1.本实用新型涉及压铸模技术领域,尤其是一种压铸模中心进料结构。
背景技术:
2.现有技术中,一些深壳体的产品在生产时,通常是按照普通的进料方式设计模具,这种普通的进料方式就需要比较高的压铸工艺才能生产出合格的产品,如高速、高压等。
3.因此,现有技术有待于改进和提高。
技术实现要素:
4.针对现有技术中存在的不足之处,本实用新型的目的是提供一种对压铸工艺要求低、填充更加顺畅、进料同步的压铸模中心进料结构。
5.为实现上述目标,本实用新型所采用的技术方案是:
6.一种压铸模中心进料结构,包括动模坯以及与动模坯相配合的定模坯,所述动模坯上设有与所述定模坯上的定模肉相配合的动模肉,所述定模坯上还设有与所述定模肉相配合的料套,所述定模坯的两侧相对设有两结构相同的抽芯机构,所述抽芯机构包括油缸和抽芯,所述油缸的输出轴通过连接杆连接所述料套相配合的抽芯,所述料套的料道与两抽芯形成的锥形料道相连通,所述锥形料道与所述动模肉、所述定模肉和两所述抽芯之间形成的产品成型料道相连通。
7.与现有技术相比,本实用新型的有益效果是:
8.由于采用上述的结构设计,料套的料道通过两抽芯形成的锥形料道与产品成型料道相连通,从而实现中心上料,不仅对压铸工艺要求低,而且填充更顺畅,各部进料比较同步。
附图说明
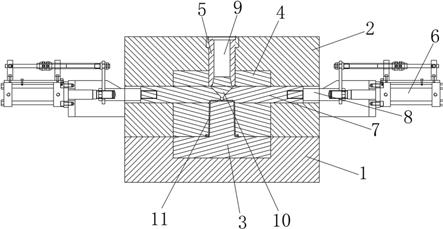
9.附图1为本实用新型合模时的状态示意图;
10.附图2为本实用新型抽芯后退时的状态示意图;
11.附图3为本实用新型开模时的状态示意图;
12.附图4为本实用新型取出产品时的状态示意图。
13.图中:
14.(1)动模坯,(2)定模坯,(3)动模肉,(4)定模肉,(5)料套,(6)油缸,(7)抽芯,(8)连接杆,(9)料道,(10)锥形料道,(11)产品成型料道。
具体实施方式
15.下面结合附图对本实用新型作进一步的详细说明:
16.请参见图1,本实用新型一种压铸模中心进料结构,包括动模坯1以及与动模坯1相配合的定模坯2,所述动模坯1上设有与所述定模坯2上的定模肉4相配合的动模肉3,所述定
模坯2上还设有与所述定模肉4相配合的料套5,所述定模坯2的两侧相对设有两结构相同的抽芯机构,所述抽芯机构包括油缸6和抽芯7,所述油缸6的输出轴通过连接杆8连接所述料套5相配合的抽芯7,两抽芯的前端具有相对设置的倾斜面使得两抽芯形成锥形料道,所述料套5的料道9与两抽芯形成的锥形料道10相连通,所述锥形料道10与所述动模肉、所述定模肉和两所述抽芯之间形成的产品成型料道11相连通。
17.请参见图1
‑
4,本实用新型工作时,动模坯1和定模坯2合模后,两油缸6均通过连接杆8将抽芯7推到模具内,形成锥形流道10,然后开始启动压射系统开始压铸,达到冷却时间后,两油缸6分别通过连接杆8将抽象向模具外拉动一定的距离,保证此距离锥形流道能够完全脱落抽芯,然后动模坯和定模坯开模,取出铸件,准备进入下一个循环。
18.综上,本实用新型通过上述的结构设计,解决现有技术中存在的不足之处,具有结构简单、方便加工制作、适用性强、成本低等特点。
19.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述 的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型 要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种压铸模中心进料结构,其特征在于:包括动模坯以及与动模坯相配合的定模坯,所述动模坯上设有与所述定模坯上的定模肉相配合的动模肉,所述定模坯上还设有与所述定模肉相配合的料套,所述定模坯的两侧相对设有两结构相同的抽芯机构,所述抽芯机构包括油缸和抽芯,所述油缸的输出轴通过连接杆连接所述料套相配合的抽芯,所述料套的料道与两抽芯形成的锥形料道相连通,所述锥形料道与所述动模肉、所述定模肉和两所述抽芯之间形成的产品成型料道相连通。
技术总结
一种压铸模中心进料结构,包括动模坯以及与动模坯相配合的定模坯,所述动模坯上设有与所述定模坯上的定模肉相配合的动模肉,所述定模坯上还设有与所述定模肉相配合的料套,所述定模坯的两侧相对设有两结构相同的抽芯机构,所述抽芯机构包括油缸和抽芯,所述油缸的输出轴通过连接杆连接所述料套相配合的抽芯,所述料套的料道与两抽芯形成的锥形料道相连通,所述锥形料道与所述动模肉、所述定模肉和两所述抽芯之间形成的产品成型料道相连通。本实用新型由于采用上述的结构设计,料套的料道通过两抽芯形成的锥形料道与产品成型料道相连通,从而实现中心上料,不仅对压铸工艺要求低,而且填充更顺畅,各部进料比较同步。各部进料比较同步。各部进料比较同步。
技术研发人员:戚启光
受保护的技术使用者:东莞鸿图精密压铸有限公司
技术研发日:2020.12.07
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

