1.本实用新型涉及一种汽车生产设备技术领域,特别是涉及一种汽车内后视镜组装防错装置。
背景技术:
2.现有技术的汽车总装线生产多个汽车车型,与多种车型相对应有多种配置的内后视镜,分两层料架存放物料。工位操作员需要人工拿取所需的零件进行装配。首先要人工识别排序单后,根据车型拿取前挡风玻璃后进行清洗、涂底涂等操作,最后再取内后视镜装配。此种操作程序有以下缺陷:
3.1、间隔50秒的长时间操作过程中存在遗忘或记忆错误之前看排序单的车型和配置,导致装错内后视镜组件,质量控制无法保证;
4.2、质量返修,增加人力物力成本;
5.3、影响客户抱怨问题。
技术实现要素:
6.本实用新型是为了解决现有技术中的不足而完成的,本实用新型的目的是提供一种结构简单、解决关键步骤人为疏漏问题、实现智能控制并自动报警、提高装配质量和消除返修浪费的汽车内后视镜组装防错装置。
7.本实用新型的一种汽车内后视镜组装防错装置,包括控制部、电源、操作显示部、料架、至少两个工件箱、至少两个报警指示部和至少两个感应部,所述报警指示部、所述感应部、所述电源和所述操作显示部四者均与所述控制部电连接,至少两个工件箱由左至右依次排列在所述料架上,至少两种内后视镜零件分类放置于至少两个所述工件箱内,所述报警指示部和所述感应部与所述工件箱一一对应,所述报警指示部和所述感应部均在所述工件箱的上方对应位置处与所述料架可拆卸式固定。
8.本实用新型的一种汽车内后视镜组装防错装置还可以是:
9.所述操作显示部为键盘,所述键盘包括固定板和至少两个可拆卸式固定于所述固定板上的亮灯按钮,所述亮灯按钮与内后视镜零件型号一一对应,所述亮灯按钮与所述工件箱一一对应。
10.所述固定板在所述亮灯按钮对应位置处的上方粘贴有第一标签,所述第一标签与内后视镜零件型号一一对应。
11.所述工件箱上粘贴有第二标签,所述第二标签与所述内后视镜零件一一对应。
12.所述报警指示部包括指示灯,所述指示灯在所述工件箱的上方对应位置处与所述料架可拆卸式固定,所述指示灯与所述控制部电连接。
13.所述感应部为漫反射开关,所述漫反射开关在所述工件箱的上方对应位置处与所述料架可拆卸式固定,所述漫反射开关与所述控制部电连接。
14.所述报警指示部包括报警器,所述报警器与所述料架可拆卸式固定,所述报警器
与所述控制部电连接。
15.所述控制部包括plc控制器,所述plc控制器与所述报警指示部、所述感应部、所述电源和所述操作显示部均电连接。
16.本实用新型的一种汽车内后视镜组装防错装置,包括控制部、电源、操作显示部、料架、至少两个工件箱、至少两个报警指示部和至少两个感应部,所述报警指示部、所述感应部、所述电源和所述操作显示部四者均与所述控制部电连接,至少两个工件箱由左至右依次排列在所述料架上,至少两种内后视镜零件分类放置于至少两个所述工件箱内,所述报警指示部和所述感应部与所述工件箱一一对应,所述报警指示部和所述感应部均在所述工件箱的上方对应位置处与所述料架可拆卸式固定。这样,至少两个工件箱由左至右依次排列在所述料架上,所述报警指示部与所述工件箱一一对应且在所述工件箱的上方对应位置处与所述料架可拆卸式固定,所述感应部与所述工件箱一一对应且在所述工件箱的上方对应位置处与所述料架可拆卸式固定,所述报警指示部、所述感应部、所述电源和所述操作显示部均与所述控制部电连接,在接通所述电源和所述控制部的电连接后,对与所述控制部电连接的各部分进行供电,一个汽车内后视镜由若干种所述内后视镜零件组成,比如所述内后视镜零件包括壳体、镜片等,各种所述内后视镜零件分类归纳放置在所述工件箱内,比如壳体放在一个所述工件箱内,镜片放在另一个所述工件箱内,在所述控制部输入控制程序,这个控制程序将一个汽车内后视镜零件型号和与之对应的所述后视镜组件相对应,使得操作人员查看排序单后,确定所要组装的内后视镜零件型号后,在所述操作显示部输入所要组装的内后视镜零件型号,所述操作显示部将这个信号传递至所述控制部,所述控制部根据控制程序确定所要取用的所述内后视镜零件,然后将信号传递至所述报警指示部,所述报警指示部对装有所需要拿取的所述内后视镜零件的所述工件箱进行指示,操作人员根据这个指示从所述工件箱内拿取所述内后视镜零件进行组装,当所述感应部感应到操作人员的手拿取了所述后视镜组件后,将已经拿取的信号传递至所述控制部,所述控制部控制所述报警指示部停止指示,整个防错装置复位,等待下一个循环开始。若所述感应部在一个生产节拍内感应不到操作人员进行取料工作时,所述感应部将未拿取的信号传递至所述控制部,所述控制部控制所述报警指示部进行报警处理,进而可以从声光方面等方式实现自动报警,提示操作人员注意异常,使得汽车内后视镜组装工序的质量控制方法提升,消除因员工错漏装引起的质量问题,解决了关键步骤的人为疏漏问题,提高了汽车内后视镜的装配质量和消除了因人为疏漏引起的返修浪费。本实用新型的一种汽车内后视镜组装防错装置,相对于现有技术的优点是:结构简单、解决关键步骤人为疏漏问题、实现智能控制并自动报警、提高装配质量和消除返修浪费。
附图说明
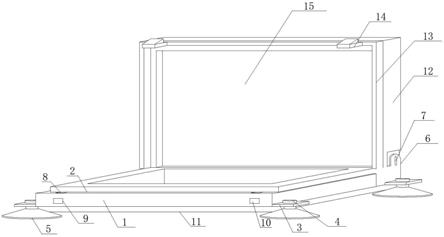
17.图1本实用新型一种汽车内后视镜组装防错装置结构示意图。
18.图号说明
[0019]1…
控制部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2…
电源
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ3…
操作显示部
[0020]4…
料架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ5…
工件箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6…
报警器
[0021]7…
指示灯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ8…
漫反射开关
ꢀꢀꢀꢀꢀꢀꢀ9…
固定板
[0022]
10
…
亮灯按钮
ꢀꢀꢀꢀꢀꢀꢀꢀ
11
…
第一标签
ꢀꢀꢀꢀꢀꢀꢀ
12
…
第二标签
具体实施方式
[0023]
在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”、“垂直”、“水平”等指示方位或位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0024]
下面结合附图的图1对本实用新型的一种汽车内后视镜组装防错装置作进一步详细说明。
[0025]
本实用新型的一种汽车内后视镜组装防错装置,请参考图1,包括控制部1、电源2、操作显示部3、料架4、至少两个工件箱5、至少两个报警指示部和至少两个感应部,所述报警指示部、所述感应部、所述电源2和所述操作显示部3四者均与所述控制部1电连接,至少两个工件箱5由左至右依次排列在所述料架4上,至少两种内后视镜零件分类放置于至少两个所述工件箱5内,所述报警指示部和所述感应部与所述工件箱5一一对应,所述报警指示部和所述感应部均在所述工件箱5的上方对应位置处与所述料架4可拆卸式固定。这样,至少两个工件箱5由左至右依次排列在所述料架4上,所述报警指示部与所述工件箱5一一对应且在所述工件箱5的上方对应位置处与所述料架4可拆卸式固定,所述感应部与所述工件箱5一一对应且在所述工件箱5的上方对应位置处与所述料架4可拆卸式固定,所述报警指示部、所述感应部、所述电源2和所述操作显示部3均与所述控制部1电连接,在接通所述电源2和所述控制部1的电连接后,对与所述控制部1电连接的各部分进行供电,一个汽车内后视镜由若干种所述内后视镜零件组成,比如所述内后视镜零件包括壳体、镜片等,各种所述内后视镜零件分类归纳放置在所述工件箱5内,比如壳体放在一个所述工件箱5内,镜片放在另一个所述工件箱5内,在所述控制部1输入控制程序,这个控制程序将一个汽车内后视镜零件型号和与之对应的所述后视镜组件相对应,使得操作人员查看排序单后,确定所要组装的内后视镜零件型号后,在所述操作显示部3输入所要组装的内后视镜零件型号,所述操作显示部3将这个信号传递至所述控制部1,所述控制部1根据控制程序确定所要取用的所述内后视镜零件,然后将信号传递至所述报警指示部,所述报警指示部对装有所需要拿取的所述内后视镜零件的所述工件箱5进行指示,操作人员根据这个指示从所述工件箱5内拿取所述内后视镜零件进行组装,当所述感应部感应到操作人员的手拿取了所述后视镜组件后,将已经拿取的信号传递至所述控制部1,所述控制部1控制所述报警指示部停止指示,整个防错装置复位,等待下一个循环开始。若所述感应部在一个生产节拍内感应不到操作人员进行取料工作时,所述感应部将未拿取的信号传递至所述控制部1,所述控制部1控制所述报警指示部进行报警处理,进而可以从声光方面等方式实现自动报警,提示操作人员注意异常,使得汽车内后视镜组装工序的质量控制方法提升,消除因员工错漏装引起的质量问题,解决了关键步骤的人为疏漏问题,提高了汽车内后视镜的装配质量和消除了因人为疏漏引起的返修浪费。本实用新型的一种汽车内后视镜组装防错装置,相对于现有技术的优点是:结构简单、解决关键步骤人为疏漏问题、实现智能控制并自动报警、提高装配质量和消除返修浪费。
[0026]
本实用新型的一种汽车内后视镜组装防错装置,请参考图1中相关各图,在前面技术方案的基础上还可以是:所述操作显示部3为键盘,所述键盘包括固定板9和至少两个可
拆卸式固定于所述固定板9上的亮灯按钮10,所述亮灯按钮10与内后视镜零件型号一一对应。这样,所述固定板9可拆卸式固定于所述料架4上,也可以是放置于工作台上,当然所述固定板9可拆卸式固定于所述料架4的一侧更方便操作人员查看和操作,至少两个所述亮灯按钮10可拆卸式固定于所述固定板9上,一个所述亮灯按钮10分别对应一种汽车内后视镜零件型号,操作人员在查看排序单后,根据排序单上的内后视镜零件型号按下相对应的所述亮灯按钮10,所述亮灯按钮10点亮并且将信号传递至所述控制部1,所述控制部1根据预设程序控制所需要拿取的所述内后视镜零件上方的所述报警指示部,在所述感应部感应到操作人员在一个生产节拍内拿取所述内后视镜零件后将信号传递回所述控制部1,所述控制部1控制所述报警指示部停止指示和所述亮灯按钮10熄灭等复位操作,然后等待进入下一个组装程序,若所述感应部在一个生产节拍内没感应到操作人员的拿取操作,将信号传递回所述控制部1,所述控制部1控制所述报警指示部进行报警,提示操作人员进行拿取操作。进一步优选的技术方案为所述固定板9在所述亮灯按钮10对应位置处的上方粘贴有第一标签11,所述第一标签11与内后视镜零件型号一一对应。这样,方便操作人员在所述控制部1内输入控制程序后进行核对,并且所述第一标签11与所述内后视镜零件型号一一对应,所述第一标签11粘设在所述亮灯按钮10的上方对应位置处,在生产过程中方便操作人员查看完排序单后,根据所述第一标签11的标记按下其下方的亮灯按钮10,即可将本次操作的内后视镜型号通过所述亮灯按钮10直接输入到所述控制部1。
[0027]
本实用新型的一种汽车内后视镜组装防错装置,请参考图1中相关各图,在前面技术方案的基础上还可以是:所述工件箱5上粘贴有第二标签12,所述第二标签12与所述内后视镜零件一一对应。这样,方便操作人员在所述控制部1输入控制程序后,对控制程序和所述内后视镜零件进行核对,核对控制程序内的所述报警指示部和所述感应部相对应的位置是不是和所述内后视镜零件的位置正确,如果在生产过程中,所述工件箱5内的所述内后视镜零件被拿取完毕,操作人员也可以只需根据所述第二标签12的标记直接进行补货,进而避免人为疏漏引起的质量装配问题和返修问题。
[0028]
本实用新型的一种汽车内后视镜组装防错装置,请参考图1中相关各图,在前面技术方案的基础上还可以是:所述报警指示部包括指示灯7,所述指示灯7在所述工件箱5的上方对应位置处与所述料架4可拆卸式固定,所述指示灯7与所述控制部1电连接。这样,所述指示灯7与所述控制部1电连接,所述指示灯7与所述料架4可拆卸式固定,所述指示灯7与所述工件箱5一一对应,使得所述控制部1在得到所述操作显示部3的信号后,根据控制程序将信号传递至所述指示灯7,使得所述指示灯7点亮,提示操作人员拿取点亮的所述指示灯7下方对应位置处的所述内后视镜零件,若在一个生产节拍内操作人员未拿取,所述感应部将信号传递至所述控制部1,所述控制部1传递信号至所述指示灯7,使得所述指示灯7常亮或闪烁,进一步提示操作人员进行正确的拿取操作。
[0029]
本实用新型的一种汽车内后视镜组装防错装置,请参考图1中相关各图,在前面技术方案的基础上还可以是:所述感应部为漫反射开关8,所述漫反射开关8在所述工件箱5的上方对应位置处与所述料架4可拆卸式固定,所述漫反射开关8与所述控制部1电连接。这样,所述漫反射开关8是集发射器和接收器于一体的传感器,由于所述漫反射开关8设置在所述工件箱5的上方对应位置处,同时所述内后视镜零件放置于所述工件箱5上,所述漫反射开关8与所述工件箱5一一对应,使得所述内后视镜零件未在一个生产节拍的时间内被拿
取时,操作人员的手未将所述漫反射开关8的发射器发射的足够量的光线反射到所述漫反射开关8的接收器,也就是所述漫反射开关8未感应到操作人员的手时,所述漫反射开关8就产生了所述内后视镜零件未被拿取的信号,并将信号传递至所述控制部1,所述控制部1随即向所述报警指示部发出信号,使得所述报警指示部起到警示的作用。
[0030]
本实用新型的一种汽车内后视镜组装防错装置,请参考图1中相关各图,在前面技术方案的基础上还可以是:所述报警指示部包括报警器6,所述报警器6与所述料架4可拆卸式固定,所述报警器6与所述控制部1电连接。这样,所述报警器6与所述控制部1电连接,所述控制部1在得到所述操作显示部3的信号后,根据控制程序将信号传递至所述报警指示部,若在一个生产节拍内操作人员未拿取,所述感应部将信号传递至所述控制部1,所述控制部1传递信号至所述报警器6,使得所述报警灯产生声音报警,进一步从声音方面提示操作人员进行正确的拿取操作。更进一步优选的技术方案是所述报警器6和所述指示灯7同时与所述控制部1电连接。这样,使得所述控制部1在得到所述操作显示部3的信号后,根据控制程序将信号传递至所述指示灯7,使得所述指示灯7点亮,提示操作人员拿取点亮的所述指示灯7下方对应位置处的所述内后视镜零件,若在一个生产节拍内操作人员未拿取,所述感应部将信号传递至所述控制部1,所述控制部1同时传递信号至所述指示灯7和所述报警器6,使得所述指示灯7和所述报警器6进行声光报警,进一步提示操作人员进行正确的拿取操作。
[0031]
本实用新型的一种汽车内后视镜组装防错装置,请参考图1中相关各图,在前面技术方案的基础上还可以是:所述控制部1包括plc控制器,所述plc控制器与所述报警指示部、所述感应部、所述电源2和所述操作显示部3均电连接。这样,所述plc控制器,是一种具有微处理机的数字电子设备,用于自动化控制的数字逻辑控制器,可以将控制指令随时加载内存内储存与执行,由内部cpu,指令及资料内存、输入输出单元、电源2模组和数字模拟等单元所模组化组合成,所述控制部1采用所述plc控制器,可以将整个内后视镜所需要组装的零件选择的plc控制程序输入到所述plc控制器中,例如在所述操作显示部3输入本此操作中所需要组装的内后视镜型号,所述plc控制器中的控制程序中可以预设此内后视镜型号所对应的零件,通过所述plc控制器与所述报警指示部电连接,进而指出所需要的所述内后视镜零件所在的所述工件箱5位置,进而方便操作人员从所述报警指示部指出的所述工件箱5内拿取零件。
[0032]
上述仅对本实用新型中的几种具体实施例加以说明,但并不能作为本实用新型的保护范围,凡是依据本实用新型中的设计精神所作出的等效变化或修饰或等比例放大或缩小等,均应认为落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。