit。则:当θit|2π∈[θmin,θmax]时,则关闭第i个扬料板对应的送风管道电磁阀。反之,θit|2π[θmin,θmax]时,则打开第i个扬料板对应的送风管道电磁阀。作为优选,步骤202)具体为:202a)通过多个所述温度检测探头实时监测炉膛内各个扬料板每一个出风段腔室所在区域的焚烧温度或热解温度为tj,℃;j为1、2、3、……、x中的任一整数。x为温度检测探头的总个数。炉膛内焚烧或热解的平均温度记为tp,℃。则:tp=(t1 t2 t3 ... tx)/x...式iii。st=[(t1-tp)2 (t2-tp)2 (t3-tp)2 ...(tx-tp)2]/x...式iv。式iv中,st为焚烧温度或热解温度的方差。202b)根据焚烧程度或热解率的需要,设定炉膛内焚烧或热解的理想温度为ta,℃,理想温度波动温值为c。判定:当tp<(ta-c)时,通过物料入口通道增加炉膛内的有机固废投放量或在有机固废投放量不变的前提下投入热值更大的有机固废,使得tp=(ta±c)。当tp>(ta c)时,通过物料入口通道降低炉膛内的有机固废投放量或在有机固废投放量不变的前提下投入热值更小的有机固废,使得tp=(ta±c)。当tp=(ta±c)时,进行步骤202c)。202c)设定系统理想温度方差为sta,判定:当st≤sta时,系统维持当前状态继续运行(不做任何调节)。当st>sta时,则依次进行如下计算:ty=丨tj-tp丨...式v。式v中,ty为各个温度检测点的温度与平均温度差的绝对值。作为优选,取ty最大时所相对应的温度值tj,进行判定:202c-1)当tj>tp时,减小该处对应的扬料板出风段腔室的进风量直至该点的tj=(ta±c)。202c-2)当tj<tp时,增大该处对应的扬料板出风段腔室的进风量直至该点的tj=(ta±c)。根据202c-1)或202c-2)完成调节后,则返回步骤202a),继续监测。作为优选,在步骤202b)中,当tp<(ta-c)时,通过物料入口通道增加炉膛内的有机固废投放量或在有机固废投放量不变的前提下投入热值更大的有机固废为分步进行。当tp>(ta c)时,通过物料入口通道降低炉膛内的有机固废投放量为或在物料投放量不变的前提下投入热值更小的有机固废为分步进行。其中,每步增加或降低的有机固废调整量为k%,基于单次有机固废投放总质量的百分比。所述k的取值为1-15,优选为2-12,更优选为3-9。或投入热值更大或更小的有机固废的热值调整量为g%,基于单次有机固废投放总热值的百分比。所述g的取值为1-15,优选为2-12,更优选为3-9。作为优选,在步骤202c)中,当st>sta时,通过扬料板出风段腔室降低或增加的进风量为分步进行,每步降低或增加的进风调整量为f%,基于总进风量的百分比。所述f的取值为1-10,优选为2-8,更优选为3-5。在本发明中,由于含铁高盐固废水洗产生的滤渣通常含有较多的水分,高含水的滤渣直接处置(进入烧结工序和/或球团工序)需要先进行干燥,才能进行后续的造球、制粒工序。考虑到有机固废的热解渣水分含量较低,本发通过将含铁高盐固废水洗产生的滤渣、热解渣、焚烧渣与烧结原料和/或球团原料混合,进入到烧结和球团工序进行终端的处置,本发明充分考虑固废的特点,有机结合不同固废产生固废渣的特性,保证烧结工序和球团工序正常运行的前提下,实现多种固废的协同处理。最终实现多种固废的全流程处置,彻底消除固废对环境的影响和二次污染的风险,同时保证了烧结工序和球团工序产品的品质。水分含量过高会影响烧结和球团原料的混匀,也不利于制粒,而且在烧结过程中,容易发生下层料过湿的现象,严重影响料层透气性;在球团工艺过程中,水分过高时球团粒度粗,抗压强度急剧下降,料层透气性差,在突然升至高温时会产生破裂甚至爆裂。现有技术中,由于水洗滤渣中水分含量高,将滤渣直接添加至烧结原料或球团原料时,滤渣的添加量受到限制;或者,需要单独将水洗滤渣再次经过干燥工序,降低滤渣中的水分含量。在本发明中,将固废进行分类,分为有机固废和含铁高盐固废;对分类后的固废分别独立的进行预处理:将有机固废进行焚烧工序得到焚烧渣,或者将有机固废进行热解工序得到热解渣;将含铁高盐固废进行水洗提盐工序,得到含盐水和滤渣。根据预处理后预处理渣中的水分含量特点,焚烧渣和热解渣中的水分含量低,滤渣中的水分含量高,将焚烧渣、热解渣、滤渣协同烧结原料或球团原料进行处理,从而有效的控制了进入烧结工序的烧结混合料或进入球团工序的球团混合原料中的水分含量。通过焚烧渣、热解渣、滤渣的协调配比,在保证不影响原有烧结工序、球团工序本身的前提下,增大了固废渣的处理量,同时克服了需要对滤渣进行额外干燥处理的工序,大大节约了固废处理的工序流程和成本。在本发明中,烧结工序和/或球团工序的原料中可以添加焚烧渣、热解渣、滤渣获得混合料。混合料中添加的焚烧渣、热解渣、滤渣的总质量最大上限为m%(该总质量含量基于混合后的混合料的总质量。m为5,优选m为3,更优选m为2)。当滤渣中的含水量小于烧结和/或球团混合料所要求的含水量时(即slz<s0),则滤渣的添加量可以达到m%(不需要添加热解渣或焚烧渣)。而当滤渣中的含水量不低于烧结和/或球团混合料所要求的含水量时(即slz≥s0),则可以通过调节烧结原料和/或球团原料中的水分含量;或者添加一定量的焚烧渣和/或热解渣,最终使得混合料中的水分含量满足工况要求即可。在本发明中,当焚烧渣和/或热解渣中的水分含量大于等于烧结混合料和/或球团混合料所要求的含水量时(即),此时不能够添加滤渣(一般情况下,滤渣的含水量大于焚烧渣和/或热解渣的含水量)。据实际工艺产生的焚烧渣和热解渣的含水量,调整烧结原料或球团原料中的水分含量和添加量,最终使得混合料中的水分含量满足工况要求即可。在现有的有机固废焚烧和/或热解技术,通常是将有机固废在热处理过程中给予充足的空气,将固废中的有机物进行充分焚烧和/或热解,再将焚烧渣或热解渣进行稳定固化后安全填埋。仅仅做到了减量化处理,无法实现有机固废的彻底消除。本发明中将焚烧渣或热解渣进入烧结或球团工序中协同处置。因此可以对焚烧渣或热解渣中的有机物进行一定程度的保留,以便于在后续烧结或球团工序中进行利用,进而降低烧结工序或球团工序的燃料配入量,降低成本。在有机固废的实际焚烧和/或热解过程中,在此过程中气体可燃物从有机固废中析出,由于固体的燃烧速率大大低于气体的燃烧速度,因此可以控制合理的燃烧温度、燃烧时间、供氧量等,进而保证气体可燃物充分燃烧或者将可燃气体输送至烧结工序和/球团工序用作燃料,同时固体残渣仍然残留一部分有机可燃物,并与烧结原料和/或球团原料进行混合。在本发明中,所述有机固废为含有有机碳(可燃烧的碳)的固废。控制氧化焚烧工序的焚烧程度为γ1或者控制热解焚烧工序的热解程度为使得:所述有机固废经过氧化焚烧工序和/或热解焚烧工序后,焚烧渣和/或热解渣中的干基挥发分的质量百分数含量小于5%,优选为小于4%。所述氧化焚烧和/或热解焚烧为可控焚烧和/或可控热解。所述可控焚烧为控制氧化焚烧工序的工艺条件,从而控制氧化焚烧的焚烧程度。一般通过控制有机固废在氧化焚烧工序中的输氧量、焚烧时间、焚烧温度,控制氧化焚烧工序的焚烧程度为γ2。其中γ2为使得高温烟气中可燃物充分烧净的值。所述可控热解为通过控制有机固废在热解工序中的工艺条件,控制热解工序的热解率为使得有机固废经过热解后,有机固废的总热量中占比为的热量分配到热解气中,剩余的热量留存在热解渣中。其中:为使得热解气和残渣加入烧结工序和/或球团工序后,使烧结工序和/或球团工序的节碳量最大时的热量分配比。一般的,为60%-95%,优选为70%-92%;更优选为80-90%。进一步地,通过比较γ1和γ2的大小,得出γ=max(γ1,γ2),式中,max函数为取大值函数。控制氧化焚烧工序的实际焚烧程度为γ。或者,通过比较和的大小,得出式中,max函数为取大值函数。控制热解工序的实际热解率为通过控制有机固废的焚烧程度和/或热解程度,进而控制焚烧渣和/或热解渣中的热值,使得焚烧渣和/或热解渣与烧结原料和/或球团原料混合后,能够降低烧结工序和/或球团工序的燃料消耗,同时还不会影响烧结和/或球团产品的质量。同时,还原气经过除锌后输送至烧结机,通过喷吹的方式喷在烧结机内烧结混合料的料面,用作烧结燃料;或者,将还原气经过除锌后输送至球团工序中,用作球团氧化焙烧的燃料。进一步降低烧结工序和/或球团工序的燃料消耗,同时实现有机固废的彻底消除处理。热解残渣可以混入烧结原料(或球团原料)在烧结工序(或球团氧化工序)中,为烧结提供能量,节约焦炭;热解气可以喷入烧结料面(或氧化球团回转窑中),也能节约焦炭。但是同样的热量以热解气喷吹的形式与以热解渣配入的形式相比,节约的焦炭更多;但是热量全部转移到热解气喷入而热解渣没有热量(即气体100%,残渣0),也不可取,因为热解渣孔隙率高,在改善烧结料层透气性也有好处。因此,存在一个最佳的固废热量分配比例,使热量以热解气和热解渣两种方式同时给入烧结工序(或球团工序)时,节碳总量达到最大。如图11所示,通过实验研究表明,当热解气补充热量占到80-90%、热解残渣补充热量为10-20%时,单位质量的原料消耗的总焦炭是最少的;也就是说,控制烧结或球团工序的固废补热过程中,80-90%来源于热解气补热,10-20%来源热解残渣,此时实现燃料的最节约状态。在本发明中,根据烧结工序和球团工序的需求,在不影响烧结工序和球团工序自身的前提下,设定添加焚烧渣、热解渣、滤渣的质量之和低于m%。然后根据焚烧渣、热解渣、滤渣、烧结原料、球团原料中各自的水分含量,控制焚烧渣、热解渣、滤渣、烧结原料、球团原料的添加量,从而控制混合后的混合料中的水分质量含量满足烧结工序和球团工序的条件,从而保证烧结矿和球团矿的品质。在本发明中,为使得高挥发分有机固废和/或低挥发分有机固废在热解过程中,高挥发分有机固废和/或低挥发分有机固废的总热量中占比为的热量进入到热解气中。而热解率则与热解时间、热解温度、有机固废的粒径大小以及热解时的氧气输入量等综合相关,即用函数关系可表示为:其中:t为热解时间,h。t为热解温度,℃。d为进入热解工序的高挥发分有机固废和/或低挥发分有机固废的平均粒径,mm。n2为热解工序中的输氧量,m3。且n2<nmax,nmax为进入热解工序中高挥发分有机固废和/或将低挥发分有机固废充分燃烧的需氧量。进一步地,由于其中:q热解释放为高挥发分有机固废或低挥发分有机固废在热解过程中通过热解进入热解气中的热量。q总为高挥发分有机固废或低挥发分有机固废的总热量,即高挥发分有机固废和/或将低挥发分有机固废充分燃烧所放出的热量。需要说明的是,q总与高挥发分有机固废或低挥发分有机固废的加入量(质量)、高挥发分有机固废或低挥发分有机固废的平均单位热值以及燃烧效率综合相关,即用函数关系可表示为::q总=k1·m·q。其中:k1为高挥发分有机固废或低挥发分有机固废的燃烧效率系数,取值为0.8-1。m为进入热解工序中高挥发分有机固废或低挥发分有机固废的质量,kg。q为高挥发分有机固废和/或低挥发分有机固废的平均热值,j/kg。还需要说明的是,q热解释放与高挥发分有机固废或低挥发分有机固废的热解时间、高挥发分有机固废或低挥发分有机固废的粒径、热解时的空气通入量、高挥发分有机固废或低挥发分有机固废充分燃烧的需氧量等综合相关,即用函数关系可表示为::其中:a为修正系数。t为高挥发分有机固废或低挥发分有机固废的热解时间,h。t为高挥发分有机固废或低挥发分有机固废的热解温度,℃。d为进入热解工序的高挥发分有机固废或低挥发分有机固废的平均粒径,mm。n2为热解工序中的空气通入量,m3。且n2<nmax,nmax为进入热解工序中高挥发分有机固废或低挥发分有机固废充分燃烧所需的空气量。a为粒径修正系数,取值为-0.05~-0.15。b为氧量修正系数,取值为0.3-1。综上所述,经过换算,即得:即,根据进入热解工序的高挥发分有机固废或低挥发分有机固废的平均粒径,通过控制热解工序中的热解时间t、热解温度t和热解工序的氧气通入量n2,精准控制高挥发分有机固废或低挥发分有机固废通过热解工序,使高挥发分有机固废或低挥发分有机固废中比例为的热量分配到热解气中,剩余的热量留存在热解渣中。一般来说,存在的最优值使得烧结工序和/或球团工序节碳效果达到最优;同时,热解工况同时要求能够实现热解渣中的干基挥发分的质量百分数含量小于5%(优选为小于4%),以满足烧结工序和/或球团工序入炉要求。由热解条件调节,此时为最优值。在本发明中,焚烧工序和热解工序通过回转窑进行,为了有效控制回转窑炉膛内的焚烧和/或热解程度,本发明所述回转窑的窑头上分别设置有互不相通的物料入口通道和窑头进风通道分别进行物料投放和助燃空气输送,同时在回转窑的窑身上设置有环形进风通道,环形进风通道成环绕式设置在窑身外部,当环形进风通道具有多条时,每条环形进风通道均配置有至少一个风机,通过调节风机的频率进而实现控制环形进风通道的进风量的大小在本发明中,通过在炉膛内设置多个开有出风口的扬料板,在实现物料翻动扬起的同时对物料进行送风,实现物料的充分燃烧。所述扬料板为具有一定高度、长度和宽度的具有中空腔室的板体。所述扬料板的中空腔室通过送风管道与环形进风管道相连接。即风机输送至环形送风管道的分风量通过送粉管道输送至与环形进风通道对应的扬料板的中空腔室内,最后从扬料板的出风口排至炉膛内为物料燃烧提供氧气。需要说明的是,同一个环形进风通道环绕窑身一周,因此一条环形进风通道可同时对所有的扬料板腔室进行送风,送风量的多少可由不同扬料板对应的送风管道内的送风管道电磁阀的打开时间和开合度进行调节。同时为进一步提高焚烧效果,焚烧回转窑的炉衬由具有保温效果材质构成,所述炉衬厚度为3-50cm(优选为5-30cm,更优选为8-15cm),所述炉衬完全包覆了所述炉膛,降低热损失。也避免了向外界排放过多的热辐射。在本发明中,通过在扬料板的腔室内设置挡风盲板,可在轴向方向上(窑头至窑尾的方向上)将扬料板的空腔分隔成多段互不相通的出风段腔室。一般地,扬料板可被分割隔成多少个出风段腔室,则在窑身的外部就相应的设置有多圈环形进风通道对不同的出风段腔室进行送风。同理,一条环形进风通道可以同时对所有的扬料板相同段的出风段腔室(指的是从窑头至窑尾方向上位于同一个水平段的不同扬料板的出风段腔室)进行送风,送风量的多少可由不同扬料板不同的出风段腔室对应的送风管道内的送风管道电磁阀的打开时间和开合度进行调节。从而实现炉膛内进风量的合理配送与控制物料的焚烧和/或热解程度。在本发明中,通过对扬料板在回转窑轴线方向上(窑头至窑尾方向上)进行分段独立进风设置,同时在回转窑同一段窑身上均匀分布设置有多个进行分段独立进风设计的扬料板,即实现了在回转窑轴线方向上进行分段独立进风的同时,并且在回转窑同一段窑身所对应的炉膛内不还实现了分区域独立进风。从而使得在回转窑内物料所处的炉膛内的任意区域均实现了独立进风机制,极大的提高了控制物料焚烧和/或热解程度的灵动性和准确性。在本发明中,应当指出,多个扬料板出风口沿窑身至窑头方向分成了多个出风控制段(即从窑头至窑尾方向上位于同一个水平段的不同扬料板的出风段腔室所控制的炉膛实际进风段),在实际操作中可根据窑身尺寸及二次风量选择二次风控制段数量(相对于窑头进风通道为一次进风,所有的窑身扬料板进风均为二次进风),理论上,二次风控制段数量越多,对回转窑温度的控制就会更精准。在本发明中,采用扬料板从窑身中部进风,同时减少了窑头进风量,可以降低回转窑的入炉空气总量,减少冷空气带来的热损失;同时避免窑头空气过量使窑头超温而导致的灰渣熔融,提高了回转窑后半段的温度,使得回转窑窑身温度分布更加均匀,缓解了回转窑结圈现象,也使得控制物料焚烧和/或热解程度的准确性得到极大的提升。(现有技术中空气全部从窑头进入回转窑,导致回转窑入口段风过量,温度偏高,而回转窑后半段风量减少,风度偏低,沿窑身方向温度分布不均,导致燃烧效率不高,窑身前半段温度高,灰渣呈现熔融态;而后半段温度降低,熔融态灰渣冷凝,导致回转窑易发生结圈现象,影响正常生产。)在本发明中,任意一个扬料板内均设置有多个挡风盲板,多个挡风盲板将扬料板的内腔分隔成多个互不相通的腔室,任意一个分隔后形成的小腔室均可独立对炉膛进行送风,因此将该可独立对炉膛进行送风的小腔室称为出风段腔室。也就是说多个出风段腔室构成一个完整的扬料板内腔。同时任意一个出风段腔室均通过一个或多个送风管道与环形进风通道相连通。与此同时环形进风管道可以设置有多个。在本发明中,多个温度检测探头均匀的分布在扬料板各个出风段腔室附近的炉膛内。在任意一个扬料板的任意一个出风段腔室附近至少设置有一个温度检测探头。进而方便准确检测炉膛内各个区域的温度变化,避免出现检测死角。进一步地,在本发明中,以扬料板进风分4个出风控制段为例,四段的风流量分别为q1~q4,对应的每一段炉膛内相应区域的温度为t1~t4,窑头进风通道进风的风流量为q0,各出风控制段出风口风量占总风量的比例分别为a0~a4,传统回转窑工艺中,为了保证危废充分燃烧或热解、灼减率达标,窑内空气总量一般大大高于理论空气量,过量空气系数一般为2.0~2.5,采用窑身进风装置后,由于各出风控制段风量分布更均匀,过量空气系数可以降为1.5~1.8。各进段风量占比如下表所示:(此处仅作为一个较佳实施例的示例,不能作为对本发明方案限制的依据)进风位置字母占比窑头a00.3~0.4窑身出风控制段1a10.18~0.25窑身出风控制段2a20.1~0.2窑身出风控制段3a30.1~0.15窑身出风控制段4a40.1~0.15在本发明中,在系统中设置有相位校准挡条和相位校准拨片,所述相位校准拨片设置在窑身上,并随窑身一起转动。所述相位校准档条设置在窑身之外固定不动。初始状态时,所述相位校准档条和相位校准拨片相重合。同时,设定在此初始状态下,以位于最高点的扬料板作为起点,沿着回转窑旋转方向对多个所述扬料板依次进行编号为1,2,…,i,…,m。进一步地,定义第i个扬料板的初始角度为第一个扬料板(编号为1的扬料板)旋转至第i个扬料板时所转过的角度。则:θi0=(i-1)*2*π/m...式i。式i中,θi0为第i个扬料板的初始角度,m为扬料板的总个数。设定回转窑的旋转速度为n,r/min。则任意时刻t时,s。则第i个扬料板已经转过的角度a为:a=2π·nt/60=πnt/30...(1)进而,第i个扬料板的角度θit为:θit=θi0 a...(2)将式i和式(1)代入式(2)即得:θit=(i-1)*2*π/m π*n*t/30...式ii。进一步地,考虑到回转窑转速在长时间内不能完全恒定不变,会有一定偏差,因此在回转窑旋转过程中,每当相位校准档条和相位校准拨片相重合时,则系统控制所述任意时刻t归零重置,即t=0。在实际工况中,当回转窑的窑身转过一周时,每当相位校准档条被相位校准拨片拨动,相位校准档条就反馈信息给系统,系统受到信息后对计时器重新计零,即t=0,重新开始计时。所以,若窑身转一周的周期为t,t=1/n,min,则任意时刻t∈[0,t]。这样,就可以防止由于转速不稳定带来的相位误差随时间累积,保证相位监测的准确。在本发明中,通常情况下物料在回转窑中随窑身的转动进行翻滚,会遮盖部分扬料板进而阻止该扬料板出风口进风,造成无效进风,降低燃烧效率。因此,当任意扬料板处于物料遮盖区域时,该扬料板对应的送风管道电磁阀必须及时关闭。在危险废物焚烧过程中,实时检测被物料覆盖区域的扬料板所处的最小夹角为θmin。最大夹角为θmax。定义θit|2π为θit除以2π后的余数。不断采用式ii依次计算第i个扬料板(i可以为任意一个扬料板)在任意时刻t时的角度θit。则:当θit|2π∈[θmin,θmax]时,则关闭第i个扬料板对应的送风管道电磁阀。反之,θit|2π[θmin,θmax]时,则打开第i个扬料板对应的送风管道电磁阀。根据物料实际情况的差异,θmin和θmax的值具体可参考下表:(此处仅作为一个较佳实施例的示例,不能作为对本发明方案限制的依据)物料种类θminθmax大颗粒物料(>20mm)2π/3~3π/44π/3~17π/12小颗粒物料(5~20mm)3π/4~5π/617π/12~3π/2粉状物料(<5mm)3π/4~5π/617π/12~19π/12浆状物料5π/6~π3π/2~4π/3在本发明中,进行步骤202a)通过在炉膛内设置有多个所述温度检测探头实时监测炉膛内各个扬料板每一个出风段腔室所在区域的焚烧温度或热解温度为tj,℃;j为1、2、3、……、x中的任一整数。x为温度检测探头的总个数。炉膛内焚烧的平均温度记为tp,℃。则:tp=(t1 t2 t3 ... tx)/x...式iii。st=[(t1-tp)2 (t2-tp)2 (t3-tp)2 ...(tx-tp)2]/x...式iv。式iv中,st为焚烧温度或热解温度的方差。进行步骤202b)根据焚烧程度或热解率的需要,设定炉膛内焚烧或热解的理想温度(指的是调节为不同焚程度或热解程度时的温度)为ta,℃,理想温度波动温值为c。判定:当tp<(ta-c)时,通过物料入口通道增加炉膛内的有机固废投放量或在有机固废投放量不变的前提下投入热值更大的有机固废,使得tp=(ta±c)。当tp>(ta c)时,通过物料入口通道降低炉膛内的有机固废投放量或在有机固废投放量不变的前提下投入热值更小的有机固废,(调节入炉物料热值:回转窑入炉物料是通过配伍而成的混合物料,因此也可以通过调整配伍方案的方式,直接调节入炉物料的热值),使得tp=(ta±c)。当tp=(ta±c)时,进行步骤202c):202c)设定系统理想温度方差为sta,判定:当st≤sta时,系统维持当前状态继续运行,不做任何调节。当st>sta时,则依次进行如下计算:ty=丨tj-tp丨...式v。式v中,ty为各个温度检测点的温度与平均温度差的绝对值,取ty最大时所相对应的温度值tj,判定:当tj>tp时,减小该处对应的扬料板出风段腔室的进风量直至该点的tj=(ta±c)。当tj<tp时,增大该处对应的扬料板出风段腔室的进风量直至该点的tj=(ta±c)。完成调节后(即当该温度点的tj=(ta±c)时),则返回步骤202a),继续监测。进一步地,在步骤202b)中,当tp<(ta-c)时,通过物料入口通道增加炉膛内的有机固废投放量或在有机固废投放量不变的前提下投入热值更大的有机固废为分步进行。当tp>(ta c)时,通过物料入口通道降低炉膛内的有机固废投放量或在有机固废投放量不变的前提下投入热值更小的有机固废为分步进行。其中,每步增加或降低的有机固废的质量调整量为k%,基于单次有机固废投放总质量的百分比。所述k的取值为1-15,优选为2-12,更优选为3-9。较佳的调节建议如下:总有机固废调节百分比为负值表示降低有机固废投放量,为正值表示增加有机固废投放量。(此处不能作为对本发明方案限制的依据)tp-ta物料调节百分比k%>150℃-15~-12%100~150℃-12~-9%60~100℃-9~-6%20~60℃-6~-3%-60~-20℃ 3~ 6%-100~-60℃ 6~ 9%-150~-100℃ 9~ 12%<-150℃ 12~ 15%或,投入热值更大或更小的有机固废的热值调整量为g%,基于单次有机固废投放总热值的百分比。所述g的取值为1-15,优选为2-12,更优选为3-9。较佳的调节建议如下:总物料调节百分比为负值表示降低有机固废的热值,为正值表示增加有机固废的热值。(此处不能作为对本发明方案限制的依据)进一步地,在步骤202c)中,当st>sta时,通过扬料板出风段腔室降低或增加的进风量为分步进行,每步降低或增加的进风调整量f%,基于总进风量的百分比。所述f的取值为1-10,优选为2-8,更优选为3-5。较佳的调节建议如下:进风量调节百分比为负值表示降低进风量,为正值表示增加进风量。(此处不能作为对本发明方案限制的依据)在本发明中,所述回转窑的窑长和外径可根据实际工况进行设计。例如所述回转窑的炉长为3-30m,优选为5-25m,更优选为8-20m。所述回转窑的外径为1-10m,优选为2-8m,更优选为3-8m。此处仅为本发明较佳设计的例举,不能依此作为对本发明方案限制的依据。所述扬料板凸出炉衬的高度为1-50cm,优选为2-40cm,更优选为3-30。所述扬料板上出风口的口径为0.5-10cm,优选为1-8cm,更优选为1.5-5cm。进一步地,本发明所述回转窑的投料量为800-6000kg/h,优选为1200-5000kg/h,更优选为1500-4000kg/h。所述回转窑的旋转速度为1-6r/min,优选为1.5-5r/min,更优选为2-4r/min。原料在烧结工序或球团工序中,经过烧结或氧化焙烧,在这一过程中,烧结或氧化焙烧的热量来自两部分:其中一部分来自于原料中的内配碳,即原料自身内含有一部分燃料,供烧结或氧化焙烧;另一部分来自于烧结工序或球团工序过程中的外部供热,例如原料在烧结机内进行烧结,通过向烧结机内喷吹燃气;或者原料在回转窑内进行氧化焙烧,向回转窑内喷入煤粉或燃气。有机固废中含有大量的可燃碳,可以用作燃料。有机固废在焚烧或热解过程中,有机固废中的可燃碳会进行焚烧或热解,可燃物首先进入气体中,随着焚烧或热解的进行,可燃物会进一步反应。本发明将有机固废进行热解处理,第一,减少有机固废中的挥发分,保证热解渣进入烧结工序或球团工序中对原料中挥发分的要求;第二,将有机固废中的可燃物(具有热值的成分)进行热解,使得有机固废中一部分热量通过热解进入热解气中。通过不断实验研究,发明人巧妙的发现,在烧结工序或球团工序中,单位质量原料进行烧结或氧化焙烧所需的热量是一定的,但是热量的来源不同,消耗的燃料也不相同。也就是说,热量的来源不同,该热量用于烧结或氧化焙烧的利用率不相同。调节原料中的燃料、烧结工序或球团工序中的燃料比例,可以实现热量的不同程度利用效率。通过实验研究,如图7所示,当烧结工序或球团工序中的供热量占比达到80-90%、原料中内配燃料供热量占比为10-20%时,热量利用率最高,消耗的总燃料量最少,节碳量达到最大值。因此,在本发明中,在保证热解渣能够满足进入烧结工序和球团工序的要求下,通过调节工序中的工艺条件,控制热解工序的热解率为使得高挥发分有机固废和/或低挥发分有机固废经过热解后,高挥发分有机固废和/或低挥发分有机固废的总热量中比例的热量分配到热解气中,剩余的热量留存在热解渣中;其中:为使得热解气和残渣加入烧结工序或球团工序后,使烧结工序或球团工序的节碳量最大时的热量分配比,为60%-95%,优选为70%-92%;更有为80-90%。分配到热解气中的热量输送至烧结机,通过喷吹的方式喷在烧结机内烧结混合料的料面,用作烧结燃料;或者,将热解气输送至球团工序中,用作球团氧化焙烧的燃料;用作原料在烧结或氧化焙烧的外部供热;留存在热解渣中热量即为原料中内配燃料。通过该工艺,从而实现了有机固废中热量的最大化利用,最大程度的节约燃料。进一步的,通过发明人的研究和实验,得出热解程度的控制与热解时间、热解温度、进入热解工序的高挥发分有机固废和/或低挥发分有机固废的平均粒径、热解工序中的输氧量直接相关。在实施本方案时,根据进入热解工序的高挥发分有机固废或低挥发分有机固废的平均粒径,通过控制热解工序中的热解时间t、热解温度t和热解工序的氧气通入量n2,即可精准控制高挥发分有机固废或低挥发分有机固废的热解程度。通过热解工序,可实现使高挥发分有机固废或低挥发分有机固废中比例为的热量分配到热解气中,剩余的热量留存在热解渣中。具体控制为:在本发明中,当有机固废为生物质、塑料材质等易热解固废,其挥发分含量较高(通常高于50%),且高温下易挥发,则a=-0.06~-0.08,b=0.6~0.7;当有机固废为焦油渣等中等热解难度固废,挥发分含量20~50%,则a=-0.08~-0.10,b=0.5~0.6;当有机固废为含油污泥等难热解固废,其挥发分含量10~20%,且高温下不易挥发,则a=-0.10~-0.13,b=0.3~0.5。a为修正系数,取值为0.5-1。与现有技术相比较,本发明的有益技术效果如下:1、本发明通过将水分含量较低的有机固废的热解渣与水分含量较高的含铁高盐固废水洗产生的滤渣参与到烧结原料和/或球团原料混合,使得最终获得的混合料满足烧结工序和/或球团工序的工况含水量要求,以进入到烧结和球团工序进行终端的处置。可以减少湿渣的干燥工序,实现多种固废的协同处理。最终实现多种固废的全流程处置,彻底消除固废对环境的影响和二次污染的风险。2、本发明采用回转窑焚烧和/或热解系统对有机固废进行热解和/或焚烧。所述回转窑采用了扬料板分段进风的机制,通过扬料板在翻动物料的同时对有机固废的焚烧和/或热解进行送风,实现了窑身二次进风和要窑头一次进风的有机结合,极大地提高了有机固废焚烧和/或热解效率及效果,极大的提高了有机固废的减量化处理效果,以及降低了有机固废渣相的含水率。3、本发明所述回转窑中,采用窑身多级进气和多点温度检测的方式,使窑体温度分布更加均匀,且温度分布的调节更加灵活,大大提高了对焚烧程度和/或热解程度的控制效率和准确性。4、本发明所述回转窑焚烧和/或热解系统结构简单,易操作,温度分布可控性强,对焚烧程度和/或热解程度的调节时效性高,准确性强;同时也消除了传统回转窑的温度过高和过低区域的出现,还从机理上减少了回转窑结窑现象的发生,减少了系统故障率。附图说明图1为本发明的基于水分合理控制的固废、烧结、球团协同处置工艺的流程图。图2为本发明有机固废氧化焚烧处理流程图。图3为本发明有机固废热解处理流程图。图4为本发明所述预处理的回转窑结构示意图。图5为本发明所述回转窑的截视结构图。图6为本发明所述回转窑第i个扬料板未被物料覆盖时送风管道电磁阀打开状态示意图。图7为本发明所述回转窑第i个扬料板被物料覆盖时送风管道电磁阀关闭状态示意图。图8为本发明所述回转窑的相位校准档条和相位校准拨片相重合时扬料板编号示意图。图9为本发明所述回转窑的扬料板出风控制流程图。图10为本发明所述回转窑炉膛内温度控制流程图。图11为热解气所含热量在原固废总热量中的占比与烧结工序节碳量的关系曲线图。附图标记:1:窑头;2:窑身;3:窑尾;101:物料入口通道;102:窑头进风通道;201:炉衬;202:炉膛;203:环形进风通道;204:扬料板;205:出风口;206:送风管道;207:挡风盲板;208:温度检测探头;209:相位校准档条;210:相位校准拨片;211:风机;212:送风管道电磁阀;213:进风口;301:排料口。具体实施方式下面对本发明的技术方案进行举例说明,本发明请求保护的范围包括但不限于以下实施例。实施例1如图1所示,一种基于水分合理控制的固废、烧结、球团协同处置工艺,该工艺包括以下步骤:(1)固废:该固废包括有机固废和含铁高盐固废。(2)固废预处理:将有机固废进行焚烧工序得到焚烧渣和将有机固废进行热解工序得到热解渣。将含铁高盐固废进行水洗提盐工序,得到含盐水和滤渣。(3)协同处置:将步骤(2)得到的焚烧渣、热解渣、滤渣与烧结原料混合,然后将混合后的混合料输送至烧结工序。其中,控制混合后的混合料中的水分质量含量为s0%,s0为13。混合后的混合料中焚烧渣、热解渣、滤渣的质量之和低于m%,该总质量之和基于混合后的混合料的总质量。m为2。实施例2重复实施例1,只是所述s0为9,所述m为3。实施例3重复实施例2,只是将步骤(2)得到的焚烧渣、热解渣、滤渣与球团原料混合,然后将混合后的混合料输送至球团工序。所述s0为7,所述m为5。实施例4重复实施例3,只是根据焚烧渣、热解渣、滤渣、烧结原料、球团原料中各自的水分含量,控制焚烧渣、热解渣、滤渣、烧结原料、球团原料的添加量,从而控制混合后的混合料中的水分质量含量s%在s0%的范围内。具体为:其中:mfh为焚烧渣的物料质量,mrj为热解渣的物料质量,mlz为滤渣的物料质量,myl为烧结原料和球团原料的物料质量,sfh为焚烧渣中的水分含量,srj为热解渣中的水分含量,slz为滤渣中的水分含量,syl为烧结原料和球团原料中的水分含量。所述控制焚烧渣、热解渣、滤渣、烧结原料、球团原料的添加量,其具体为:检测焚烧渣、热解渣、滤渣、烧结原料、球团原料中各自的水分含量,并计算和分析:当mlz=m%×(mlz myl),即mfh mrj=0,slz<s0时,根据实际工艺产生的焚烧渣、热解渣、滤渣的量,焚烧渣、热解渣、滤渣的添加量满足即可。当mfh mrj=m%×(mfh mrj myl),即mlz=0,时,不能添加滤渣,根据实际工艺产生的焚烧渣和热解渣的量,调整烧结原料或球团原料中的水分含量和添加量,使得:并且当mlz=m%×(mlz myl)时,slz≥s0;并且mfh mrj=m%×(mfh mrj myl)时,根据实际工艺产生的焚烧渣、热解渣和滤渣的量,调节焚烧渣、热解渣、滤渣、烧结原料、球团原料的添加量,使得:并且实施例5重复实施例4,如图2所示,只是所述有机固废为含有有机碳(可燃烧的碳)的固废。控制氧化焚烧工序的焚烧程度为γ1,使得:所述有机固废经过氧化焚烧工序后,焚烧渣中的干基挥发分的质量百分数含量小于4.5%。实施例6重复实施例5,只是所述氧化焚烧为可控焚烧。所述可控焚烧为控制氧化焚烧工序的工艺条件,从而控制氧化焚烧的焚烧程度。通过控制有机固废在氧化焚烧工序中的输氧量、焚烧时间、焚烧温度,控制氧化焚烧工序的焚烧程度为γ2。其中γ2为使得高温烟气中可燃物充分烧净的值。比较γ1和γ2的大小,得出γ=max(γ1,γ2),式中,max函数为取大值函数。控制氧化焚烧工序的实际焚烧程度为γ。实施例7重复实施例4,如图3所示,只是所述有机固废为含有有机碳(可燃烧的碳)的固废。控制热解焚烧工序的热解程度为使得:所述有机固废经过热解工序后,热解渣中的干基挥发分的质量百分数含量小于4.5%。实施例8重复实施例7,只是通过控制有机固废在热解工序中的工艺条件,控制热解工序的热解率为使得有机固废经过热解后,有机固废的总热量中占比为的热量分配到热解气中,剩余的热量留存在热解渣中。其中:为使得热解气和残渣加入烧结工序或球团工序后,使烧结工序或球团工序的节碳量最大时的热量分配比,为85%。实施例9如图4所示,有机固废的预处理(包括焚烧工序或热解工序)通过回转窑进行。该回转窑包括窑头1、窑身2以及窑尾3。所述窑头1上设置有物料入口通道101和窑头进风通道102。所述窑身2包括炉衬201和炉膛202。所述炉衬201的外部设置有环形进风通道203。所述炉膛202内设置有扬料板204。所述扬料板204上开设有出风口205。所述环形进风通道203通过送风管道206与扬料板204上的出风口205相连通。所述窑尾3上设置有排料口301。所述扬料板204为沿轴向设置在炉衬201内表面上且具有空腔的板状条形凸起。所述出风口205设置在扬料板204板体的侧面及上表面上,并连通扬料板204的空腔和炉膛202。实施例10重复实施例9,只是该回转窑还包括有挡风盲板207。所述挡风盲板207设置在扬料板204内,并在轴向方向上将扬料板204的空腔分隔成多段互不相通的出风段腔室。该回转窑还包括有多个所述环形进风通道203。多段互不相通的出风段腔室均通过送风管道206外接有环形进风通道203。出风段腔室的数量与环形进风通道的数量相同。该回转窑包括有多个温度检测探头208。多个温度检测探头208均匀地分布设置在炉膛202内。每一个所述出风段腔室对应的炉膛202内均设有温度检测探头208。实施例11重复实施例10,如图5所示,只是该回转窑还包括有校准定位装置。所述校准定位装置包括相位校准档条209和相位校准拨片210。所述相位校准拨片210设置在窑身2上,并随窑身2一起转动。所述相位校准档条209设置在窑身2之外固定不动。初始状态时,所述相位校准档条209和相位校准拨片210相重合。该回转窑还包括有风机211。所述风机211与环形进风通道203的进风口213相连接。该回转窑还包括有送风管道电磁阀212。所述送风管道电磁阀212设置在送风管道206内。实施例12重复实施例11,只是有机固废进行预处理,具体为:201)根据物料的走向,有机固废经由物料入口通道101投放至炉膛202内,并在扬料板204的作用下对有机固废进行预处理。同时助燃空气经由窑头进风通道102进入炉膛202内为物料的预处理提供氧气。完成预处理后的物料残渣和烟气经由排料口301排出。202)有机固废在炉膛202内预处理时,通过实时检测炉膛202内温度的变化情况,通过环形进风通道203向位于炉膛202内不同焚烧段或热解段的扬料板204送风并从进风口205向炉膛202内补充助燃气体,从而实现有机固废预处理的实际处理程度(包括焚烧程度或热解率)。实施例14重复实施例13,只是该工艺还包括步骤203):在回转窑旋转焚烧或热解有机固废的过程中,通过实时检测炉膛202内不同扬料板204各自旋转角度的变化情况,控制各个扬料板204对应的送风管道电磁阀212的开合。即控制扬料板204被物料覆盖部分的对应的送风管道电磁阀212关闭。而扬料板204未被物料覆盖部分的对应的送风管道电磁阀212打开。实施例15重复实施例14,如图8-9所示,只是在初始状态时,所述相位校准档条209和相位校准拨片210相重合。同时设定在此状态下,以位于最高点的扬料板204作为起点,沿着回转窑旋转方向对多个所述扬料板204依次进行编号为1,2,…,i,…,m。定义第i个扬料板204的初始角度为第一个扬料板204旋转至第i个扬料板204时所转过的角度。则:θi0=(i-1)*2*π/m...式i。式i中,θi0为第i个扬料板204的初始角度,m为扬料板204的总个数。设定回转窑的旋转速度为n,r/min。则任意时刻t时,s。第i个扬料板204的角度θit为:θit=(i-1)*2*π/m π*n*t/30...式ii。在回转窑旋转过程中,每当相位校准档条209和相位校准拨片210相重合时,则系统控制所述任意时刻t归零重置,即t=0。如图6-7所示,在有机固废预处理过程中,实时检测被有机固废覆盖区域的扬料板204所处的最小夹角为θmin。最大夹角为θmax。定义θit|2π为θit除以2π后的余数。不断采用式ii依次计算第i个扬料板204在任意时刻t时的角度θit。则:当θit|2π∈[θmin,θmax]时,则关闭第i个扬料板204对应的送风管道电磁阀212。反之,θit|2π[θmin,θmax]时,则打开第i个扬料板204对应的送风管道电磁阀212。实施例16重复实施例15,如图10所示,只是步骤202)具体为:202a)通过多个所述温度检测探头208实时监测炉膛202内各个扬料板204每一个出风段腔室所在区域的预处理温度为tj,℃;j为1、2、3、……、x中的任一整数。x为温度检测探头208的总个数。炉膛202内预处理的平均温度记为tp,℃。则:tp=(t1 t2 t3 ... tx)/x...式iii。st=[(t1-tp)2 (t2-tp)2 (t3-tp)2 ...(tx-tp)2]/x...式iv。式iv中,st为预处理温度的方差。202b)根据焚烧程度或热解率的需要,设定炉膛202内预处理的理想温度为ta,℃,理想温度波动温值为c。判定:当tp<(ta-c)时,通过物料入口通道101增加炉膛202内的有机固废投放量或在有机固废投放量不变的前提下投入热值更大的有机固废,使得tp=(ta±c)。当tp>(ta c)时,通过物料入口通道101降低炉膛202内的有机固废投放量或在有机固废投放量不变的前提下投入热值更小的有机固废,使得tp=(ta±c)。当tp=(ta±c)时,进行步骤202c)。202c)设定系统理想温度方差为sta,判定:当st≤sta时,系统维持当前状态继续运行,不做任何调节。当st>sta时,则依次进行如下计算:ty=丨tj-tp丨...式v。式v中,ty为各个温度检测点的温度与平均温度差的绝对值。实施例17重复实施例16,只是取ty最大时所相对应的温度值tj,进行判定:202c-1)当tj>tp时,减小该处对应的扬料板204出风段腔室的进风量直至该点的tj=(ta±c)。202c-2)当tj<tp时,增大该处对应的扬料板204出风段腔室的进风量直至该点的tj=(ta±c)。根据202c-1)或202c-2)完成调节后,则返回步骤202a),继续监测。在步骤202b)中,当tp<(ta-c)时,通过物料入口通道101增加炉膛202内的有机固废投放量或在有机固废投放量不变的前提下投入热值更大的有机固废为分步进行。当tp>(ta c)时,通过物料入口通道101降低炉膛202内的有机固废投放量为或在物料投放量不变的前提下投入热值更小的有机固废为分步进行。其中,每步增加或降低的有机固废的质量调整量为k%,基于单次有机固废投放总质量的百分比。所述k的取值为1-15。实施例18重复实施例16,只是投入热值更大或更小的有机固废的热量调整量为g%,基于单次有机固废投放总热值的百分比。所述g的取值为1-15。实施例19重复实施例18,只是在步骤202c)中,当st>sta时,通过扬料板204出风段腔室降低或增加的进风量为分步进行,每步降低或增加的进风调整量为f%,基于总进风量的百分比。所述f的取值为1-10。应用实施例1按照实施例4的方法进行具体应用,具体工艺如下:应用实施例2采用实施例8的技术方案,采用相同的烧结原料、球团原料、有机固废,仅调整热解率,从而调整被分配到热解气中的热量,进行不同的实验,结果如下:从上述实验可以看出,当有机固废进行热解工序时,控制热解率为85%,将热解产生的热解气输送至烧结工序或球团工序,将热解渣混入烧结原料或球团原料,此状态下节约的燃料(焦炭或燃气)的量达到最大值。当前第1页12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。