1.本发明涉及粉料包装技术领域,具体为一种真镀涂料自动包装设备。
背景技术:
2.真空镀膜涂料是真空镀膜技术不可或缺的重要材料之一。它既可以做底漆,又可以做面漆。作为底漆,它可以提高光亮度和镜面反射效果,起到提高铝膜和底材的附着力以及封闭 底材等作用。作为面漆,它可以提高镀膜层的耐磨性、耐腐蚀性和耐候性等,还可以使镀膜层着色,使镀件反射出五光十色的金属光泽。可以说,没有真空镀膜涂料,真空镀膜技术就不可能得到发展。而真空镀膜涂料的生产及无尘包装关系到计量标准化,同时也对环境保护起到重要的作用。
3.专利号为cn201720390197.3的专利文献公开了的一种具有除尘功能的粉料包装机,包括机架,及设于机架上的下料装置、包装装置和除尘装置,所述下料装置包括下料管,所述除尘装置包括除尘支管、真空发生器和除尘桶,所述真空发生器和除尘桶设于机架上,所述除尘支管的一端设于下料管的侧壁上,并与下料管连通,其另一端通过一软管与真空发生器的吸料口连接,所述真空发生器的出料口通过另一软管与除尘桶的进料口连接。
4.虽然,上述专利通过在下料管的侧壁上设置真空发生器,将粉尘吸入除尘桶,但是该发明存在将生产出的粉料连同粉尘一起被吸走,影响产量的问题。
技术实现要素:
5.针对以上问题,本发明提供了一种真空镀膜涂料自动包装设备,其通过利用承载件带动的存料件接收和转移粉料,转移路径上设置抽风罩吸走粉尘,到包装工位利用套袋装置自动对承载件套袋,然后存料件将粉料送入料袋的同时,负压泵对扬出的粉尘吸收,解决了上述背景技术中将生产出的粉料连同粉尘一起被吸走,影响产量的问题。
6.为实现上述目的,本发明提供如下技术方案:一种真空镀膜涂料自动包装设备,包括上料装置、设置于上料装置输出端的填料斗以及设置于填料斗下方的转移传送带,其特征在于,还包括:除尘填料装置,所述除尘填料装置设置于所述填料斗和转移传送带之间,所述除尘填料装置包括回转传送带、负压抽风单元、承载件、存料件以及夹持单元,所述回转传送带包围所述负压抽风单元设置,所述负压抽风单元通过管路连接负压,所述负压抽风单元的内腔设置有第一导轨和第二导轨,所述第一导轨贴合所述回转传送带设置,所述承载件在所述回转传送带的外侧等距阵列多个,且其穿透该回转传送带伸入所述负压抽风单元设置,所述承载件的底部约束于所述第一导轨上,所述存料件约束于所述承载件的内腔且仅能沿所述承载件的开口方向滑动,所述存料件的底部约束于所述第二导轨上,所述夹持单元设置于所述承载件的外侧壁;所述承载件的侧壁中空设置,其在底端开设通口a,所述承载件的承载腔内壁开设有与通口a贯通的通口b,装袋时,所述存料件内的扬尘通过所述通口a和所述通口b被所述
负压抽风单元吸收。
7.作为改进,所述第一导轨中间设置有上下贯穿的开口槽。
8.作为改进,所述开口槽处设置柔性密封件,所述柔性密封件将所述承载件与所述第一导轨之间的空隙密封,且该柔性密封件跟随所述承载件运动。
9.作为改进,所述第二导轨设置有顶出部,该顶出部位于所述负压抽风单元朝下的一侧。
10.作为改进,所述存料件的腔体底面开设有若干的过粉孔,所述存料件的侧壁与所述通口b贴合设置,所述存料件位于所述顶出部时,所述通口b相对所述存料件的侧壁错位打开。
11.作为改进,所述夹持单元包括:夹持杆,所述夹持杆铰接于所述承载件的外侧壁上,所述承载件的四周均设置一个夹持杆;以及限位圈,所述限位圈约束于所述承载件的外侧壁且仅能沿承载件的高度方向滑动,所述限位圈驱动所述夹持杆运动。
12.作为改进,所述负压抽风单元的外侧设置有第二限位,所述第二限位与所述顶出部对应设置,所述第二限位驱动所述夹持单元松开。
13.作为改进,所述回转传送带的上方设置有抽风罩,所述抽风罩介于所述填料斗和装袋工位之间。
14.作为改进,还包括设置于转移传送带传输路径上的封袋装置,所述封袋装置依次将所述转移传送带上传输过来的料袋进行封口处理。
15.本发明系统的有益效果在于:(1)本发明通过利用承载件带动的存料件接收和转移粉料,转移路径上设置抽风罩吸走粉尘,到包装工位利用套袋装置自动对承载件套袋,然后存料件将粉料送入料袋的同时,负压泵对扬出的粉尘吸收,有效地吸收粉尘;(2)本发明通过利用限位组对夹持单元的限位圈使得料袋成功转移套设到承载件,并且被牢固夹持住;(3)本发明通过存料件被顶出,通口b相对存料件的侧壁错位打开,即粉尘通过过粉孔进入到承载件的承载腔后,由负压抽风单元将粉尘依次经过通口b、中空的承载件侧壁、通口a运送到负压泵;(4)本发明通过顶出部用于将存料件顶出至料袋内,便于存料件内的粉料倾倒入料袋,同时存料件的四周侧壁对料袋起到支撑作用。
16.综上所述,本发明具有全程吸附扬尘、自动套袋夹持、自动打包封袋等优点,尤其适用于粉料包装技术领域。
附图说明
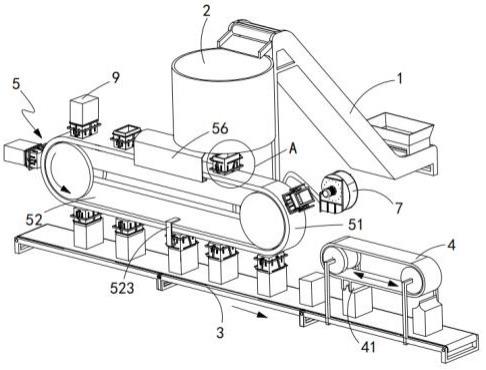
17.图1为本发明立体结构示意图;图2为本发明套袋装置与除尘填料装置配合示意图;图3为图1中a处放大示意图;图4为图2中b处放大示意图;
图5为本发明正视剖面示意图;图6为本发明除尘填料装置局部示意图;图7为本发明承载件和存料件配合示意图之一;图8为本发明承载件和存料件配合示意图之二;图9为本发明实施例2示意图;图10为本发明实施例3示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、
ꢀ“
右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、
“ꢀ
顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、
ꢀ“
第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
20.实施例1:如图1至图8所示,一种真空镀膜涂料自动包装设备,包括上料装置1、设置于上料装置1输出端的填料斗2以及设置于填料斗2下方的转移传送带3,还包括:除尘填料装置5,所述除尘填料装置5设置于所述填料斗2和转移传送带3之间,所述除尘填料装置5包括回转传送带51、负压抽风单元52、承载件53、存料件54以及夹持单元55,所述回转传送带51包围所述负压抽风单元52设置,所述负压抽风单元52通过管路连接负压,该负压的负压源由负压泵7产生,所述负压抽风单元52的内腔设置有第一导轨521和第二导轨522,所述第一导轨521贴合所述回转传送带51设置,所述承载件53在所述回转传送带51的外侧等距阵列多个,且其穿透该回转传送带51伸入所述负压抽风单元52设置,所述承载件53的底部约束于所述第一导轨521上,所述存料件54约束于所述承载件53的内腔且仅能沿所述承载件53的开口方向滑动,所述存料件54的底部约束于所述第二导轨522上,所述夹持单元55设置于所述承载件53的外侧壁;所述承载件53的侧壁中空设置,其在底端开设通口a531,所述承载件53的承载腔内壁开设有与通口a531贯通的通口b532,装袋时,所述存料件54内的扬尘通过所述通口a531和所述通口b532被所述负压抽风单元52吸收。
21.需要说明的是,填料斗2的出料方式为间断式出料,具体为当承载件53运动至填料斗2的出料口位置时,其通过电信号控制打开出料,且出料设置定量,保证每个承载件53中运送的粉料是定量的。
22.值得说明的是,回转传送带51将承载件53驱动离开填料斗2后,由人工快速将料袋
套设或使用机械设备将料袋套设于承载件53上,用于装填粉料。
23.进一步地,所述第一导轨521中间设置有上下贯穿的开口槽5211。
24.需要说明的是,开口槽5211用于让位承载件53的底部相对负压抽风单元52移动。
25.进一步地,所述开口槽5211处设置柔性密封件8,所述柔性密封件8将所述承载件53与所述第一导轨521之间的空隙密封,且该柔性密封件8跟随所述承载件53运动。
26.进一步地,所述第二导轨522设置有顶出部5221,该顶出部5221位于所述负压抽风单元52朝下的一侧。
27.进一步地,所述存料件54的腔体底面开设有若干的过粉孔541,所述存料件54的侧壁与所述通口b532贴合设置,所述存料件54位于所述顶出部5221时,所述通口b532相对所述存料件54的侧壁错位打开。
28.需要说明的是,顶出部5221用于将存料件54顶出至料袋内,便于存料件54内的粉料倾倒入料袋,同时存料件54的四周侧壁对料袋起到支撑作用。
29.更需要说明的是,存料件54被顶出后,通口b532相对存料件54的侧壁错位打开,即粉尘通过过粉孔541进入到承载件53的承载腔后,由负压抽风单元52将粉尘依次经过通口b532、中空的承载件53侧壁、通口a531运送到负压泵7。
30.进一步地,所述夹持单元55包括:夹持杆551,所述夹持杆551铰接于所述承载件53的外侧壁上,所述承载件53的四周均设置一个夹持杆551;以及限位圈552,所述限位圈552约束于所述承载件53的外侧壁且仅能沿承载件53的高度方向滑动,所述限位圈552驱动所述夹持杆551运动。
31.需要说明的是,夹持杆551的自由端部与承载件53的外形相适配,同时承载件53的外侧壁上设置高摩擦系数的材料配合夹持杆551来夹持料袋。
32.更需要说明的是,限位圈552在上下两个位置状态应设置限位,防止其自由松动导致料袋脱落。
33.进一步地,所述负压抽风单元52的外侧设置有第二限位523,所述第二限位523与所述顶出部5221对应设置,所述第二限位523驱动所述夹持单元55松开。
34.进一步地,所述回转传送带51的上方设置有抽风罩56,所述抽风罩56介于所述填料斗2和装袋工位之间。
35.进一步地,还包括设置于转移传送带3传输路径上的封袋装置4,所述封袋装置4依次将所述转移传送带3上传输过来的料袋进行封口处理。
36.需要说明的是,转移传送带3的传输速度与回转传送带51的传输速度一致,封袋装置4上的封袋板41沿转移传送带3的传输方向往复移动,封袋板41相对转移传送带3同向运动时速度两者相同,封袋板41对装满粉料的料袋及时封口,封袋板41相对转移传送带3反向移动时,封袋板41作加速运动对接下一个料袋。
37.实施例2:图9为本发明一种真空镀膜涂料自动包装设备的一种结构示意图;如图10所示,其中与实施例1中相同或相应的部件采用与实施例1相应的附图标记,为简便起见,下文仅描述与实施例1的区别点。该实施例2与实施例1的不同之处在于:如图9所示,在本实施例中,所述承载件53的承载腔底面上设置若干的凸起533,所
述凸起533与所述过粉孔541一一对应设置。
38.需要说明的是,凸起533与过粉孔541一一对应配合,使得存料件54的腔室底部形成完整的平面,粉料就不会因重力而被压入过粉孔541内,同时凸起533也实现了对过粉孔541的清理。
39.实施例3:图10为本发明一种真镀涂料自动包装设备的一种结构示意图;如图10所示,其中与实施例1及实施例2中相同或相应的部件采用与实施例1或实施例2相应的附图标记,为简便起见,下文仅描述与实施例1及实施例2的区别点。该实施例3与实施例1及实施例2的不同之处在于:如图10所示,在本实施例中,所述夹持杆551的自由端部设置扎针553,承载件53的侧壁上设置针孔板554,针孔板554与扎针553一一对应。
40.需要说明的是,针孔板554与扎针553的对应配合,使得夹持杆551将料袋能够牢固地夹持在承载件53上。
41.工作过程:上料装置1将加工完成的粉料料输送至填料斗2,填料斗2对除尘填料装置5中的存料件54进行定量给料,回转传送带51带动承载件53和存料件54运动离开填料斗2后,人工将料袋套设在承载件53的外侧壁上,夹持单元55对料袋进行夹持,然后回转传送带51继续带动承载件53和存料件54运动至朝下位置,存料件54由第二导轨522设置的顶出部5221顶出,此时粉尘从过粉孔541中扬起进入承载件53的承载腔内,粉尘依次经过承载件53中空的侧壁和负压抽风单元52被负压泵7吸收,最后装满粉料的料袋由转移传送带3转移,并由封袋装置4封口。
42.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

