1.本实用新型涉及一种微孔发泡技术成型塑件的模具形式,具体是一种微孔发泡成型汽车仪表板骨架件的模具结构。
背景技术:
2.微孔发泡成型技术是一种应用在塑件加工减轻制品重量的先进工艺,目前出于节能减排的目的,塑件轻量化已被注重应用在汽车生产领域,汽车组件中有大量的塑件制品,而塑件轻量化能大幅降低制品的重量,减轻车体总质量,有明显的节能环保的作用,并且对汽车行业应对新能源发展提供了有利的研究方向。微孔发泡是将气体与塑件的流体进行混合并注射成型,采用的气体通常有n2、co2等,但是常态下,n2、co2在高分子材料中的溶解量非常少,不足以用于发泡,所以采用超临界方式将气体与塑件流体充分混合,气体在超临界状态下溶解度和扩散速度大幅上升,从而在形态上实现了微孔发泡的效果,超临界微孔发泡注射成型在节省制造成本、减轻重量,降低料温和模温,减少成型周期;改善塑件质量,设计灵活等优点。
3.由于微孔发泡材料注塑时实际的充料的质量不同,并且由于其本身带有气体压力,填充的速率不同,相对于不同的注塑方式,需要有更好的流道浇注结构的优化,并且需要配合微孔材料的气体排出,提高成型的效率。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种微孔发泡成型汽车仪表板骨架件的模具结构。
5.本实用新型解决上述问题所采用的技术方案是:包括热流道系统、型腔结构和开模结构,所述型腔结构依分型面分成上模和下模两部分,上模和下模之间形成模腔,在上模的结构上设置有热流道系统,所述热流道系统包括有热流道板、电路装置、注射口、热流道体、注塑管和加热管,所述热流道体的中部连接注射口,热流道体扩散延伸分布,在热流道体的流动方向的末端连接有注塑管,注塑管穿透上模结构并延伸进入到模腔内,所述注射口、热流道体和注塑管内接通设置热流道,塑件流体通过热流道进入到模腔中,所述电路装置包括有控制电路和加热电路,在热流道体上嵌入设置加热管,加热管与加热电路连接,所述注塑管的进料端设置有顺序阀,顺序阀与控制电路连接,在热流道板设置有导线槽,导线槽上设置有罩壳,罩壳和导线槽形成隔离导线的通道结构。
6.本结构是一种应用在微孔发泡成型中使用的模具结构,主要解决的是微孔发泡成型过程中的保持压力和温度的问题,并提高成型的效率,主要采用了热流道的模具成型结构,热流道保证进入模具的塑件流体的温度不会断崖式下跌,并保持原有的压力,提高了微孔发泡的成型质量,并且热流道是分流设置,并通过顺序阀进行分别顺序进料,有助于提高成型的效率,保证微孔发泡产品的质量稳定,并有助于气泡均匀散布,提高产品重量的平衡性,同时在模具的腔体的合模线上成型有多个排气间隙,起到快速导向气体流动和散发的
作用,有助于提高材料的流动性,提高填充的质量,避免填充缺陷。
7.本结构中,热流道系统主要设置在上模结构,热流道板是热流道系统的基础结构,作为底板固定其它结构,注射口是用于对接超临界状态塑件熔融流体的设备,用来将原料导入到模内的装置,热流道体带有加热装置,持续保持温度和压力,并将流道分散设置,形成多处进入模腔的结构,分散进料,缩减进料的时间,减少气体散失的时间,提高成型的效果,注塑管是最终接入到型腔的部分,注塑管连接顺序阀,在受控下按设计顺序进料,保证成型的位置的流速均匀一致,减少熔接痕迹,控制和加热所用的电路导向在模具上设置专门的槽,并设置罩壳,形成通道结构,保证了电路的安全性,在成型腔的合模边缘可以设置排气间隙,间隙的距离可以通过气体但是比填充料的表面张力大,有助于定向的排气,提高填充的效率,并有助于减少成型缺陷,提高产品质量。
8.进一步的,所述注塑管连接有倾斜转接件,所述倾斜转接件成型有转角通道,转角通道的内角角度为90
°
~180
°
之间,在倾斜转接件的出口处固定设置有二段注塑管,所述二段注塑管的末端连接到模腔中,并对向模腔中的倾斜面。倾斜转接件的作用是将原本竖直设置并垂直浇注的注塑管进行弯转,用于适应模腔内的倾斜成型面,弯转的角度与模腔内倾斜的角度对应,使得注塑时具有垂直的注射角度,提高成型的效率。
9.进一步的,所述倾斜转接件上嵌入设置有加热管,所述热流道板侧边的罩壳上向下连接有延伸段,所述延伸段内接引加热电路并延伸到倾斜转接件的加热管上,所述延伸段内还设置有控制电路,控制电路与二段注塑管端部的出料阀可控连接。加热管的作用是保持倾斜转接件的温度,保证塑件流体成型的质量。
10.进一步的,所述热流道板的侧边设置有数据插口,所述数据插口包括有多个,并且规则排列,数据插口均固定在底板上,底板连接在罩壳的侧边,罩壳内的控制电路沿着底板并与数据插口连接。数据插口的作用是与外部的控制器进行连接,通过控制器导通控制电路,并控制热流道的注塑加工,同时与罩壳进行固定连接,将电路保护在坚固的结构中,提高电路的安全性。
11.进一步的,所述下模成型有斜顶结构,斜顶结构包括有顶出块、斜顶杆、滑块和斜槽块,斜顶杆倾斜设置,其顶部固定顶出块,顶出块为模腔内的成型面的一部分,斜顶杆的下端连接滑块,滑块滑动设置在斜槽块内,斜槽块内的两个极限位分别是顶出的最高位置和收回的最低位置。由于成型的模腔结构内的表面起伏程度较大,在起伏较为明显的位置脱模难度大,所以在脱模位置将一部分的结构改成单独的可分离的顶出结构,提高顶出结构的面积,不损伤塑件的结构。
12.本实用新型与现有技术相比,具有以下优点和效果:本结构是一种应用在微孔发泡成型中使用的模具结构,主要解决的是微孔发泡成型过程中的保持压力和温度的问题,并提高成型的效率,主要采用了热流道的模具成型结构,热流道保证进入模具的塑件流体的温度不会断崖式下跌,并保持原有的压力,提高了微孔发泡的成型质量,并且热流道是分流设置,并通过顺序阀进行分别顺序进料,有助于提高成型的效率,保证微孔发泡产品的质量稳定,并有助于气泡均匀散布,提高产品重量的平衡性,同时在模具的腔体的合模线上成型有多个排气间隙,起到快速导向气体流动和散发的作用,有助于提高材料的流动性,提高填充的质量,避免填充缺陷。
附图说明
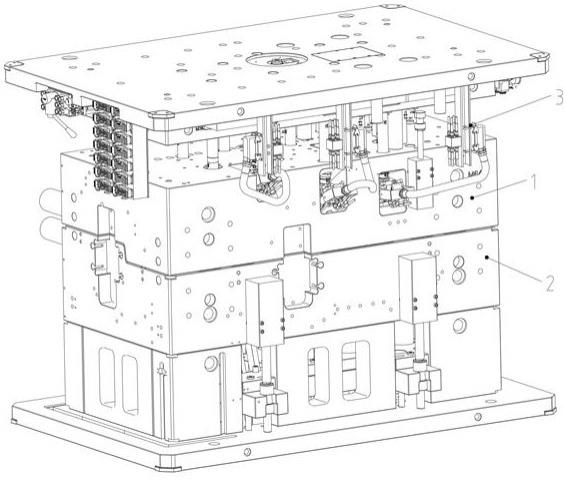
13.图1是本实用新型的结构示意图。
14.图2是热流道系统的结构示意图。
15.图3是斜顶结构的结构示意图。
16.图中:1、上模,2、下模,3、热流道系统,4、热流道板,5、注射口,6、热流道体,7、注塑管,8、加热管,9、导线槽,10、罩壳,11、倾斜转接件,12、数据插口,13、顶出块,14、斜顶杆,15、滑块,16、斜槽块。
具体实施方式
17.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
18.一种微孔发泡成型汽车仪表板骨架件的模具结构,包括热流道系统3、型腔结构和开模结构,所述型腔结构依分型面分成上模1和下模2两部分,上模1和下模2之间形成模腔,在上模1的结构上设置有热流道系统3,所述热流道系统3包括有热流道板4、电路装置、注射口5、热流道体6、注塑管7和加热管8,所述热流道体6的中部连接注射口5,热流道体6扩散延伸分布,在热流道体6的流动方向的末端连接有注塑管7,注塑管7穿透上模1结构并延伸进入到模腔内,所述注射口5、热流道体6和注塑管7内接通设置热流道,塑件流体通过热流道进入到模腔中,所述电路装置包括有控制电路和加热电路,在热流道体6上嵌入设置加热管8,加热管8与加热电路连接,所述注塑管7的进料端设置有顺序阀,顺序阀与控制电路连接,在热流道板4设置有导线槽9,导线槽9上设置有罩壳10,罩壳10和导线槽9形成隔离导线的通道结构。
19.所述注塑管7连接有倾斜转接件11,所述倾斜转接件11成型有转角通道,转角通道的内角角度为90
°
~180
°
之间,在倾斜转接件11的出口处固定设置有二段注塑管,所述二段注塑管的末端连接到模腔中,并对向模腔中的倾斜面。
20.所述倾斜转接件11上嵌入设置有加热管8,所述热流道板4侧边的罩壳10上向下连接有延伸段,所述延伸段内接引加热电路并延伸到倾斜转接件11的加热管8上,所述延伸段内还设置有控制电路,控制电路与二段注塑管端部的出料阀可控连接。
21.所述热流道板4的侧边设置有数据插口12,所述数据插口12包括有多个,并且规则排列,数据插口12均固定在底板上,底板连接在罩壳10的侧边,罩壳10内的控制电路沿着底板并与数据插口12连接。
22.所述下模2成型有斜顶结构,斜顶结构包括有顶出块13、斜顶杆14、滑块15和斜槽块16,斜顶杆14倾斜设置,其顶部固定顶出块13,顶出块13为模腔内的成型面的一部分,斜顶杆14的下端连接滑块15,滑块15滑动设置在斜槽块16内,斜槽块16内的两个极限位分别是顶出的最高位置和收回的最低位置。
23.对于本领域的技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此无论从哪一点看,均应将实施例看做示范性的,而非限制性的,本实用新型的范围由权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利
要求。
24.此外,应当理解,虽然本说明书按照实施方式加以叙述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

