1.本实用新型涉及到包装设备技术领域,尤其涉及一种包装机用成型机构。
背景技术:
2.随着机械化的不断推进,物料包装机应运而生。物料包装机不仅极大的提高了包装效率,而且包装质量高,物料包装机的应用越来越广泛。
3.物料包装机应用最多的是食品包装和纸巾包装。物料包装机对纸巾进行包装时,能够将纸巾重叠均匀,整齐的码放在包装膜上,通过端封和侧封,就能够大批量的输出工整的纸巾包。物料包装机对食品进行包装时,既能够保障食品环保卫生,又能够极大的提高包装效率。
4.食品包装是食品商品的组成部分。食品包装和食品包装盒能够保护食品,使食品在离开工厂到消费者手中的流通过程中,防止生物的、化学的或物理的外来因素的损害,具有保持食品本身稳定质量的功能,方便食品的食用。现在市场对于食品包装的要求越来越高,不仅要环保卫生,而且要外形工整,便于保存和运输。
5.公开号为cn 208248571u,公开日为2018年12月18日的中国专利文献公开了一种用于封装大米的压制成型装置,其特征在于:包括成型框、可供所述成型框放置的工作台以及压在所述成型框上的成型压头,所述成型框布置有包装袋放置区域,所述包装袋放置区域为方形形状,所述方形形状具有三个封闭边和一个敞开边,两个相对的所述封闭边中至少有一个布置有可活动的第二边框。
6.该专利文献公开的用于封装大米的压制成型装置,通过设计具有可活动的第二边框,使成型框的宽度可调,适用于不同规格的包装袋。但是,包装袋成袋效率较低,且包装袋成型的工整度差,不便于码放和运输。
技术实现要素:
7.本实用新型为了克服上述现有技术的缺陷,提供一种包装机用成型机构,本实用新型通过成型腔成型后的砖型袋工整,均一性好,便于码放和运输,整个砖型袋成型过程简单,成袋效率高。
8.本实用新型通过下述技术方案实现:
9.一种包装机用成型机构,包括基座,其特征在于:所述基座上固定连接有左成型驱动件、右成型驱动件、后成型驱动件、底部成型驱动件和前成型板,所述左成型驱动件上连接有左成型板,右成型驱动件上连接有右成型板,后成型驱动件上连接有后成型板,底部成型驱动件上连接有底部成型板,所述前成型板、左成型板、右成型板、后成型板和底部成型板形成成型腔,底部成型驱动件驱动底部成型板作上下往复运动,后成型驱动件驱动后成型板作前后水平往复运动,左成型驱动件驱动左成型板作左右水平往复运动,右成型驱动件驱动右成型板作左右水平往复运动。
10.所述基座上固定连接有滑料气缸,滑料气缸位于后成型驱动件的正下方,滑料气
缸上连接有滑料板,滑料气缸驱动滑料板作前后水平往复运动,滑料板位于成型腔下方。
11.所述基座包括前立板、固定框和后立板,固定框的一端与后立板固定连接,固定框的另一端与前立板固定连接。
12.所述前立板和后立板之间设置有第一连接轴和第二连接轴,第一连接轴位于固定框的一侧,第一连接轴的一端与前立板固定连接,另一端贯穿连接在后立板上,第二连接轴位于固定框的另一侧,第二连接轴的一端与前立板固定连接,另一端贯穿连接在后立板上。
13.所述滑料板呈弧形状。
14.所述左成型驱动件、右成型驱动件、后成型驱动件和底部成型驱动件均为气缸。
15.本实用新型的工作原理如下:
16.拉膜机构将膜拉入衣领成型器中,经衣领成型器卷成圆筒形,再经中封机构进行中封,然后拉膜机构再将中封后的圆筒形膜拉入插脚机构中对底部进行插脚,再经预夹机构对圆筒形膜的底部进行预夹封合,供料机构将料加入到圆筒形包装袋中,后成型驱动件、左成型驱动件和右成型驱动件分别将后成型板、左成型板和右成型板推出挤压装好物料后的圆筒形包装袋,抽真空机构的真空管降到成型腔内,插脚机构对圆筒形包装袋的上端进行插脚,抽真空机构对包装袋进行抽真空,滑料气缸将滑料板后拉至成型腔下方,底部成型驱动件将底部成型板上推,再次挤压物料,使包装袋成为砖型的腔体形状,抽真空完毕后,真空管上升回到横封机构上方,通过横封机构对砖型袋进行横封封合,通过切刀将砖型袋切断;插脚机构的插脚收回,横封打开,底部成型驱动件将底部成型板回拉收回,包装好的砖型袋经滑料板滑出。
17.本实用新型的有益效果主要表现在以下方面:
18.一、本实用新型,基座上固定连接有左成型驱动件、右成型驱动件、后成型驱动件、底部成型驱动件和前成型板,左成型驱动件上连接有左成型板,右成型驱动件上连接有右成型板,后成型驱动件上连接有后成型板,底部成型驱动件上连接有底部成型板,前成型板、左成型板、右成型板、后成型板和底部成型板形成成型腔,底部成型驱动件驱动底部成型板作上下往复运动,后成型驱动件驱动后成型板作前后水平往复运动,左成型驱动件驱动左成型板作左右水平往复运动,右成型驱动件驱动右成型板作左右水平往复运动,较现有技术而言,通过成型腔成型后的砖型袋工整,均一性好,便于码放和运输,整个砖型袋成型过程简单,成袋效率高。
19.二、本实用新型,基座上固定连接有滑料气缸,滑料气缸位于后成型驱动件的正下方,滑料气缸上连接有滑料板,滑料气缸驱动滑料板作前后水平往复运动,滑料板位于成型腔下方,砖型袋将物料包装完成后,通过滑料气缸驱动滑料板,便于快速的将砖型袋输送出去,提高砖型袋成袋连续性,保障成袋效率。
20.三、本实用新型,基座包括前立板、固定框和后立板,固定框的一端与后立板固定连接,固定框的另一端与前立板固定连接,基座结构简单,稳固性好,能够保障砖型袋成袋可靠性。
21.四、本实用新型,前立板和后立板之间设置有第一连接轴和第二连接轴,第一连接轴位于固定框的一侧,第一连接轴的一端与前立板固定连接,另一端贯穿连接在后立板上,第二连接轴位于固定框的另一侧,第二连接轴的一端与前立板固定连接,另一端贯穿连接在后立板上,能够进一步增强整个成型机构的结构强度,保障使用稳定性。
22.五、本实用新型,滑料板呈弧形状,不仅能够将砖型袋顺畅的滑出,而且能够减小砖型袋下滑时的冲击,保障砖型袋的工整度。
23.六、本实用新型,左成型驱动件、右成型驱动件、后成型驱动件和底部成型驱动件均为气缸,结构简单,易于维护,能够有效节约生产成本。
附图说明
24.下面将结合说明书附图和具体实施方式对本实用新型作进一步的具体说明,其中:
25.图1为本实用新型的结构示意图;
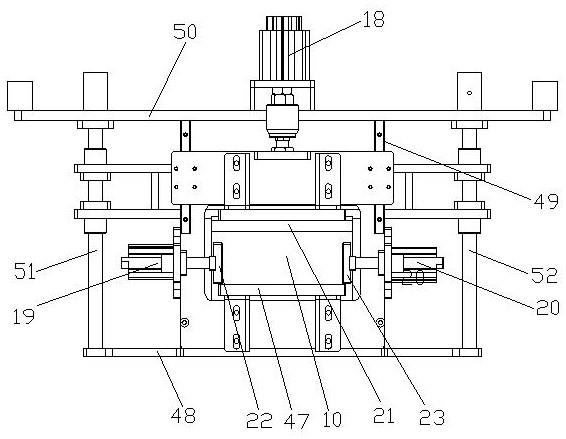
26.图2为本实用新型的侧视图;
27.图中标记:8、滑料气缸,9、滑料板,10、成型腔,18、后成型驱动件,19、左成型驱动件,20、右成型驱动件,21、后成型板,22、左成型板,23、右成型板,24、底部成型驱动件,25、底部成型板,46、基座,47、前成型板,48、前立板,49、固定框,50、后立板,51、第一连接轴,52、第二连接轴。
具体实施方式
28.实施例1
29.参见图1和图2,一种包装机用成型机构,包括基座46,所述基座46上固定连接有左成型驱动件19、右成型驱动件20、后成型驱动件18、底部成型驱动件24和前成型板47,所述左成型驱动件19上连接有左成型板22,右成型驱动件20上连接有右成型板23,后成型驱动件18上连接有后成型板21,底部成型驱动件24上连接有底部成型板25,所述前成型板47、左成型板22、右成型板23、后成型板21和底部成型板25形成成型腔10,底部成型驱动件24驱动底部成型板25作上下往复运动,后成型驱动件18驱动后成型板21作前后水平往复运动,左成型驱动件19驱动左成型板22作左右水平往复运动,右成型驱动件20驱动右成型板23作左右水平往复运动。
30.本实施例为最基本的实施方式,基座46上固定连接有左成型驱动件19、右成型驱动件20、后成型驱动件18、底部成型驱动件24和前成型板47,左成型驱动件19上连接有左成型板22,右成型驱动件20上连接有右成型板23,后成型驱动件18上连接有后成型板21,底部成型驱动件24上连接有底部成型板25,前成型板47、左成型板22、右成型板23、后成型板21和底部成型板25形成成型腔10,底部成型驱动件24驱动底部成型板25作上下往复运动,后成型驱动件18驱动后成型板21作前后水平往复运动,左成型驱动件19驱动左成型板22作左右水平往复运动,右成型驱动件20驱动右成型板23作左右水平往复运动,较现有技术而言,通过成型腔10成型后的砖型袋工整,均一性好,便于码放和运输,整个砖型袋成型过程简单,成袋效率高。
31.实施例2
32.参见图1和图2,一种包装机用成型机构,包括基座46,所述基座46上固定连接有左成型驱动件19、右成型驱动件20、后成型驱动件18、底部成型驱动件24和前成型板47,所述左成型驱动件19上连接有左成型板22,右成型驱动件20上连接有右成型板23,后成型驱动件18上连接有后成型板21,底部成型驱动件24上连接有底部成型板25,所述前成型板47、左
成型板22、右成型板23、后成型板21和底部成型板25形成成型腔10,底部成型驱动件24驱动底部成型板25作上下往复运动,后成型驱动件18驱动后成型板21作前后水平往复运动,左成型驱动件19驱动左成型板22作左右水平往复运动,右成型驱动件20驱动右成型板23作左右水平往复运动。
33.所述基座46上固定连接有滑料气缸8,滑料气缸8位于后成型驱动件18的正下方,滑料气缸8上连接有滑料板9,滑料气缸8驱动滑料板9作前后水平往复运动,滑料板9位于成型腔10下方。
34.本实施例为一较佳实施方式,基座46上固定连接有滑料气缸8,滑料气缸8位于后成型驱动件18的正下方,滑料气缸8上连接有滑料板9,滑料气缸8驱动滑料板9作前后水平往复运动,滑料板9位于成型腔10下方,砖型袋将物料包装完成后,通过滑料气缸8驱动滑料板9,便于快速的将砖型袋输送出去,提高砖型袋成袋连续性,保障成袋效率。
35.实施例3
36.参见图1和图2,一种包装机用成型机构,包括基座46,所述基座46上固定连接有左成型驱动件19、右成型驱动件20、后成型驱动件18、底部成型驱动件24和前成型板47,所述左成型驱动件19上连接有左成型板22,右成型驱动件20上连接有右成型板23,后成型驱动件18上连接有后成型板21,底部成型驱动件24上连接有底部成型板25,所述前成型板47、左成型板22、右成型板23、后成型板21和底部成型板25形成成型腔10,底部成型驱动件24驱动底部成型板25作上下往复运动,后成型驱动件18驱动后成型板21作前后水平往复运动,左成型驱动件19驱动左成型板22作左右水平往复运动,右成型驱动件20驱动右成型板23作左右水平往复运动。
37.所述基座46上固定连接有滑料气缸8,滑料气缸8位于后成型驱动件18的正下方,滑料气缸8上连接有滑料板9,滑料气缸8驱动滑料板9作前后水平往复运动,滑料板9位于成型腔10下方。
38.所述基座46包括前立板48、固定框49和后立板50,固定框49的一端与后立板50固定连接,固定框49的另一端与前立板48固定连接。
39.本实施例为又一较佳实施方式,基座46包括前立板48、固定框49和后立板50,固定框49的一端与后立板50固定连接,固定框49的另一端与前立板48固定连接,基座46结构简单,稳固性好,能够保障砖型袋成袋可靠性。
40.实施例4
41.参见图1和图2,一种包装机用成型机构,包括基座46,所述基座46上固定连接有左成型驱动件19、右成型驱动件20、后成型驱动件18、底部成型驱动件24和前成型板47,所述左成型驱动件19上连接有左成型板22,右成型驱动件20上连接有右成型板23,后成型驱动件18上连接有后成型板21,底部成型驱动件24上连接有底部成型板25,所述前成型板47、左成型板22、右成型板23、后成型板21和底部成型板25形成成型腔10,底部成型驱动件24驱动底部成型板25作上下往复运动,后成型驱动件18驱动后成型板21作前后水平往复运动,左成型驱动件19驱动左成型板22作左右水平往复运动,右成型驱动件20驱动右成型板23作左右水平往复运动。
42.所述基座46上固定连接有滑料气缸8,滑料气缸8位于后成型驱动件18的正下方,滑料气缸8上连接有滑料板9,滑料气缸8驱动滑料板9作前后水平往复运动,滑料板9位于成
型腔10下方。
43.所述基座46包括前立板48、固定框49和后立板50,固定框49的一端与后立板50固定连接,固定框49的另一端与前立板48固定连接。
44.所述前立板48和后立板50之间设置有第一连接轴51和第二连接轴52,第一连接轴51位于固定框49的一侧,第一连接轴51的一端与前立板48固定连接,另一端贯穿连接在后立板50上,第二连接轴52位于固定框49的另一侧,第二连接轴52的一端与前立板48固定连接,另一端贯穿连接在后立板50上。
45.所述滑料板9呈弧形状。
46.所述左成型驱动件19、右成型驱动件20、后成型驱动件18和底部成型驱动件24均为气缸。
47.本实施例为最佳实施方式,前立板48和后立板50之间设置有第一连接轴51和第二连接轴52,第一连接轴51位于固定框49的一侧,第一连接轴51的一端与前立板48固定连接,另一端贯穿连接在后立板50上,第二连接轴52位于固定框49的另一侧,第二连接轴52的一端与前立板48固定连接,另一端贯穿连接在后立板50上,能够进一步增强整个成型机构的结构强度,保障使用稳定性。
48.滑料板9呈弧形状,不仅能够将砖型袋顺畅的滑出,而且能够减小砖型袋下滑时的冲击,保障砖型袋的工整度。
49.左成型驱动件19、右成型驱动件20、后成型驱动件18和底部成型驱动件24均为气缸,结构简单,易于维护,能够有效节约生产成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

