1.本发明涉及一种制作螺旋桨设备,更具体的说是一种预浸料缠绕制作螺旋桨设备。
背景技术:
2.在螺旋桨制作时,传统的螺旋桨制作工艺流程较为成熟,旋翼类螺旋桨制作经常加工生产工艺流程较为繁琐,且大部分工艺流程不能够形成高效的加工方式,对于旋翼类螺旋桨的含胶量也比较难控制,所以设计了这种预浸料缠绕制作螺旋桨设备。
技术实现要素:
3.本发明主要解决的技术问题是提供一种预浸料缠绕制作螺旋桨设备,设备能够将旋翼桨芯设备的一端传送,设备能够在传送旋翼桨芯时将丝状预侵料缠绕在桨芯上,设备能够在传送旋翼桨芯时将条状预侵料包裹在桨芯上,设备能够在传送旋翼桨芯时将桨芯两侧的条状预侵料切割下来,设备能够在在传送旋翼桨芯时用磨具将旋翼模压成型。
4.为解决上述技术问题,本发明涉及一种制作螺旋桨设备,更具体的说是一种预浸料缠绕制作螺旋桨设备,包括传送机构、限位丝缠绕机构、限位布缠绕机构、模压机构,设备能够将旋翼桨芯设备的一端传送,设备能够在传送旋翼桨芯时将丝状预侵料缠绕在桨芯上,设备能够在传送旋翼桨芯时将条状预侵料包裹在桨芯上,设备能够在传送旋翼桨芯时将桨芯两侧的条状预侵料切割下来,设备能够在在传送旋翼桨芯时用磨具将旋翼模压成型。
5.传送机构与限位丝缠绕机构连接,传送机构与限位布缠绕机构连接,传送机构与模压机构连接,限位丝缠绕机构与限位布缠绕机构连接,限位布缠绕机构与模压机构连接,限位丝缠绕机构与模压机构连接。
6.作为本技术方案的进一步优化,本发明一种预浸料缠绕制作螺旋桨设备,所述的包括从动轴、旋转套、钢丝连接板、钢丝a、限位板a、推力弹簧、限位板b、推动板、钢丝b、连接板a、连接板b、连接板c、连接板d、连接块a、设备安装箱、限位布进料口、螺旋桨桨芯、动力通轴、动力轴、轴承板,从动轴与旋转套轴承连接,旋转套与钢丝连接板连接,旋转套与限位板a连接,钢丝连接板缠绕在旋转套上,推力弹簧一端与一个钢丝连接板连接另一端与限位板b连接,限位板b与从动轴连接,钢丝b穿过螺旋桨桨芯与推动板并与钢丝连接板连接,钢丝b缠绕在旋转套上,连接板a与连接板b连接,连接板a与连接板c连接,连接板a与设备安装箱连接,连接板b与连接板d连接,连接板b与动力通轴轴承连接,连接板c与连接板d连接,连接板d与设备安装箱连接,连接块a与旋转套轴承连接,设备安装箱与动力通轴轴承连接,限位布进料口开在设备安装箱上,动力轴与旋转套轴承连接,动力轴与限位板b连接,一个轴承板与从动轴轴承连接,另一个轴承板与动力轴轴承连接,轴承板与设备安装箱连接。
7.作为本技术方案的进一步优化,本发明一种预浸料缠绕制作螺旋桨设备,所述的包括旋转圈、旋转圈连接柱、旋转板、扭力弹簧、轴承连接板、纤维丝、连接板一、连接轴二、
移动摩擦轮、连接轴一、动力滑动块、动力滑槽,旋转圈与从动轴连接,旋转圈与连接板a滑动连接,旋转圈连接柱与旋转板连接,旋转板与连接轴二连接,扭力弹簧套在连接轴二上且限位于旋转板与轴承连接板,轴承连接板与连接轴二轴承连接,纤维丝的两个端与两个轴承连接板连接,纤维丝与两个连接板一上的孔滑动连接,连接板一与连接轴二连接,移动摩擦轮与连接轴一轴承连接,连接轴一与动力滑动块连接,动力滑动块与动力滑槽滑动连接,动力滑槽与设备安装箱连接。
8.作为本技术方案的进一步优化,本发明一种预浸料缠绕制作螺旋桨设备,所述的包括旋转方圈、固定承压柱、压迫弹簧、滑动压迫板、滑动压迫柱、联动摩擦轮a、连接轴三、安装板a、联动摩擦b、连接轴套、连接轴四、安装板b、钢丝、弹簧a、承力架、安装板c、切割刀a、球轴连接板、球轴、滑动方条、摩擦轴一、摩擦轴二、切割刀b、安装板d、加速摩擦板、加速摩擦轮、加速轴、加速皮带、延长轴、安装板e、安装板f、安装板,旋转方圈与固定承压柱连接,连接板b上布置有方槽与旋转方圈滑动连接,连接板c上布置有方槽与旋转方圈滑动连接,压迫弹簧布置在旋转方圈的方槽内且一端与旋转方圈连接另一端与压迫板,滑动压迫板抵在滑动压迫柱上且与旋转方圈滑动连接,滑动压迫柱与旋转方圈滑动连接,联动摩擦轮a与连接轴三轴承连接,联动摩擦轮a与联动摩擦b摩擦连接,连接轴三与安装板a轴承连接,连接轴三与加速皮带摩擦连接,安装板a与设备安装箱连接,联动摩擦b与连接轴四连接,联动摩擦b与钢丝的一端连接,连接轴套与安装板b连接,连接轴套与同侧的联动摩擦轮a轴承连接,钢丝套在连接轴四上且另一端穿过承力架上端的孔与安装板c连接,弹簧a套在连接轴套上且限位于一侧的安装板a与安装板b,承力架与设备安装箱连接,安装板c与切割刀a连接,安装板c与球轴连接板连接,安装板c与加速摩擦板连接,切割刀a与安装板滑动连接,切割刀a与设备安装箱滑动连接,球轴连接板与切割刀b连接,球轴连接板与球轴轴承连接,球轴与滑动方条滑动连接,一个滑动方条与摩擦轴一连接另一个与摩擦轴二连接,摩擦轴一与摩擦轴二摩擦连接,摩擦轴一与安装板f轴承连接,摩擦轴二与安装板f轴承连接,切割刀b与安装板d连接,切割刀b与设备安装箱滑动连接,切割刀b与安装板滑动连接,加速摩擦轮与加速轴连接,加速轴与安装板e轴承连接,加速轴与加速皮带摩擦连接,安装板e与设备安装箱连接,安装板f与设备安装箱连接,安装板与设备安装箱连接。
9.作为本技术方案的进一步优化,本发明一种预浸料缠绕制作螺旋桨设备,所述的包括皮带一、传动轴a、压迫摩擦柱、安装板一、磨具推拉柱、摩擦上片、磨具下片、安装板二、推动轴、推动弹簧、安装板三,皮带一与传动轴a摩擦连接,皮带一与延长轴摩擦连接,传动轴a与压迫摩擦柱连接,传动轴a与安装板一滑动连接,压迫摩擦柱与磨具推拉柱摩擦连接,安装板一与设备安装箱连接,磨具推拉柱与摩擦上片连接,磨具推拉柱与设备安装箱滑动连接,磨具下片与设备安装箱连接,安装板二与推动轴连接,推动轴与安装板三滑动连接,推动弹簧套在推动轴上且限位于安装板二与安装板三,安装板三与设备安装箱连接。
10.作为本技术方案的进一步优化,本发明一种预浸料缠绕制作螺旋桨设备,所述的连接板a上的倾斜方槽上布置有3/4圆弧能够与旋转圈滑动连接。
11.作为本技术方案的进一步优化,本发明一种预浸料缠绕制作螺旋桨设备,所述的动力通轴动力轴上布置有动力源能够旋转。
12.本发明一种预浸料缠绕制作螺旋桨设备的有益效果为:
13.本发明一种预浸料缠绕制作螺旋桨设备,设备能够将旋翼桨芯设备的一端传送,
设备能够在传送旋翼桨芯时将丝状预侵料缠绕在桨芯上,设备能够在传送旋翼桨芯时将条状预侵料包裹在桨芯上,设备能够在传送旋翼桨芯时将桨芯两侧的条状预侵料切割下来,设备能够在在传送旋翼桨芯时用磨具将旋翼模压成型。
附图说明
14.下面结合附图和具体实施方法对本发明做进一步详细的说明。
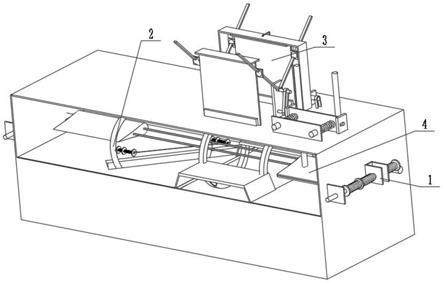
15.图1为本发明一种预浸料缠绕制作螺旋桨设备的结构示意图。
16.图2为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图一。
17.图3为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图二。
18.图4为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图三。
19.图5为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图四。
20.图6为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图五。
21.图7为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图六。
22.图8为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图七。
23.图9为本发明一种预浸料缠绕制作螺旋桨设备的传送机构1的结构示意图八。
24.图10为本发明一种预浸料缠绕制作螺旋桨设备的限位丝缠绕机构2的结构示意图一。
25.图11为本发明一种预浸料缠绕制作螺旋桨设备的限位丝缠绕机构2的结构示意图二。
26.图12为本发明一种预浸料缠绕制作螺旋桨设备的限位丝缠绕机构2的结构示意图三。
27.图13为本发明一种预浸料缠绕制作螺旋桨设备的限位丝缠绕机构2的结构示意图四。
28.图14为本发明一种预浸料缠绕制作螺旋桨设备的限位丝缠绕机构2的结构示意图五。
29.图15为本发明一种预浸料缠绕制作螺旋桨设备的限位布缠绕机构3的结构示意图一。
30.图16为本发明一种预浸料缠绕制作螺旋桨设备的限位布缠绕机构3的结构示意图二。
31.图17为本发明一种预浸料缠绕制作螺旋桨设备的限位布缠绕机构3的结构示意图三。
32.图18为本发明一种预浸料缠绕制作螺旋桨设备的限位布缠绕机构3的结构示意图四。
33.图19为本发明一种预浸料缠绕制作螺旋桨设备的限位布缠绕机构3的结构示意图五。
34.图20为本发明一种预浸料缠绕制作螺旋桨设备的限位布缠绕机构3的结构示意图六。
35.图21为本发明一种预浸料缠绕制作螺旋桨设备的模压机构4的结构示意图一。
36.图22为本发明一种预浸料缠绕制作螺旋桨设备的模压机构4的结构示意图二。
37.图23为本发明一种预浸料缠绕制作螺旋桨设备的模压机构4的结构示意图三。
38.图24为本发明一种预浸料缠绕制作螺旋桨设备的模压机构4的结构示意图四。
39.图中:传送机构1;从动轴1
‑
1;旋转套1
‑
2;钢丝连接板1
‑
3;钢丝a1
‑
4;限位板a1
‑
5;推力弹簧1
‑
6;限位板b1
‑
7;推动板1
‑
8;钢丝b1
‑
9;连接板a1
‑
10;连接板b1
‑
11;连接板c1
‑
12;连接板d1
‑
13;连接块a1
‑
14;设备安装箱1
‑
15;限位布进料口1
‑
16;螺旋桨桨芯1
‑
17;动力通轴1
‑
18;动力轴1
‑
19;轴承板1
‑
20;限位丝缠绕机构2;旋转圈2
‑
1;旋转圈连接柱2
‑
2;旋转板2
‑
3;扭力弹簧2
‑
4;轴承连接板2
‑
5;纤维丝2
‑
6;连接板一2
‑
7;连接轴二2
‑
8;移动摩擦轮2
‑
9;连接轴一2
‑
10;动力滑动块2
‑
11;动力滑槽2
‑
12;限位布缠绕机构3;旋转方圈3
‑
1;固定承压柱3
‑
2;压迫弹簧3
‑
3;滑动压迫板3
‑
4;滑动压迫柱3
‑
5;联动摩擦轮a3
‑
6;连接轴三3
‑
7;安装板a3
‑
8;联动摩擦b3
‑
9;连接轴套3
‑
10;连接轴四3
‑
11;安装板b3
‑
12;钢丝3
‑
13;弹簧a3
‑
14;承力架3
‑
15;安装板c3
‑
16;切割刀a3
‑
17;球轴连接板3
‑
18;球轴3
‑
19;滑动方条3
‑
20;摩擦轴一3
‑
21;摩擦轴二3
‑
22;切割刀b3
‑
23;安装板d3
‑
24;加速摩擦板3
‑
25;加速摩擦轮3
‑
26;加速轴3
‑
27;加速皮带3
‑
28;延长轴3
‑
29;安装板e3
‑
30;安装板f3
‑
31;安装板3
‑
32;模压机构4;皮带一4
‑
1;传动轴a4
‑
2;压迫摩擦柱4
‑
3;安装板一4
‑
4;磨具推拉柱4
‑
5;摩擦上片4
‑
6;磨具下片4
‑
7;安装板二4
‑
8;推动轴4
‑
9;推动弹簧4
‑
10;安装板三4
‑
11。
具体实施方式
40.具体实施方式一:
41.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23、图24说明本实施方式,本发明涉及一种制作螺旋桨设备,更具体的说是一种预浸料缠绕制作螺旋桨设备,包括传送机构1、限位丝缠绕机构2、限位布缠绕机构3、模压机构4,设备能够将旋翼桨芯设备的一端传送,设备能够在传送旋翼桨芯时将丝状预侵料缠绕在桨芯上,设备能够在传送旋翼桨芯时将条状预侵料包裹在桨芯上,设备能够在传送旋翼桨芯时将桨芯两侧的条状预侵料切割下来,设备能够在在传送旋翼桨芯时用磨具将旋翼模压成型。
42.传送机构1与限位丝缠绕机构2连接,传送机构1与限位布缠绕机构3连接,传送机构1与模压机构4连接,限位丝缠绕机构2与限位布缠绕机构3连接,限位布缠绕机构3与模压机构4连接,限位丝缠绕机构2与模压机构4连接。
43.具体实施方式二:
44.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23、图24说明本实施方式,本实施方式对实施方式一作进一步说明,所述的1包括从动轴1
‑
1、旋转套1
‑
2、钢丝连接板1
‑
3、钢丝a1
‑
4、限位板a1
‑
5、推力弹簧1
‑
6、限位板b1
‑
7、推动板1
‑
8、钢丝b1
‑
9、连接板a1
‑
10、连接板b1
‑
11、连接板c1
‑
12、连接板d1
‑
13、连接块a1
‑
14、设备安装箱1
‑
15、限位布进料口1
‑
16、螺旋桨桨芯1
‑
17、动力通轴1
‑
18、动力轴1
‑
19、轴承板1
‑
20,从动轴1
‑
1与旋转套1
‑
2轴承连接,旋转套1
‑
2与钢丝连接板1
‑
3连接,旋转套1
‑
2与限位板a1
‑
5连接,钢丝连接板1
‑
3缠绕在旋转套1
‑
2上,推力弹簧1
‑
6一端与一个钢丝连接板1
‑
3连接另一端与限位板b1
‑
7连接,限位板b1
‑
7与从动轴1
‑
1连接,钢丝b1
‑
9穿过螺旋桨桨芯1
‑
17与推动板1
‑
8并与钢丝连接板1
‑
3连接,钢丝b1
‑
9缠绕在旋转套1
‑
2上,连接板a1
‑
10与连接板b1
‑
11连接,连接板a1
‑
10与连接板c1
‑
12连
接,连接板a1
‑
10与设备安装箱1
‑
15连接,连接板b1
‑
11与连接板d1
‑
13连接,连接板b1
‑
11与动力通轴1
‑
18轴承连接,连接板c1
‑
12与连接板d1
‑
13连接,连接板d1
‑
13与设备安装箱1
‑
15连接,连接块a1
‑
14与旋转套1
‑
2轴承连接,设备安装箱1
‑
15与动力通轴1
‑
18轴承连接,限位布进料口1
‑
16开在设备安装箱1
‑
15上,动力轴1
‑
19与旋转套1
‑
2轴承连接,动力轴1
‑
19与限位板b1
‑
7连接,一个轴承板1
‑
20与从动轴1
‑
1轴承连接,另一个轴承板1
‑
20与动力轴1
‑
19轴承连接,轴承板1
‑
20与设备安装箱1
‑
15连接。
45.具体实施方式三:
46.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23、图24说明本实施方式,本实施方式对实施方式一作进一步说明,所述的2包括旋转圈2
‑
1、旋转圈连接柱2
‑
2、旋转板2
‑
3、扭力弹簧2
‑
4、轴承连接板2
‑
5、纤维丝2
‑
6、连接板一2
‑
7、连接轴二2
‑
8、移动摩擦轮2
‑
9、连接轴一2
‑
10、动力滑动块2
‑
11、动力滑槽2
‑
12,旋转圈2
‑
1与从动轴1
‑
1连接,旋转圈2
‑
1与连接板a1
‑
10滑动连接,旋转圈连接柱2
‑
2与旋转板2
‑
3连接,旋转板2
‑
3与连接轴二2
‑
8连接,扭力弹簧2
‑
4套在连接轴二2
‑
8上且限位于旋转板2
‑
3与轴承连接板2
‑
5,轴承连接板2
‑
5与连接轴二2
‑
8轴承连接,纤维丝2
‑
6的两个端与两个轴承连接板2
‑
5连接,纤维丝2
‑
6与两个连接板一2
‑
7上的孔滑动连接,连接板一2
‑
7与连接轴二2
‑
8连接,移动摩擦轮2
‑
9与连接轴一2
‑
10轴承连接,连接轴一2
‑
10与动力滑动块2
‑
11连接,动力滑动块2
‑
11与动力滑槽2
‑
12滑动连接,动力滑槽2
‑
12与设备安装箱1
‑
15连接。
47.具体实施方式四:
48.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23、图24说明本实施方式,本实施方式对实施方式一作进一步说明,所述的3包括旋转方圈3
‑
1、固定承压柱3
‑
2、压迫弹簧3
‑
3、滑动压迫板3
‑
4、滑动压迫柱3
‑
5、联动摩擦轮a3
‑
6、连接轴三3
‑
7、安装板a3
‑
8、联动摩擦b3
‑
9、连接轴套3
‑
10、连接轴四3
‑
11、安装板b3
‑
12、钢丝3
‑
13、弹簧a3
‑
14、承力架3
‑
15、安装板c3
‑
16、切割刀a3
‑
17、球轴连接板3
‑
18、球轴3
‑
19、滑动方条3
‑
20、摩擦轴一3
‑
21、摩擦轴二3
‑
22、切割刀b3
‑
23、安装板d3
‑
24、加速摩擦板3
‑
25、加速摩擦轮3
‑
26、加速轴3
‑
27、加速皮带3
‑
28、延长轴3
‑
29、安装板e3
‑
30、安装板f3
‑
31、安装板3
‑
32,旋转方圈3
‑
1与固定承压柱3
‑
2连接,连接板b1
‑
11上布置有方槽与旋转方圈3
‑
1滑动连接,连接板c1
‑
12上布置有方槽与旋转方圈3
‑
1滑动连接,压迫弹簧3
‑
3布置在旋转方圈3
‑
1的方槽内且一端与旋转方圈3
‑
1连接另一端与压迫板3
‑
4,滑动压迫板3
‑
4抵在滑动压迫柱3
‑
5上且与旋转方圈3
‑
1滑动连接,滑动压迫柱3
‑
5与旋转方圈3
‑
1滑动连接,联动摩擦轮a3
‑
6与连接轴三3
‑
7轴承连接,联动摩擦轮a3
‑
6与联动摩擦b3
‑
9摩擦连接,连接轴三3
‑
7与安装板a3
‑
8轴承连接,连接轴三3
‑
7与加速皮带3
‑
28摩擦连接,安装板a3
‑
8与设备安装箱1
‑
15连接,联动摩擦b3
‑
9与连接轴四3
‑
11连接,联动摩擦b3
‑
9与钢丝3
‑
13的一端连接,连接轴套3
‑
10与安装板b3
‑
12连接,连接轴套3
‑
10与同侧的联动摩擦轮a3
‑
6轴承连接,钢丝3
‑
13套在连接轴四3
‑
11上且另一端穿过承力架3
‑
15上端的孔与安装板c3
‑
16连接,弹簧a3
‑
14套在连接轴套3
‑
10上且限位于一侧的安装板a3
‑
8与安装板b3
‑
12,承力架3
‑
15与设备安装箱1
‑
15连接,安装板c3
‑
16与切割刀a3
‑
17连接,安装板c3
‑
16与球轴连接板3
‑
18连接,安装板c3
‑
16与加速摩擦板3
‑
25连接,切割刀a3
‑
17与安装板3
‑
32滑动连接,切割刀a3
‑
17与设备安装箱1
‑
15滑动连接,球轴连接板3
‑
18与切
割刀b3
‑
24连接,球轴连接板3
‑
18与球轴3
‑
19轴承连接,球轴3
‑
19与滑动方条3
‑
20滑动连接,一个滑动方条3
‑
20与摩擦轴一3
‑
21连接另一个与摩擦轴二3
‑
22连接,摩擦轴一3
‑
21与摩擦轴二3
‑
22摩擦连接,摩擦轴一3
‑
21与安装板f3
‑
31轴承连接,摩擦轴二3
‑
22与安装板f3
‑
31轴承连接,切割刀b3
‑
23与安装板d3
‑
24连接,切割刀b3
‑
23与设备安装箱1
‑
15滑动连接,切割刀b3
‑
23与安装板3
‑
32滑动连接,加速摩擦轮3
‑
26与加速轴3
‑
27连接,加速轴3
‑
27与安装板e3
‑
30轴承连接,加速轴3
‑
27与加速皮带3
‑
28摩擦连接,安装板e3
‑
30与设备安装箱1
‑
15连接,安装板f3
‑
31与设备安装箱1
‑
15连接,安装板3
‑
32与设备安装箱1
‑
15连接。
49.具体实施方式五:
50.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23、图24说明本实施方式,本实施方式对实施方式一作进一步说明,所述的4包括皮带一4
‑
1、传动轴a4
‑
2、压迫摩擦柱4
‑
3、安装板一4
‑
4、磨具推拉柱4
‑
5、摩擦上片4
‑
6、磨具下片4
‑
7、安装板二4
‑
8、推动轴4
‑
9、推动弹簧4
‑
10、安装板三4
‑
11,皮带一4
‑
1与传动轴a4
‑
2摩擦连接,皮带一4
‑
1与延长轴3
‑
29摩擦连接,传动轴a4
‑
2与压迫摩擦柱4
‑
3连接,传动轴a4
‑
2与安装板一4
‑
4滑动连接,压迫摩擦柱4
‑
3与磨具推拉柱4
‑
5摩擦连接,安装板一4
‑
4与设备安装箱1
‑
15连接,磨具推拉柱4
‑
5与摩擦上片4
‑
6连接,磨具推拉柱4
‑
5与设备安装箱1
‑
15滑动连接,磨具下片4
‑
7与设备安装箱1
‑
15连接,安装板二4
‑
8与推动轴4
‑
9连接,推动轴4
‑
9与安装板三4
‑
11滑动连接,推动弹簧4
‑
10套在推动轴4
‑
9上且限位于安装板二4
‑
8与安装板三4
‑
11,安装板三4
‑
11与设备安装箱1
‑
15连接,设备能够将旋翼桨芯设备的一端传送,动力轴1
‑
19旋转,动力轴1
‑
19旋转带动钢丝连接板1
‑
3与限位板a1
‑
5旋转,钢丝连接板1
‑
3与限位板a1
‑
5旋转时通过推动板1
‑
8、钢丝b1
‑
9拉动螺旋桨桨芯1
‑
17移动,在推力弹簧1
‑
6的作用下,动力轴1
‑
19停止旋转时螺旋桨桨芯1
‑
17瞬间停止有效的避免了惯性力,设备能够在传送旋翼桨芯时将丝状预侵料缠绕在桨芯上,动力通轴1
‑
18旋转,动力通轴1
‑
18旋转时带动移动摩擦轮2
‑
9移动,移动摩擦轮2
‑
9在连接轴一2
‑
10、动力滑动块2
‑
11、动力滑槽2
‑
12的限制下被传送,移动摩擦轮2
‑
9移动至与旋转圈2
‑
1接触时,带动旋转圈2
‑
1被带动旋转,旋转圈2
‑
1旋转带动旋转圈连接柱2
‑
2旋转,旋转圈连接柱2
‑
2旋转通过旋转板2
‑
3带动连接轴二2
‑
8旋转,当螺旋桨桨芯1
‑
17被传送至旋转圈2
‑
1内时,连接轴二2
‑
8旋转纤维丝2
‑
6可缠绕在螺旋桨桨芯1
‑
17上,纤维丝2
‑
6需先在螺旋桨桨芯1
‑
17缠绕一圈,在扭力弹簧2
‑
4与轴承连接板2
‑
5的作用下纤维丝2
‑
6停止缠绕时,纤维丝2
‑
6可不受惯性力的作用,设备能够在传送旋翼桨芯时将条状预侵料包裹在桨芯上,螺旋桨桨芯1
‑
17被传送至旋转方圈3
‑
1内时,移动摩擦轮2
‑
9运动至与旋转方圈3
‑
1接触式,旋转方圈3
‑
1被带动旋转,拉动两个滑动压迫柱3
‑
5将条状纤维丝分别放置在两个固定承压柱3
‑
2与滑动压迫柱3
‑
5之间,在压迫弹簧3
‑
3的作用下,条状纤维预侵料可被夹紧,此时旋转方圈3
‑
1旋转通过承压柱3
‑
2与滑动压迫柱3
‑
5将条状预侵料包裹在螺旋桨桨芯1
‑
17上,设备能够在传送旋翼桨芯时将桨芯两侧的条状预侵料切割下来,移动摩擦轮2
‑
9移动至与联动摩擦轮a3
‑
6接触时,带动联动摩擦轮a3
‑
6旋转,联动摩擦轮a3
‑
6旋转带动带动联动摩擦b3
‑
9旋转,联动摩擦b3
‑
9旋转使钢丝3
‑
13在连接轴四3
‑
11上解除缠绕,钢丝3
‑
13解除缠绕时安装板c3
‑
16下降,安装板c3
‑
16向下运动时带动切割刀a3
‑
17向下运动,由于连接轴四3
‑
11与安装板b3
‑
12固定连接,所以在弹簧a3
‑
14的作用下切割刀a3
‑
17可缓慢下落,切割刀a3
‑
17运动带动球轴连接板3
‑
18运动,球轴连接板3
‑
18运动带动球轴3
‑
19运动,球轴3
‑
19运动时
滑动方条3
‑
20在球轴3
‑
19上的方槽内滑动,在摩擦轴一3
‑
21摩擦轴二3
‑
22的作用下另一侧的切割刀b3
‑
23;安装板d3
‑
24与安装板c3
‑
16、切割刀a3
‑
17同时同向运动,安装板c3
‑
16运动时还带动加速摩擦板3
‑
25运动,加速摩擦板3
‑
25运动至与加速摩擦轮3
‑
26接触时,联动摩擦轮a3
‑
6旋转带动连接轴三3
‑
7旋转,连接轴三3
‑
7旋转通过加速皮带3
‑
28带动加速轴3
‑
27旋转,加速轴3
‑
27旋转带动加速摩擦轮3
‑
26旋转,加速摩擦轮3
‑
26旋转时通过加速摩擦板3
‑
25带动安装板c3
‑
16加速向下运动,安装板c3
‑
16运动带动切割刀a3
‑
17加速向下运动,另一侧的切割刀b3
‑
23同步加速向下运动,此时桨芯两侧的条状预侵料切割下来,设备能够在在传送旋翼桨芯时用磨具将旋翼模压成型,当螺旋桨桨芯1
‑
17运动至磨具下片4
‑
7之上时,在摩擦轴二3
‑
22旋转带动延长轴3
‑
29旋转,延长轴3
‑
29旋转通过皮带一4
‑
1带动传动轴a4
‑
2旋转,传动轴a4
‑
2旋转带动压迫摩擦柱4
‑
3旋转,压迫摩擦柱4
‑
3旋转带动磨具推拉柱4
‑
5向下运动,在推动弹簧4
‑
10的作用下,安装板二4
‑
8始终压迫压迫摩擦柱4
‑
3使压迫摩擦柱4
‑
3始终与磨具推拉柱4
‑
5保持摩擦连接关系,磨具推拉柱4
‑
5向下运动时带动摩擦上片4
‑
6运动,摩擦上片4
‑
6运动时向下压迫螺旋桨桨芯1
‑
17与磨具下片4
‑
7,此时螺旋桨桨芯1
‑
17与螺旋桨桨芯1
‑
17上的预侵料被模压成型。
51.具体实施方式六:
52.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23、图24说明本实施方式,本实施方式对实施方式一作进一步说明,所述的连接板a1
‑
10上的倾斜方槽上布置有3/4圆弧能够与旋转圈2
‑
1滑动连接。
53.具体实施方式七:
54.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21、图22、图23、图24说明本实施方式,本实施方式对实施方式一作进一步说明,所述的动力通轴1
‑
18、动力轴1
‑
19上布置有动力源能够旋转。
55.本设备的工作原理是:设备能够将旋翼桨芯设备的一端传送,动力轴1
‑
19旋转,动力轴1
‑
19旋转带动钢丝连接板1
‑
3与限位板a1
‑
5旋转,钢丝连接板1
‑
3与限位板a1
‑
5旋转时通过推动板1
‑
8、钢丝b1
‑
9拉动螺旋桨桨芯1
‑
17移动,在推力弹簧1
‑
6的作用下,动力轴1
‑
19停止旋转时螺旋桨桨芯1
‑
17瞬间停止有效的避免了惯性力,设备能够在传送旋翼桨芯时将丝状预侵料缠绕在桨芯上,动力通轴1
‑
18旋转,动力通轴1
‑
18旋转时带动移动摩擦轮2
‑
9移动,移动摩擦轮2
‑
9在连接轴一2
‑
10、动力滑动块2
‑
11、动力滑槽2
‑
12的限制下被传送,移动摩擦轮2
‑
9移动至与旋转圈2
‑
1接触时,带动旋转圈2
‑
1被带动旋转,旋转圈2
‑
1旋转带动旋转圈连接柱2
‑
2旋转,旋转圈连接柱2
‑
2旋转通过旋转板2
‑
3带动连接轴二2
‑
8旋转,当螺旋桨桨芯1
‑
17被传送至旋转圈2
‑
1内时,连接轴二2
‑
8旋转纤维丝2
‑
6可缠绕在螺旋桨桨芯1
‑
17上,纤维丝2
‑
6需先在螺旋桨桨芯1
‑
17缠绕一圈,在扭力弹簧2
‑
4与轴承连接板2
‑
5的作用下纤维丝2
‑
6停止缠绕时,纤维丝2
‑
6可不受惯性力的作用,设备能够在传送旋翼桨芯时将条状预侵料包裹在桨芯上,螺旋桨桨芯1
‑
17被传送至旋转方圈3
‑
1内时,移动摩擦轮2
‑
9运动至与旋转方圈3
‑
1接触式,旋转方圈3
‑
1被带动旋转,拉动两个滑动压迫柱3
‑
5将条状纤维丝分别放置在两个固定承压柱3
‑
2与滑动压迫柱3
‑
5之间,在压迫弹簧3
‑
3的作用下,条状纤维预侵料可被夹紧,此时旋转方圈3
‑
1旋转通过承压柱3
‑
2与滑动压迫柱3
‑
5将条状预侵料包裹在螺旋桨桨芯1
‑
17上,设备能够在传送旋翼桨芯时将桨芯两侧的条状预侵料切割下
来,移动摩擦轮2
‑
9移动至与联动摩擦轮a3
‑
6接触时,带动联动摩擦轮a3
‑
6旋转,联动摩擦轮a3
‑
6旋转带动带动联动摩擦b3
‑
9旋转,联动摩擦b3
‑
9旋转使钢丝3
‑
13在连接轴四3
‑
11上解除缠绕,钢丝3
‑
13解除缠绕时安装板c3
‑
16下降,安装板c3
‑
16向下运动时带动切割刀a3
‑
17向下运动,由于连接轴四3
‑
11与安装板b3
‑
12固定连接,所以在弹簧a3
‑
14的作用下切割刀a3
‑
17可缓慢下落,切割刀a3
‑
17运动带动球轴连接板3
‑
18运动,球轴连接板3
‑
18运动带动球轴3
‑
19运动,球轴3
‑
19运动时滑动方条3
‑
20在球轴3
‑
19上的方槽内滑动,在摩擦轴一3
‑
21摩擦轴二3
‑
22的作用下另一侧的切割刀b3
‑
23;安装板d3
‑
24与安装板c3
‑
16、切割刀a3
‑
17同时同向运动,安装板c3
‑
16运动时还带动加速摩擦板3
‑
25运动,加速摩擦板3
‑
25运动至与加速摩擦轮3
‑
26接触时,联动摩擦轮a3
‑
6旋转带动连接轴三3
‑
7旋转,连接轴三3
‑
7旋转通过加速皮带3
‑
28带动加速轴3
‑
27旋转,加速轴3
‑
27旋转带动加速摩擦轮3
‑
26旋转,加速摩擦轮3
‑
26旋转时通过加速摩擦板3
‑
25带动安装板c3
‑
16加速向下运动,安装板c3
‑
16运动带动切割刀a3
‑
17加速向下运动,另一侧的切割刀b3
‑
23同步加速向下运动,此时桨芯两侧的条状预侵料切割下来,设备能够在在传送旋翼桨芯时用磨具将旋翼模压成型,当螺旋桨桨芯1
‑
17运动至磨具下片4
‑
7之上时,在摩擦轴二3
‑
22旋转带动延长轴3
‑
29旋转,延长轴3
‑
29旋转通过皮带一4
‑
1带动传动轴a4
‑
2旋转,传动轴a4
‑
2旋转带动压迫摩擦柱4
‑
3旋转,压迫摩擦柱4
‑
3旋转带动磨具推拉柱4
‑
5向下运动,在推动弹簧4
‑
10的作用下,安装板二4
‑
8始终压迫压迫摩擦柱4
‑
3使压迫摩擦柱4
‑
3始终与磨具推拉柱4
‑
5保持摩擦连接关系,磨具推拉柱4
‑
5向下运动时带动摩擦上片4
‑
6运动,摩擦上片4
‑
6运动时向下压迫螺旋桨桨芯1
‑
17与磨具下片4
‑
7,此时螺旋桨桨芯1
‑
17与螺旋桨桨芯1
‑
17上的预侵料被模压成型,
56.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

