1.本技术涉及包装箱手提绳组装设备的技术领域,尤其是涉及一种包装箱手提绳孔自动加固机构。
背景技术:
2.包装箱是一种应用广泛的纸制品,使用纸板制成的包装箱给货物运输提供了便利。包装箱上能够通过安装手提绳,进一步提升包装箱的便利性,使用人员能够通过手提绳搬运包装箱,使用方便。
3.相关的带有手提绳的包装箱包括箱体和手提绳,在实际生产中,使用人员需要在流水线上对纸板打孔,纸板上开设两个通孔,再将手提绳两端通过通孔插入纸板上,手提绳的端部通过胶粘连接在纸板上。使用人员将纸板折叠成箱体结构,从而能够使用。由于纸板结构强度较低,将手提绳端部粘贴在纸板上,会造成箱体所能承重较低,当箱体内载荷较大时,手提绳会撕裂纸板表面并与纸板脱离连接。为提升纸板与手提绳粘连点的结构强度,使用人员能够在纸板上粘贴加固条,再将手提绳端部粘贴在加固条上,从而使手提绳通过加固条与纸板粘接,手提绳上所受拉力通过加固条传递在纸板表面,加固条面积大于手提绳端部面积,纸板表面压强减小,从而提升连接强度。
4.上述中的现有技术方案存在以下缺陷:在流水线加工中将加固条粘贴在纸板上并压平工序繁多,较为不便,使流水线加工纸板效率降低。
技术实现要素:
5.为了提升在纸板上粘贴和压平加固条的效率,本技术提供一种包装箱手提绳孔自动加固机构。
6.本技术提供的一种包装箱手提绳孔自动加固机构采用如下的技术方案:
7.一种包装箱手提绳孔自动加固机构,包括机架,机架上设置有用于传送纸板的传送机构,传送机构上方设置有用于对纸板涂胶的涂胶机构和竖直往复机构,传送机构上方设置有安装架,竖直往复机构包括滑动架和往复动力机构,滑动架滑动连接在安装架上,往复动力机构设置在安装架上,往复动力机构用于驱动滑动架沿竖直方向往复移动,滑动架上设置有用于传送加固条的送带机构,滑动架上设置有滑动连接有用于切割加固条的切割刀,滑动架上滑动连接有用于将加固条压平在纸板上的下压台,切割刀和下压台设置在送带机构上方。
8.通过采用上述技术方案,通过在机架上设置传送机构,使传送机构能够水平传送纸板,通过在传送机构上方设置竖直往复机构,在安装架上设置滑动架,使滑动架能够竖直滑动并带动切割刀和下压台竖直移动,通过在安装架上设置送带机构,使加固条能够传送至安装台上并位于下压台和切割刀下方,通过使滑动架带动下压台和切割刀竖直移动,使切割刀切断送带机构传送的加固条并使下压台将切断的加固条压在纸板上。
9.可选的,安装架下方设置有落刀台,送带机构设置在落刀台上方,切割刀设置在落
刀台上方。
10.通过采用上述技术方案,通过在安装架下方设置落刀台,使切割刀能够下落至落刀台上,从而使落刀台和切割刀夹持加固条并切断加固条,通过在安装架上设置落刀台,从而避免切割刀下落在纸板上并破坏纸板。
11.可选的,送带机构包括盖板和动力轮,盖板固定在落刀台上,加固条从盖板和落刀台之间通过,动力轮转动连接在安装架上,动力轮上设置有动力机构,动力轮用于将加固条传送至盖板与落刀台之间。
12.通过采用上述技术方案,通过在落刀台上设置盖板,使盖板和落刀台能够夹持加固条,使加固条在动力轮带动下水平移动,使用人员通过控制动力轮转动,能够使加固条从盖板下方平移直至加固条端部伸出至切割刀下方。
13.可选的,盖板上开设有露出槽,动力轮通过露出槽与盖板与落刀台之间的加固条抵接。
14.通过采用上述技术方案,通过在盖板上设置露出槽,使夹持在盖板和落刀台之间的加固条能够从露出槽中露出,通过使动力轮抵接在加固条上,从而减少加固条在盖板与落刀台之间滑移的几率。
15.可选的,滑动架上靠近落刀台一侧竖直设置有滑杆,下压台滑动连接在滑杆上,滑杆上套设有弹簧,弹簧一端固定在滑动架上,另一端固定在下压台上,自然状态下,弹簧顶动下压台并使下压台位于滑杆端部。
16.通过采用上述技术方案,通过在滑动架上设置滑杆,使下压台滑动连接在滑杆上,从而使滑杆起到对下压台限位的效果,通过在滑杆上套设弹簧,使弹簧能够顶在下压台上,进而使自然状态下下压台位于滑杆端部,当下压台下落时,下压台能够抵接在纸板上,随着滑动架继续下落,下压台挤压弹簧并在滑杆上滑动,起到保护纸板的效果。
17.可选的,切割刀滑动连接在下压台上,切割刀与下压台之间设置有复位弹簧,自然状态下,复位弹簧顶动切割刀,使切割刀的下端高度低于下压台下侧的高度。
18.通过采用上述技术方案,通过在下压台上滑动连接切割刀,使切割刀在复位弹簧作用下位于下压台下端,当滑动架带动下压台下移时,切割刀先接触落刀台上的加固条并切断加固条,随着滑动架继续下落,切割刀抵接在落刀台上并在下压台上滑动,从而使下压台能够抵接在纸板上并将切断的加固条压平在纸板上。
19.可选的,往复动力机构包括圆盘和摇臂,圆盘转动连接在安装架上,圆盘上连接有动力装置,摇臂一端转动连接在圆盘上,另一端转动连接在滑动架上。
20.通过采用上述技术方案,通过在安装架上设置圆盘,使圆盘能够转动并带动摇臂移动,通过将摇臂转动连接在滑动架上,使摇臂能够带动滑动架在安装架上竖直往复移动。
21.可选的,安装架上竖直设置有竖杆,滑动架滑动连接在竖杆上。
22.通过采用上述技术方案,通过在安装架上设置竖杆,使滑动架能够带在竖杆上往复滑动,竖杆起到限位作用,减少滑动架在水平方向移动的几率。
23.综上所述,本技术的有益技术效果为:
24.1.通过在机架上设置传送机构,使传送机构能够水平传送纸板,通过在传送机构上方设置竖直往复机构,在安装架上设置滑动架,使滑动架能够竖直滑动并带动切割刀和下压台竖直移动,通过在安装架上设置送带机构,使加固条能够传送至安装台上并位于下
压台和切割刀下方,通过使滑动架带动下压台和切割刀竖直移动,使切割刀切断送带机构传送的加固条并使下压台将切断的加固条压在纸板上;
25.2.通过在落刀台上设置盖板,使盖板和落刀台能够夹持加固条,使加固条在动力轮带动下水平移动,使用人员通过控制动力轮转动,能够使加固条从盖板下方平移直至加固条端部伸出至切割刀下方;
26.3.通过在下压台上滑动连接切割刀,使切割刀在复位弹簧作用下位于下压台下端,当滑动架带动下压台下移时,切割刀先接触落刀台上的加固条并切断加固条,随着滑动架继续下落,切割刀抵接在落刀台上并在下压台上滑动,从而使下压台能够抵接在纸板上并将切断的加固条压平在纸板上。
附图说明
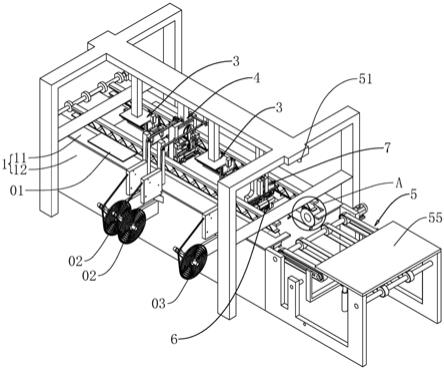
27.图1是本技术的整体结构示意图。
28.图2是图1中a部分的局部放大示意图。
29.图3是涂胶机构的安装结构示意图。
30.图4是竖直往复机构的连接关系示意图一。
31.图5是打孔刀与下压台的连接关系示意图。
32.图6是竖直往复机构的连接关系示意图二。
33.图7是检测机构的连接关系示意图。
34.图8是插绳机构的局部剖视示意图。
35.图9是下压机构与插绳机构的安装关系示意图。
36.附图标记:01、纸板;02、加固条;03、手提绳;1、机架;11、底板;12、侧板;2、传送机构;21、传送辊;22、传送带;221、推板;23、压持件;230、水平安装部;231、弹片;232、水平压板;3、涂胶机构;31、涂抹件;32、驱动机构;320、固定板;321、竖直移动件;322、水平移动件;323、架体;324、滑动台;4、竖直往复机构;40、安装架;401、落刀台;402、让位槽;41、滑动架;411、竖杆;42、往复动力机构;421、圆盘;422、摇臂;43、滑杆;44、弹簧;45、下压台;46、切割刀;47、打孔刀;48、送带机构;481、盖板;482、动力轮;483、露出槽;5、检测机构;51、摄像头;52、水平传送机构;521、主动轴;522、辊轮一;523、带体一;524、传动轮一;53、剔除机构;531、转动架;532、辊轮二;533、带体二;534、传动轮二;535、连接槽;54、抬升机构;541、抬升件;542、抬升架;543、连接部;544、滑动部;55、放置平台;6、插绳机构;61、供料机构;611、固定件;612、供料轮;613、插入槽;614、通过槽;615、进刀槽;616、进料槽;617、卡件;62、切断刀具;63、顶入件;64、滑板;7、下压机构;70、滑轨;71、竖直滑移机构;711、滑动动力件;712、滑块;72、压平机构;720、水平架;721、动力压杆;722、转动臂;723、水平连接件;724、下压块。
具体实施方式
37.以下结合全部附图对本技术作进一步详细说明。
38.参照图1,为本技术公开的一种包装箱手提绳孔自动加固机构,包括机架1,机架1包括两个底板11和两个侧板12,侧板12互相垂直且竖直设置在地面上,两个侧板12上相对的平面上设置底板11,两个底板11水平设置且互相平齐,两底板11之间形成空腔。空腔之间
设置有用于支撑纸板01中部的支撑板,支撑板与底板11平齐。空腔内设置有用于传送纸板01的传送机构2,传送机构2设置在机架1上。侧板12上设置有一个用于对纸板01上表面涂胶的涂胶机构3,侧板12上设置有用于在涂胶后的纸板01上粘贴加固条02的竖直往复机构4,竖直往复机构4用于将加固条02切割并压在纸板01上,竖直往复机构4还用于在加固条02和纸板01上打孔。机架1上设置有用于检测并剔除加工不合格的纸板01的检测机构5。机架1上设置有用于在开孔后的纸板01上插入手提绳03的插绳机构6,涂胶机构3设置为两个,插绳机构6与检测机构5之间设置一个涂胶机构3,插入纸板01的手提绳03通过胶粘连接在加固条02上。机架1上设置有将手提绳03端部压在加固条02上的纸板01。纸板01在传送机构2上依次通过竖直往复机构4、检测机构5和插绳机构6,从而使手提绳03插入纸板01中并固定在加固条02上。
39.参照图1和图2,传送机构2包括若干传送辊21和两个传送带22,若干传送辊21分为两组,传送辊21均设置在同一高度。两组传送辊21均转动连接在机架1上,两个传送带22分别套设在一组传送辊21上。传送辊21上设置有动力装置。传送带22上沿传送带22延伸方向依次间隔设置有多个推板221,推板221的高度高于传送带22的高度。使用人员将纸板01放置在底板11上,使传送带22驱动推板221移动,进而使推板221能够卡在纸板01侧部并带动纸板01平移,起到传送纸板01的效果。机架1上设置有两个用于压持纸板01的压持件23,压持件23分别设置在一个底板11上方,压持件23和底板11夹持纸板01的侧边,从而起到减少纸板01偏移传送方向的效果。压持件23包括多个倾斜设置的弹片231和水平压板232,侧板12上设置有水平安装部230,水平安装部230的长度方向与传送机构2传送方向平行。弹片231沿水平安装部230长度方向依次间隔排列,弹片231一端固定在水平安装部230上,另一端与水平压板232连接。水平压板232用于抵接在纸板01上。
40.参照图1和图3,涂胶机构3包括用于放出和涂抹胶水的涂抹件31和驱动涂抹件31移动的驱动机构32,机架1上设置有固定板320,固定板320设置在传送机构2上方,驱动机构32设置在固定板320上。驱动机构32包括竖直移动件321、水平移动件322、架体323和滑动台324,架体323滑动连接在固定板320上,架体323的滑动方向与传送机构2的传送方向平行。滑动台324滑动连接在架体323上,滑动台324的滑动方向为竖直方向。涂抹件31设置在滑动台324上靠近底板11的一侧上。竖直移动件321用于驱动滑动台324在架体323上往复移动,竖直移动件321可选用为液压缸,液压缸液压缸的缸体竖直设置且固定在架体323上,液压缸的活塞杆固定连接在滑动台324上。水平移动件322用于驱动架体323在固定板320上滑动,水平移动件322可选用齿轮齿条结构。固定板320上设置有电机,电机输出轴上设置有齿轮,架体323上设置有齿条,齿轮与齿条啮合,使用人员通过控制电机正反转,能够使电机驱动架体323水平滑动。当纸板01移动至涂胶机构3下方时,竖直移动件321带动滑动台324下落,从而使涂抹件31抵接在纸板01上表面上并涂抹胶水,此时电机驱动架体323移动,从而使涂抹件31沿水平方向滑动,使涂抹件31能够在较大范围内涂抹胶水。竖直移动件321和水平移动件322能够驱动涂抹件31往复移动,从而使涂抹件31能够自动且高效地涂抹传送机构2上的纸板01。
41.参照图1和图4,竖直往复机构4包括竖直滑动的滑动架41和用于驱动滑动架41移动的往复动力机构42。侧板12上设置有安装架40,安装架40安装在传送机构2上方。安装架40上竖直设置有两根竖杆411,滑动架41滑动连接在竖杆411上。往复动力机构42包括圆盘
421和摇臂422,圆盘421转动连接在安装架40上,圆盘421上设置有动力装置,圆盘421能够在安装架40上回转。摇臂422一端转动连接在圆盘421上远离圆心的一侧,另一端转动连接在滑动架41中部。摇臂422一端通过圆盘421驱动做圆周运动,从而使摇臂422上与滑动架41连接的一端带动滑动架41在竖杆411上往复移动。
42.参照图4和图6,为使手提绳03端部能够固定在连接强度较强的加固条02上,需要在纸板01上贴设两块加固条02,并在加固条02上打孔,从而使手提绳03的两端能够插入两个通孔中并粘接在加固条02上。安装架40上设置有用于将长条形的加固条02输送至滑动架41下方的送带机构48。安装架40上设置有落刀台401,送带机构48将加固条02水平传送至落刀台401上并伸出。送带机构48传输加固条02的方向与传送机构2的传送方向平行。滑动架41上设置有用于切割加固条02的切割刀46和用于在加固条02压平的下压台45。切割刀46在竖直方向上往复移动并将伸出至落刀台401外的部分加固条02切断,下压台45压平切断的加固条02,使切断的加固条02固定在纸板01上。送带机构48包括盖板481和动力轮482,盖板481水平设置且固定在落刀台401上,加固条02经传送轮传送至盖板481和落刀台401之间。盖板481上开设有两个露出槽483,安装架40上设置有两个连接有动力装置的动力轮482,动力轮482转动连接在安装架40上并通过露出槽483抵接在盖板481和落刀台401之间的加固条02上。使用人员通过控制动力轮482转动,能够使动力轮482带动加固条02端部移动并伸出至落刀台401外,起到持续送料的效果。
43.参照图4和图5,滑动架41上靠近传送机构2的一侧上竖直设置有两个滑杆43,滑杆43上套设有弹簧44。下压台45滑动连接在滑杆43上。下压台45用于将加固条02压平在纸板01上涂有胶水的区域上。弹簧44套设在滑杆43上,弹簧44一端固定在滑动架41上,另一端固定在下压台45上。切割刀46滑动连接在下压台45上一侧,切割刀46与下压台45之间设置有复位弹簧,自然状态下,复位弹簧顶动切割刀46,使切割刀46的下端高度低于下压台45下侧的高度,落刀台401上开设有让位槽402,下压台45随滑动架41下移时能够将输送至安装架40上的长条形加固条02切断为方块形,此时往复动力机构42继续带动滑动架41下移,使切割刀46伸入让位槽402中并抵接在落刀台401上,随着滑动架41继续滑动,切割刀46相对下压台45滑动,使切割刀46始终抵接在落刀台401上,同时下压台45能够继续向下移动。同时下压台45抵在切断的加固条02上并使加固条02抵接在纸板01上表面上,起到切断加固条02和压平加固条02的效果。
44.参照图4和图5,每个滑杆43上设置有用于对贴有加固条02的纸板01部分打孔的打孔刀47,打孔刀47竖直设置在滑杆43上靠近传送机构2的一端上。下压台45上开设有两个容纳槽,滑杆43通过容纳槽与下压台45滑动连接,自然状态下,打孔刀47收入至容纳槽中。当下压台45随滑动架41下移而压持加固条02时,随着滑动架41带动滑杆43下移,下压台45始终抵接在纸板01上并挤压弹簧44,此时打孔刀47逐渐从容纳槽中滑出并抵接在纸板01上。通过使往复动力机构42驱动滑动架41,能够使打孔刀47贯穿加固条02和纸板01。当往复动力机构42带动滑动架41上移时,滑杆43带动打孔刀47上移,下压台45受到弹簧44推动向下移动,从而使上移过程中下压台45能够继续抵接在纸板01上直至弹簧44恢复形变。滑动架41继续上移,能够使打孔刀47收入下压台45中,并使切割刀46随下压台45上移,此时使用人员通过送带机构48使加固条02伸出至下压台45下方,方便使用人员加工大量纸板01。
45.参照图1和图7,检测机构5包括图像采集模块、水平传送机构52和两个剔除机构
53。机架1上设置两个传送机构2,检测机构5设置在两个传送机构2之间,水平传送机构52与传送机构2平齐,传送机构2上的纸板01从出料端平移至水平传送机构52上继续移动。图像采集模块可选用摄像头51,摄像头51设置在水平传送机构52上方,两个剔除机构53设置在水平传送机构52两侧。摄像头51用于对水平传送机构52上的纸板01拍照,摄像头51上设置有图像对比模块,使用人员将符合加工要求的已加工纸板01照片上传至图像对比模块中,通过图像对比模块使摄像头51拍摄的纸板01照片与上传的符合要求的纸板01照片进行图像相似度对比。图像对比模块通过对比图像的轮廓和清晰度等参数进而判断纸板01是否符合加工要求,当通过的纸板01照片与符合要求的纸板01照片相似度过低时,图像对比模块即可判断通过摄像头51下方的纸板01不符合加工要求。图像对比模块输出端电连接有控制器,控制器的输出端电连接有继电器,继电器用于控制剔除机构53动作。
46.参照图7,水平传送机构52包括主动轴521、若干辊轮一522、两个带体一523和两个传动轮一524。主动轴521水平设置且转动连接在机架1上,主动轴521上设置有动力装置,若干传动轮一524固定在主动轴521上,辊轮一522转动连接在机架1上,辊轮一522与传动轮一524平齐,带体一523套设在辊轮一522和传动轮一524上。传动轮一524在主动轴521带动下转动,从而使带体一523转动并传送纸板01。剔除机构53包括转动架531、若干辊轮二532、带体二533和传动轮二534,传动轮二534固定在主动轴521上,转动架531一端转动连接在主动轴521上,辊轮二532转动连接在转动架531上,辊轮二532沿转动架531长度方向依次间隔设置。带体二533套设在辊轮二532和传动轮二534上。转动架531上设置有用于驱动转动架531转动的抬升机构54。水平传送机构52和剔除机构53传送方向平行。主动轴521同时带动带体一523和带体二533回转,从而使纸板01能够在带体一523和带体二533上以相同速度传送。自然状态下,带体一523和带体二533平齐,抬升机构54能够使转动架531向上转动,从而使不合格的纸板01沿倾斜的转动架531方向移动。机架1上设置有用于收集不合格的纸板01的放置平台55,放置平台55水平设置在水平传送机构52上方,转动架531上远离主动轴521的一端能够转动至指向放置平台55,从而使不合格纸板01传送至放置平台55上,方便收集。
47.参照图7,抬升机构54包括抬升件541和抬升架542,抬升件541可选用液压缸,抬升件541竖直设置在地面上,抬升件541上端与抬升架542连接。抬升架542包括水平设置的连接部543和两个竖直设置的滑动部544,连接部543与抬升件541连接,滑动部544端部与转动架531滑动连接。转动架531上沿转动架531长度方向开设有连接槽535,滑动部544端部通过连接槽535滑动连接在转动架531上。继电器电连接在抬升件541油缸的电磁阀所在电路中,图像对比模块能够通过继电器控制抬升件541竖直伸缩,从而使抬升件541能够顶起转动架531,此时转动架531与抬升件541连接处在连接槽535内滑动,使转动架531将不合格纸板01传送至放置平台55上。
48.参照图8和图9,插绳机构6包括用于将手提绳03送入机架1中的供料机构61、用于将手提绳03切断为较短长条形的切断刀具62和两个用于将切断后的手提绳03两端顶入纸板01的通孔中的顶入件63。固定件611下方设置有滑板64,滑板64上设置有用于驱动滑板64在竖直方向上往复移动的动力机构。切断刀具62和顶入件63设置在滑板64上。滑板64通过动力机构竖直移动,从而使切断刀具62和顶入件63能够往复移动。
49.参照图8,供料机构61包括固定件611,固定件611水平设置在两个底板11之间的空腔中,固定件611上表面与底板11平齐,固定件611上水平开设有用于插入手提绳03的进料
槽616。固定件611上设置有卡件617,卡件617设置在进料槽616上靠近纸板01的一侧上。固定件611上转动连接有连接有动力装置的供料轮612,供料轮612能够将较长的手提绳03传送至两底板11之间并插入至进料槽616中。固定件611上竖直开设有两个插入槽613和一个进刀槽615,插入槽613与进刀槽615与进料槽616连通。进刀槽615开设在两个插入槽613上远离长条状的手提绳03端部的一侧。
50.参照图8和图9,当手提绳03进入进料槽616后,滑板64带动切断刀具62和顶入件63移动。顶入件63固定在滑板64上,切断刀具62滑动连接在滑板64上,切断刀具62的滑动方向与滑板64的滑动方向平行。切断刀具62上固定有复位弹簧,复位弹簧一端固定在切断刀具62上,另一端固定在滑板64上,复位弹簧的长度方向与切断刀具62的滑动方向平行。自然状态下,切断刀具62端部高于顶入件63的高度。进刀槽615开设为盲槽,插入槽613开设为通槽,当滑板64竖直上移时,切断刀具62首先进入进刀槽615中并切断位于进料槽616内的手提绳03,此时滑板64继续移动,切断刀具62抵接在进刀槽615底部并相对顶入件63滑动。顶入件63随滑板64继续上移并进入插入槽613中,顶入件63能够将手提绳03端部顶入纸板01的通孔中并贯穿纸板01,从而使手提绳03的两端贯穿纸板01中。手提绳03中部贴合在卡件617上,从而使手提绳03固定在固定件611中,当顶入件63同时顶动手提绳03的端部时,能够减少手提绳03滑移或从固定件611中脱离的几率。固定件611上开设有通过槽614,当手提绳03穿入纸板01中后,纸板01由传送机构2带动平移,固定件611中的部分手提绳03能够随纸板01移出固定件611中。
51.参照图8和图9,机架1上设置有用于将插入纸板01中的手提绳03端部压平在纸板01上表面上的下压机构7,下压机构7设置在插绳机构6上方。下压机构7包括竖直滑移机构71和两个压平机构72。机架1上竖直设置有滑轨70。滑轨70竖直设置在传送机构2上方,竖直滑移机构71设置在滑轨70中。竖直滑移机构71包括滑动动力件711和滑块712,滑块712滑动连接在滑轨70内,滑块712的滑动方向为竖直方向。滑动动力件711可选用为液压缸,液压缸竖直固定在滑轨70上,液压缸的活塞杆固定在滑块712上,使用人员通过控制液压缸周期性伸缩,从而使滑块712竖直往复移动。
52.参照图8和图9,滑轨70上靠近底板11的一端上水平设置有水平架720。压平机构72设置在水平架720上。压平机构72包括动力压杆721、两个转动臂722和水平连接件723。动力压杆721一端转动连接在滑块712上,另一端转动连接在水平连接件723上,两个转动臂722一端转动连接在水平架720上,另一端与水平连接件723连接,两个转动臂722转动时始终互相平行,水平连接件723由动力压杆721带动而转动时始终水平。水平连接件723上设置有下压块724,下压块724用于随水平连接件723转动并抵接手提绳03上伸出至纸板01上方的端部,由于下压块724在水平连接件723上的移动路径为以转动臂722为半径的圆弧,所以下压块724能够在手提绳03一侧下降并压抵接在纸板01上,从而使手提绳03的端部折叠并粘接在纸板01上。当下压块724下压时,纸板01位于固定件611上,固定件611起到支撑纸板01的作用,固定件611和下压块724夹持纸板01,从而提升手提绳03端部与加固条02的连接强度。
53.本实施例的实施原理为:通过在机架1上设置传送机构2,使传送机构2能够带动纸板01移动并通过涂胶机构3,通过在传送机构2上方设置竖直往复机构4,使竖直往复机构4能够将加固条02切断并压在纸板01上,同时在纸板01上打孔。粘接有加固条02的纸板01通过检测机构5,不合格的纸板01能够经剔除机构53传送至放置平台55上,通过在机架1上设
置插绳机构6,使手提绳03的两端能够插入至纸板01上的通孔中,通过在机架1上设置下压机构7,使下压机构7能够压折手提绳03的端部并将手提绳03的端部压在涂有胶水的加固条02上。
54.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

