1.本实用新型涉及点焊技术领域,具体涉及一种自动点焊机。
背景技术:
2.在一些电子器件生产过程中往往需要采用点焊技术,为了使满足电气要求,在其生产过程中需要将导线放置在的焊接位置上进行点焊,并且在点焊过程中需要将导线拉直以避免导线走位。由于点焊过程繁琐且需要各个工序紧密配合,目前行业内主要还是靠人工进行,不仅效率低下,而且产品的焊接质量直接受到操作者的技术水平约束,难以保证产品的一致性。
3.因此,行业内亟需一种能解决上述问题的方案。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足而提供一种自动点焊机。本实用新型的目的可以通过如下所述技术方案来实现。
5.一种自动点焊机,包括机台、安装基座、传输机构、焊接机构、点焊夹具及拉线机构,所述传输机构和所述安装基座前后设置在所述机台上,所述点焊夹具与所述传输机构传动连接,所述焊接机构固定在所述安装基座上并位于所述传输机构的上方,所述拉线机构固定在所述安装基座上并位于所述焊接机构的下方。
6.作为优选地,所述焊接机构包括焊接基座、焊接移动件、焊接组件及缓冲气缸组件,所述焊接基座固定在所述安装基座上,所述焊接移动件固定安装在所述焊接基座上,所述缓冲气缸组件固定在所述焊接移动件上并随所述焊接移动件移动,所述焊接组件固定在所述缓冲气缸组件上。
7.作为优选地,所述焊接组件包括焊接座、焊接头、切刀座、切刀、挂线座及挂线柱,所述焊接头固定在所述焊接座的底部,所述切刀座固定在所述焊接座靠外的侧面上,所述切刀固定在所述切刀座的底部,所述挂线座固定在所述切刀座的底部并避空所述切刀,所述挂线柱固定在所述挂线座的底部,所述挂线座固定在所述切刀座的底部并避空所述切刀,所述挂线柱固定在所述挂线座的底部。
8.作为优选地,所述拉线机构包括拉线移动件及拉线组件,所述拉线移动件固定在所述安装基座上,所述拉线组件固定在所述拉线移动件上并随所述拉线移动件移动。
9.作为优选地,所述拉线组件包括拉线夹座、拉线夹件及拉线推动气缸,所述拉线夹座固定在所述拉线移动件上,所述拉线夹座开设有避空口,所述拉线推动气缸设置在所述避空口的下方,所述拉线夹件通过所述避空口固定在所述拉线推动气缸的推动轴上并位于所述拉线夹座的上方。
10.作为优选地,所述点焊夹具包括夹具本体、按压组件及弹性垫块,所述夹具本体的中部设有夹持通道,所述弹性垫块固定在所述夹持通道内,所述按压组件包括按压座和按压杆,所述按压座固定在所述夹具本体的侧面,所述按压杆与所述按压座滑动连接。
11.作为优选地,所述夹具本体位于所述按压座的对侧设有夹线板,所述按压座和所述夹线板的两端对应设有夹线槽,所述夹线槽的内壁设有橡胶块。
12.作为优选地,所述传输机构包括传输基座、传送组件及两个移载组件,所述传送组件固定安装在所述传输基座的侧面上,两个所述移载组件呈间隔固定设置在所述传送组件上,且两个所述移载组件的间距等于所述传输基座中部到端部的间距,所述传送组件带动两个所述移载组件来回往返移动。
13.作为优选地,所述移载组件包括移载底座、旋转气缸及承载板,所述移载底座固定在所述传送组件上,所述旋转气缸固定在所述传输基座上,所述承载板设置在所述旋转气缸上,所述点焊夹具放置在所述承载板上。
14.作为优选地,还包括定位组件,所述定位组件包括定位安装座、定位推动气缸、定位杆及定位板,所述定位安装座固定在所述传输基座的侧面,所述定位推动气缸竖向固定在所述定位安装座上,所述定位杆固定在所述定位推动气缸的推动轴上,所述定位板固定在所述移载组件的底部,所述定位板设有与所述定位杆相匹配的卡位。
15.与现有技术比,本实用新型的有益效果:
16.本实用新型研发了一种自动点焊机,传输机构将夹持产品的点焊夹具传送至焊接机构的位置上,拉线机构拉住产品的尾线并使导线位于点焊位置上,再通过焊接机构进行点焊,既能确保导线位于预定的点焊位置上,使得产品点焊的质量得以保证,而且可实现对产品进行全自动化点焊,用于取代人工,可大大提高生产效率,可保证产品的一致性。
附图说明
17.为了更清楚的说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
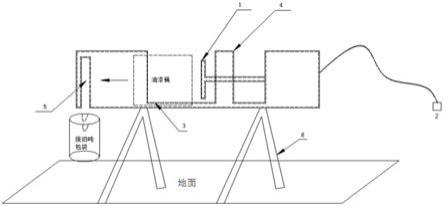
18.图1为本实用新型实施例中点焊机的结构示意图。
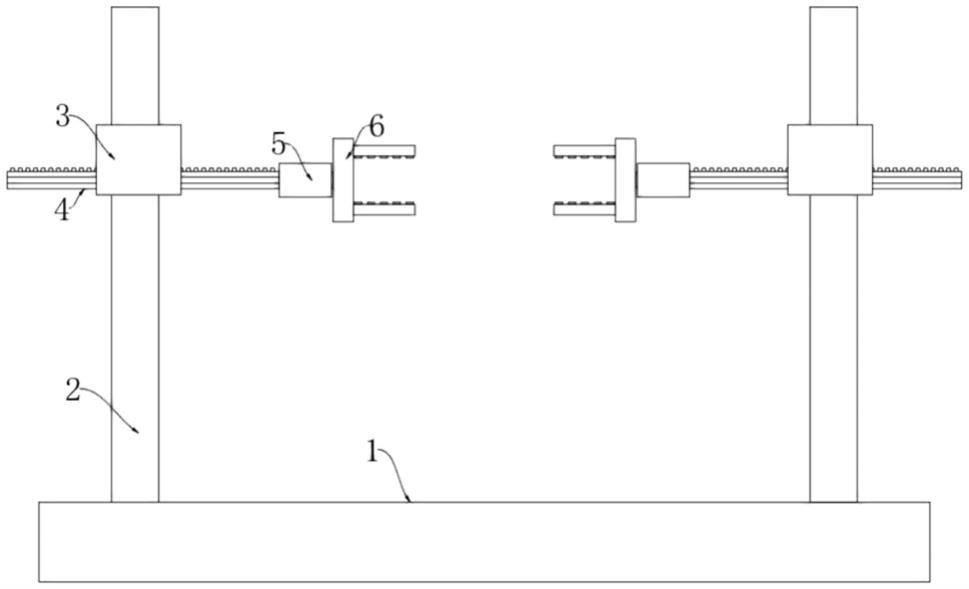
19.图2为本实用新型实施例中点焊机的结构侧示图。
20.图3为本实用新型实施例中点焊产品的结构示意图。
21.图4为本实用新型实施例中焊接机构的结构示意图。
22.图5为本实用新型实施例中焊接组件的结构示意图。
23.图6为本实用新型实施例中拉线机构的结构示意图。
24.图7为本实用新型实施例中点焊夹具的结构示意图。
25.图8为本实用新型实施例中传输机构的结构示意图。
26.图9为本实用新型实施例中移载组件的结构示意图。
具体实施方式
27.下面将结合具体实施例,对本实用新型的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型的保护范围。
28.一种自动点焊机,如图1及图2所示,包括机台1、安装基座2、传输机构 3、焊接机构5、点焊夹具6及拉线机构4,机台1用于承载各个部件,安装基座2为焊接机构5和拉线机构4提供合适的安装位置,点焊夹具6用于夹持待点焊的产品,传输机构3将点焊夹具6传送至预定的位置进行处理。所述传输机构3和所述安装基座2前后设置在所述机台1上,以图1方向为参考,传输机构3设置在安装基座2的前面。所述点焊夹具6与所述传输机构3传动连接,传输机构3将点焊夹具6传送至点焊位置,并在点焊完成后传送出去。所述焊接机构5固定在所述安装基座2上并位于所述传输机构3的上方,焊接机构5 从上往下对产品进行点焊,所述拉线机构4固定在所述安装基座2上并位于所述焊接机构5的下方,拉线机构4与点焊夹具6上的产品位置相对应,确保拉线机构4可以将产品的尾线水平拉直。
29.具体地,如图3所示,导线在产品上绕线完成后从两端伸出,需将两端的导线点焊固定在产品上。如图1及图2所示,将图3所示的待点焊处理的产品放置在点焊夹具6上,传输机构3将点焊夹具6传送至安装基座2的位置上,拉线机构4夹持产品的导线尾部并往后移动使导线拉直并位于产品的点焊位置上,焊接机构5再对产品进行点焊,既能确保导线位于预定的点焊位置上,使得产品点焊的质量得以保证,而且可实现对产品进行全自动化点焊,用于取代人工,可大大提高生产效率,可保证产品的一致性。
30.本实施例中提供的一种自动点焊机,如图4所示,所述焊接机构5包括焊接基座51、焊接移动件52、焊接组件53及缓冲气缸组件54,焊接基座51用于装载焊接移动件52,焊接移动件52带动焊接组件53移动对位。其中焊接移动件52包括前后方向、上下方向以及左右方向上的移动,优选以滑块滑轨相对滑动的方式进行移动,焊接组件53则固定在滑块上以跟随焊接移动件52滑动。所述焊接基座51固定在所述安装基座2上,所述焊接移动件52固定安装在所述焊接基座51上,所述缓冲气缸组件54固定在所述焊接移动件52上并随所述焊接移动件52移动,所述焊接组件53固定在所述缓冲气缸组件54上。具体地,焊接组件53在焊接移动件52的带动下对位好产品焊接位置,缓冲气缸组件54 推动焊接组件53缓缓向下与产品接触,当焊接组件53受到产品的反作用力时也可以顶着缓冲气缸组件54往回缩进,以此通过缓冲气缸组件54的缓冲作用,可以避免直接刚性接触而导致待焊接的产品被压坏,从而可以大大提高产品生产加工过程中的良品率,而且便于焊接时对产品的压力进行把控。
31.本实施例中提供的一种自动点焊机,如图5所示,所述焊接组件53包括焊接座531、焊接头532、切刀座533、切刀534、挂线座535及挂线柱536,所述焊接头532固定在所述焊接座531的底部,所述切刀座533固定在所述焊接座 531靠外的侧面上,所述切刀534固定在所述切刀座533的底部,所述挂线座 535固定在所述切刀座533的底部并避空所述切刀534,所述挂线柱536固定在所述挂线座535的底部,所述挂线座535固定在所述切刀座533的底部并避空所述切刀534,所述挂线柱536固定在所述挂线座535的底部,使得挂线柱536 的位置低于焊接头532的位置,焊接头532的位置低于切刀534的位置,以此焊接头532、切刀534及挂线柱536从内到外依次设置,并且两者之间均存在一定间距,不会互相造成干涉。
32.具体地,如图4及图5所示,进行工作时,焊接移动件52带动焊接组件53 移动,先让挂线柱536按压着导线移动使导线位于产品的焊接位置上,随后焊接移动件52带动焊接组件53向前移动,使得焊接头532对准产品的焊接位置并进行焊接,待焊接完成后,焊接移动件52带动焊接组件53往回移动以使切刀534对准多余的导线进行切割。在该过程中,在进行挂线时,焊接头532、切刀534位于产品的后方,不会对挂线过程造成影响。而在焊接时,切刀
534、挂线柱536位于产品的前方,同样不会对焊接过程造成影响。在进行切线时,切刀534对准产品的导线,而可以使产品位于焊接头532与切刀534或者切刀534 与挂线柱536的间距之间,也不会对切线过程造成影响,从而可以确保各个部件不发生相互干涉,保障产品顺利完成加工焊接。以此可以保障导线挂载到位,确保导线在焊接过程中不会发生位置变化,有利于提高焊接的质量,而且加工过程全自动化完成,有利于提高生产效率,也可以保证产品的一致性,使产品的生产质量得到保障。
33.本实施例中提供的一种自动点焊机,如图6所示,所述拉线机构4包括拉线移动件41及拉线组件42,所述拉线移动件41固定在所述安装基座2上,拉线移动件41同样优选为滑块滑轨的相对滑动方式,所述拉线组件42固定在所述拉线移动件41上并随所述拉线移动件41移动。所述拉线组件42包括拉线夹座421、拉线夹件423及拉线推动气缸422,所述拉线夹座421固定在所述拉线移动件41上,所述拉线夹座421开设有避空口,所述拉线推动气缸422设置在所述避空口的下方,所述拉线夹件423通过所述避空口固定在所述拉线推动气缸422的推动轴上并位于所述拉线夹座421的上方。拉线推动气缸422收缩时拉线夹件423与拉线夹座421相互咬合,当需要夹持导线时,拉线推动气缸422 的推动轴从避空口向上伸出并带动拉线夹件423向上移动,当导线位于拉线夹件423和拉线夹座421之间时,拉线推动气缸422回缩并带动拉线夹件423向下移动来夹紧导线往后退,使得导线被拉直,使得导线位于产品点焊的位置上,确保导线在点焊过程中不会发生偏离,保障产品的生产质量。而且,由于避空口的存在,整个过程中拉线夹件423与拉线夹座421不会相互干涉,确保结构的稳定性。
34.本实施例中提供的一种自动点焊机,如图7所示,所述点焊夹具6包括夹具本体61、按压组件62及弹性垫块63,所述夹具本体61的中部设有夹持通道 64,所述弹性垫块63固定在所述夹持通道64内,夹持通道64为弹性垫块63 提供合适的安装空间条件,而弹性垫块63承载待点焊的产品,从而将待点焊的产品限制在夹持通道64内,便于进行点焊。所述按压组件62包括按压座621 和按压杆622,所述按压座621固定在所述夹具本体61的侧面,所述按压杆622 与所述按压座621滑动连接。
35.具体地,先将按压杆622沿着按压座621向外滑动打开,将待点焊的产品放置在夹持通道64的弹性垫块63上,再推动按压杆622往回滑动将产品按压,使得产品位于夹持通道64内并向下压缩弹性垫块63,此时产品各侧边均受到夹持通道64内壁的限制,不会发生水平方向上的偏斜。而且弹性垫块63受到压缩后,其对产品施加向上的反作用力,而按压杆622则对产品施加向下的作用力,以此可以将产品稳稳地夹持住,确保产品不会发生上下方向的偏移,并且弹性垫块63与产品柔性接触,不会导致产品因受到刚性压力而损坏。当点焊完毕后,向外推动按压杆622来释放产品,进而取出产品。
36.本实施例中提供的一种自动点焊机,如图7所示,所述夹具本体61位于所述按压座621的对侧设有夹线板65,夹线板65与按压座621位置相对应,所述按压座621和所述夹线板65的两端对应设有夹线槽66,所述夹线槽66的内壁设有橡胶块,橡胶块具有一定的弹力,有利于夹紧不同粗细的导线。
37.本实施例中提供的一种自动点焊机,如图8所示,所述传输机构3包括传输基座31、传送组件32及两个移载组件33,所述传送组件32固定安装在所述传输基座31的侧面上,两个所述移载组件33呈间隔固定设置在所述传送组件 32上,且两个所述移载组件33的间距
等于所述传输基座31中部到端部的间距,确保当其中一个移载组件33位于传输基座31中部的加工位置上时,另一个移载组位于传输基座31的端部,以此在加工的同时也可进行上料。所述传送组件 32带动两个所述移载组件33来回往返移动,传送组件32正向转动带动移载组件33向前移动,待加工完成后传送组件32逆向转动而带动移载组件33往回移动,如此不断循环。
38.具体地,将焊接机构5设置在本传输机构3的中部。在初始状态下,一个移载组件33位于传输基座31的中部,另一个移载组件33位于传输基座31的端部。为了便于说明,以一个移载组件33位于左侧端部,另一个移载组件33 位于中部为初始状态。进行点焊加工时,将待加工的产品放置在位于左侧端部的移载组件33上,随后传送组件32正向转动将该移载组件33传送到传输基座 31中部的焊接机构5位置处。由于两个移载组件33呈间隔固定设置在传送组件 32上,在位于传输基座31左侧端部的移载组件33向传输基座31的中部移动时,初始状态下位于传输基座31中部的移载组件33随着传送组件32移动到传输基座31的右侧端部,此时加工机构对中部的移载组件33进行加工处理,同时可将待加工的产品放置在右侧端部的移载组件33上,使得在加工处理的同时也可以进行上料,省去上料等待的时间。待加工完成后,传送组件32逆向转动将位于中部加工完成的移载组件33向左移动到左侧端部,而位于右侧端部的移载组件33也随着传送至中部进行加工处理,不断如此循环。传输机构3可以保障其中一个移载组件33位于传送组件32中部进行加工处理时,另一个移载组件33 位于端部进行上料,既可以省去等待上料的时间,也无需回收夹具放回到上料处进行上料,确保设备可以不停歇地进行加工处理,大大提高生产效率。
39.本实施例中提供的一种自动点焊机,如图9所示,所述移载组件33包括移载底座331、旋转气缸332及承载板333,所述移载底座331固定在所述传送组件32上以跟随传送组件32来回往返移动,所述旋转气缸332固定在所述传输基座31上,所述承载板333设置在所述旋转气缸332上,所述点焊夹具6放置在所述承载板333上。点焊夹具6夹持产品进行加工,当产品的一侧加工完成后,旋转气缸332带动承载板333转动以使产品的另一侧对准加工位置,便于对产品进行全面加工处理。
40.本实施例中提供的一种自动点焊机,如图8所示,还包括定位组件7,所述定位组件7包括定位安装座71、定位推动气缸73、定位杆74及定位板72,所述定位安装座71固定在所述传输基座31的侧面,所述定位推动气缸73竖向固定在所述定位安装座71上,所述定位杆74固定在所述定位推动气缸73的推动轴上,所述定位板72固定在所述移载组件33的底部,所述定位板72设有与所述定位杆74相匹配的卡位。进行定位时,定位推动气缸73推动定位杆74向上移动并卡住移载组件33底部的定位板72的卡位,使移载组件33不再移动,此时再对产品进行点焊可以确保移载组件33在点焊过程中位置保持相对固定,有效避免移载组件33位置变动而导致产品质量缺陷的问题。
41.以上借助具体实施例对本实用新型做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本实用新型的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本实用新型所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。