本发明涉及灭火器生产技术领域,尤其是一种灭火器智能生产线。
背景技术:
灭火器是一种可携式灭火工具。灭火器内放置化学物品,用以救灭火灾。灭火器是常见的防火设施之一,存放在公众场所或可能发生火灾的地方,不同种类的灭火器内装填的成分不一样,是专为不同的火灾起因而设。使用时必须注意以免产生反效果及引起危险。
在灭火器的生产流程中,首先需要生产出灭火器灌。制备灭火器灌时,先将钢带锻造或者冷轧弯曲成圆筒状并焊接成瓶体,再在瓶体两端套装上预先加工好的封盖,然后将封盖与瓶体焊接成一体,之后将瓶体、封盖和底圈组装和焊接,之后再加入干粉和检测整体气密性;但是现在的灭火器生产自动化程度不高,焊接瓶身和瓶体时较为麻烦,焊接效率低,安全性不佳,且在瓶体喷涂时固定瓶体较为麻烦,喷涂效率不高,喷涂均匀性差。
技术实现要素:
针对现有技术存在的不足,本发明的目的在于提供一种灭火器智能生产线,用于解决上述背景技术中的问题。
本发明的技术方案是这样实现的:一种灭火器智能生产线,其特征在于:包括用于生产灭火器瓶体的瓶体生产机构、用于检测灭火器瓶体气密性的气密性检测机构、对灭火器瓶体外壁喷涂漆料的喷涂机构、用于向灭火器瓶体内添加粉料的干粉灌装机构以及阀体安装机构,所述瓶体生产机构、气密性检测机构、喷涂机构、干粉灌装机构和阀体安装机构均与plc控制系统连接,还包括用于连接各机构的输送机构,所述输送机构用于输送灭火器瓶体;所述瓶体生产机构中设置有用于对瓶体进行焊接的焊接机构,所述焊接机构包括焊接架,所述焊接架上设置有气流通道,所述焊接架下端设置有第一升降槽,所述焊接架上端设置有第二升降槽,所述气流通道连通第一升降槽和第二升降槽,所述第一升降槽和第二升降槽内分别设置有第一活塞和第二活塞,所述第一活塞上端固定有第一活动杆,所述第一活动杆上端安装有用于支撑瓶体的瓶身的第一弧形块,所述第一弧形块上端设置有吸盘,所述第二活塞下端固定有第二活动杆,所述第二活动杆下端安装有第二弧形块,所述第二弧形块下端设置有海绵层,所述第一升降槽的直径大于第二升降槽的直径,所述焊接架上还设置有用于夹持瓶体的瓶底的夹持件以及用于焊接瓶体的瓶身和瓶底的气焊单元。
优选为:所述气焊单元包括安装在焊接架上的氧气瓶、可燃气瓶和焊枪,所述氧气瓶上安装有氧气管,所述可燃气瓶上安装有可燃气管,所述氧气管和可燃气管上均设置有调节阀,所述焊枪上安装有与其连通的混合管,所述氧气管和可燃气管均与混合管连通。
优选为:所述气焊单元还包括喷气嘴,焊接架上安装有氮气瓶,所述氮气瓶内储存有液氮,所述氮气瓶上安装有氮气管,所述氮气罐与喷气嘴连通,所述氮气管上安装有排空管,所述排空管与混合管连通,所述排空管和氮气管上均安装有截止阀。
优选为:所述喷气嘴与氮气罐之间还设置有伸缩管,所述喷气嘴上还设置有手柄,所述夹持件上还设置有管支架,所述管支架用于支撑所述氮气管。
优选为:所述气密性检测机构与喷涂机构之间设置有补焊机构,所述补焊机构用于对气密性不佳的我灭火器瓶体进行再次焊接,所述补焊机构与焊接机构结构相同。
优选为:所述喷涂机构包括喷箱、设于喷箱内的喷涂装置以及贯穿所述喷箱用于输送瓶体的输送单元,所述输送单元与输送机构连接,所述输送单元包括输送支架和控制输送支架移动的驱动机构,所述输送支架下端均匀设置有若干个用于悬挂固定瓶体的悬挂单元,所述输送支架上端还设置有用于控制各悬挂单元转动的第一电机,所述输送支架下端设置有限位盘,所述悬挂单元固定在限位盘底部,所述第一电机的输出端穿过输送支架与限位盘的中心处固定连接;所述悬挂单元包括挂杆以及设置在挂杆下端的固定件,所述固定件的一端可穿入灭火器瓶体并从灭火器瓶体内部支撑灭火器瓶体;所述挂杆上在固定件上方套设有盖环。
优选为:所述固定件包括固定在挂杆底部的电动推杆、固定在电动推杆底部且受电动推杆控制上下移动的升降块、一端铰接于挂杆上的第一支撑杆以及一端铰接于升降块上的第二支撑杆,所述第一支撑杆与第二支撑杆相互靠近的一端铰接设置;所述第一支撑杆上端设置有橡胶防护块,所述橡胶防护块向远离挂杆的一端延伸。
优选为:所述喷涂装置包括分别设置在输送支架两侧的两个喷涂单元、安装在喷箱上的第二电机、连接两个喷涂单元的连接架以及向喷涂单元输送喷漆的送料管,所述送料管与喷涂单元连通,所述第二电机的输出端穿过喷箱与连接架固定连接。
优选为:所述喷涂单元包括壳体,所述壳体与连接架固定连接,所述壳体内竖直设置有储料管,所述储料管与送料管连通,所述储料管靠近输送支架的一侧设置有若干个喷射头,各喷射头均通过软管与储料管连通,各喷射头之间通过连杆固定连接,所述壳体靠近输送支架的一侧开设有活动口,所述喷射头的输出端穿出所述活动口,所述壳体内设置有气缸,所述气缸的输出端与喷射头连接且控制喷射头上下移动。
优选为:所述阀体安装机构后还设置有码垛机构,所述码垛机构用于将制备完成的灭火器搬运至成品库。
本发明的有益效果是:
(1)自动化程度高,在气密性检测后添加了补焊装置,及时对焊接不合格的瓶体进行补焊,保证瓶体的质量,并在制备完成后通过码垛机构进行运输,直接输送至成品库存放,输送方便,避免人工搬运产生磕碰,提高生产效率。
(2)通过焊接机构的设置,在固定瓶身时,只需将瓶身放置到第一弧形块上,通过气流通道的气压传递,控制第二弧形块向下挤压瓶身,完成对瓶身的固定,不用另外设立固定机构即可完成对瓶身的固定,使用方便,节约能源,且通过吸盘与瓶身的吸附设置,进一步提高瓶身固定的稳定。
(3)通过气焊单元的设置,对瓶身和瓶体进行气焰焊接,焊接效率高,且在焊接前后对焊接处以及混合管用氮气进吹扫,清理焊接处的其他杂质和混合管内的其他气体,并使焊接处形成惰性环境,大幅度提高了焊接的稳定性和安全性,避免其他杂质气体存在影响焊接工作,并且在焊接后利用液氮的汽化吸收热量,对焊接后的瓶体进行冷却,进一步提高焊接的安全性和稳定性。
(4)通过输送支架输送瓶体,输送稳定,不用人工进行输送,且通过plc控制输送支架输送可控制可保证各瓶体在喷箱内的喷涂时间相同,各瓶体的喷涂效果均匀一致,利用固定件对灭火器瓶体进行从内部的悬挂固定,保证瓶体外表面喷涂完全,直接通过电动推杆控制第一支撑杆和第二支撑杆的形态即可控制瓶体的悬挂固定,稳定方便。
(5)在喷涂时,通过第一电机控制灭火器瓶体转动,使灭火器瓶体全方位喷涂,提高喷涂的全面性,通过第二电机带动连接架转动从而带动喷涂单元转动,对灭火器瓶体进行旋转的喷涂,控制瓶体与喷涂单元的相对转动,提高喷涂效率,保证喷涂的均匀性,同时控制气缸带动喷射头上下移动,使其在转动喷涂的过程中进行不同高度的喷涂,进一步提高瓶体喷涂的均匀性。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
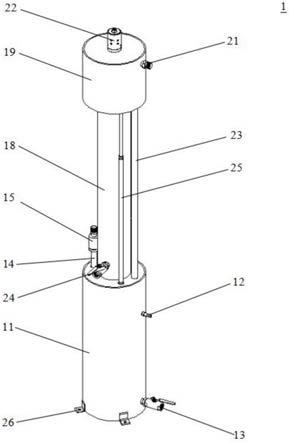
图1为本发明具体实施方式中焊接机构的结构示意图;
图2为本发明具体实施方式中机构的侧向截面结构示意图;
图3为本发明具体实施方式中第一弧形块的结构示意图;
图4为本发明具体实施方式中喷气嘴的安装示意图;
图5为本发明具体实施方式中喷涂机构的结构示意图;
图6为本发明具体实施方式中悬挂单元的位置示意图;
图7为本发明具体实施方式中喷涂装置的结构示意图;
图8为本发明具体实施方式中喷涂单元的结构示意图;
图9为本发明具体实施方式中固定件支撑瓶体时的结构示意图;
图10为本发明具体实施方式中固定件进入瓶体时的结构示意图;
图中示例为:1焊接架,2气流通道,3第一升降槽,4第二升降槽,5第一活塞,6第二活塞,7第一活动杆,8第二活动杆,9第一弧形块,10吸盘,11第二弧形块,12海绵层,13夹持件,14氧气瓶,15可燃气瓶,16焊枪,17混合管,18喷气嘴,19氮气瓶,20氮气管,21排空管,22伸缩管,23手柄,24管支架,25输送支架,26第一电机,27限位盘,28挂杆,29喷箱,30电动推杆,31升降块,32第一支撑杆,33第二支撑杆,34橡胶防护块,35第二电机,36连接架,37送料管,38壳体,39储料管,40喷射头,41软管,42活动口,43气缸,44盖环。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
如图1~4所示,本发明公开了一种灭火器智能生产线,在本发明的具体实施方式中,包括用于生产灭火器瓶体的瓶体生产机构、用于检测灭火器瓶体气密性的气密性检测机构、对灭火器瓶体外壁喷涂漆料的喷涂机构、用于向灭火器瓶体内添加粉料的干粉灌装机构以及阀体安装机构,所述瓶体生产机构、气密性检测机构、喷涂机构、干粉灌装机构和阀体安装机构均与plc控制系统连接,还包括用于连接各机构的输送机构,所述输送机构用于输送灭火器瓶体;所述瓶体生产机构中设置有用于对瓶体进行焊接的焊接机构,所述焊接机构包括焊接架1,所述焊接架1上设置有气流通道2,所述焊接架1下端设置有第一升降槽3,所述焊接架1上端设置有第二升降槽4,所述气流通道2连通第一升降槽3和第二升降槽4,所述第一升降槽3和第二升降槽4内分别设置有第一活塞5和第二活塞6,所述第一活塞5上端固定有第一活动杆7,所述第一活动杆7上端安装有用于支撑瓶体的瓶身的第一弧形块9,所述第一弧形块9上端设置有吸盘10,所述第二活塞6下端固定有第二活动杆8,所述第二活动杆8下端安装有第二弧形块11,所述第二弧形块11下端设置有海绵层12,所述第一升降槽3的直径大于第二升降槽4的直径,所述焊接架1上还设置有用于夹持瓶体的瓶底的夹持件13以及用于焊接瓶体的瓶身和瓶底的气焊单元。
在本实施例中,所述气焊单元包括安装在焊接架1上的氧气瓶14、可燃气瓶15和焊枪16,所述氧气瓶14上安装有氧气管,所述可燃气瓶15上安装有可燃气管,所述氧气管和可燃气管上均设置有调节阀,所述焊枪16上安装有与其连通的混合管17,所述氧气管和可燃气管均与混合管17连通。
在本实施例中,所述气焊单元还包括喷气嘴18,焊接架1上安装有氮气瓶19,所述氮气瓶19内储存有液氮,所述氮气瓶19上安装有氮气管20,所述氮气罐与喷气嘴18连通,所述氮气管20上安装有排空管21,所述排空管21与混合管17连通,所述排空管21和氮气管20上均安装有截止阀。
在本实施例中,所述喷气嘴18与氮气罐之间还设置有伸缩管22,所述喷气嘴18上还设置有手柄23,所述夹持件13上还设置有管支架24,所述管支架24用于支撑所述氮气管20。
在本实施例中,所述气密性检测机构与喷涂机构之间设置有补焊机构,所述补焊机构用于对气密性不佳的我灭火器瓶体进行再次焊接,所述补焊机构与焊接机构结构相同。
在本实施例中,所述阀体安装机构后还设置有码垛机构,所述码垛机构用于将制备完成的灭火器搬运至成品库,输送方便,避免人工搬运产生磕碰。
工作原理为:焊接瓶身与瓶底时,将瓶底固定在夹持件上,将瓶身放置在第一弧形块上,第一弧形块受到瓶身的重力挤压带动第一活动杆下降,从而带动第一活塞在第一升降槽内下降,气流通道内的气体受到挤压,带动第二活塞在第二升降槽内下降,从而带动第二活动杆和第二弧形块下降,由于第一升降槽的直径大于第二升降槽,故第二弧形块下降的距离大于第一弧形块下降的距离,从而达到第二弧形块从上端挤压固定瓶身的目的,第二弧形块挤压瓶身将瓶身与第一弧形块上的吸盘挤压吸附,进一步保证瓶身固定的稳定性,通过海绵层的设置避免第一弧形块划伤瓶体;在固定后,打开氮气瓶、排空管和氮气管上的截止阀氮气输送至混合管内对混合管内进行吹扫将其他气体排出,避免混合管内存在其他气体影响焊接工作,同时通过喷气头喷射氮气对瓶身和瓶底的焊接处进行吹扫,除去其他杂质并保证一定的惰性环境;在吹扫混合管和焊接处后关闭截止阀停止氮气输送,打开氧气瓶和可燃气瓶,氧气和可燃气经过调节阀控制输入比例并进入到混合管内混合输送至焊枪内产生气焰对瓶身和瓶体进行焊接,焊接完成后关闭氧气瓶和可燃气瓶停止氧气和可燃气的输送,重新打开氮气瓶,同理对混合管以及焊接处进行吹扫,氮气的输出吹扫在排除其他气体的同时可保证一定的冷却效果,焊接完成后,将瓶体向上抬动,此时第一弧形块的上升高度小于第二弧形块的上升高度,第一弧形块和第二弧形块之间的距离增大,然后将瓶体横向取出送至下一机构进行生产工作。
实施例2
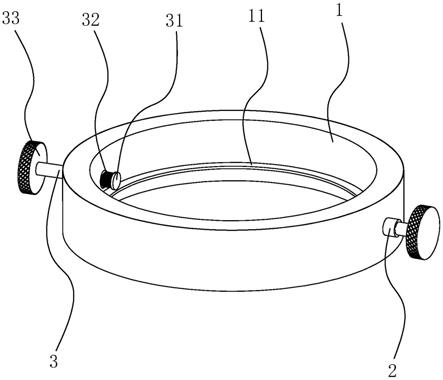
如图5~10所示,本实施例与上述实施例的不同之处在于:在本实施例中,所述喷涂机构包括喷箱29、设于喷箱29内的喷涂装置以及贯穿所述喷箱29用于输送瓶体的输送单元,所述输送单元与输送机构连接,所述输送单元包括输送支架25和控制输送支架25移动的驱动机构,所述输送支架25下端均匀设置有若干个用于悬挂固定瓶体的悬挂单元,所述输送支架25上端还设置有用于控制各悬挂单元转动的第一电机26,所述输送支架25下端设置有限位盘27,所述悬挂单元固定在限位盘27底部,所述第一电机26的输出端穿过输送支架25与限位盘27的中心处固定连接;所述悬挂单元包括挂杆28以及设置在挂杆28下端的固定件,所述固定件的一端可穿入灭火器瓶体并从灭火器瓶体内部支撑灭火器瓶体;所述挂杆28上在固定件上方套设有盖环44。
在本实施例中,所述固定件包括固定在挂杆28底部的电动推杆30、固定在电动推杆30底部且受电动推杆30控制上下移动的升降块31、一端铰接于挂杆28上的第一支撑杆32以及一端铰接于升降块31上的第二支撑杆33,所述第一支撑杆32与第二支撑杆33相互靠近的一端铰接设置;所述第一支撑杆32上端设置有橡胶防护块34,所述橡胶防护块34向远离挂杆28的一端延伸,在支撑时橡胶防护块延伸的部分弯折与瓶体内侧壁接触,对瓶体侧方进行防护且增大接触面积避免喷涂时瓶体晃动。
在本实施例中,所述喷涂装置包括分别设置在输送支架25两侧的两个喷涂单元、安装在喷箱29上的第二电机35、连接两个喷涂单元的连接架36以及向喷涂单元输送喷漆的送料管37,所述送料管37与喷涂单元连通,所述第二电机35的输出端穿过喷箱29与连接架36固定连接。
在本实施例中,所述喷涂单元包括壳体38,所述壳体38与连接架36固定连接,所述壳体38内竖直设置有储料管39,所述储料管39与送料管37连通,所述储料管39靠近输送支架25的一侧设置有若干个喷射头40,各喷射头40均通过软管41与储料管39连通,各喷射头40之间通过连杆固定连接,所述壳体38靠近输送支架25的一侧开设有活动口42,所述喷射头40的输出端穿出所述活动口42,所述壳体38内设置有气缸43,所述气缸43的输出端与喷射头40连接且控制喷射头40上下移动。
工作原理:在进行喷涂工作时,先将灭火器瓶体固定在输送支架上,固定步骤为:将灭火器瓶体置于升降块下端,控制电动推杆带动升降块下降,升降块的下降带动第二支撑杆向下移动从而带动第一支撑杆和第二支撑杆转动,第一支撑杆和第二支撑杆之间形成的角度逐渐变大,直至使第一支撑杆和第二支撑杆形成长条状可从灭火器瓶体的瓶口进入到灭火器瓶体内部,在第一支撑杆和第二支撑杆进入到瓶体内部后,通过电动推杆控制升降块上升使第一支撑杆和第二支撑杆之间相互靠近,第一支撑杆和第二支撑杆之间形成的角度逐渐变小,直至两者之间形成锐角角度使其无法从瓶体的瓶口脱出,通过第一支撑杆和第二支撑杆对灭火器瓶体进行支撑,第一支撑杆上端的橡胶防护块与瓶体接触对瓶体进行防护,盖环在喷涂时可封闭瓶口,灭火器瓶体悬挂固定完成;然后控制输送支架带动灭火器瓶体输送,将悬挂好的瓶体输送至喷箱内停止、并进行喷涂,然后进行下一个瓶体的悬挂固定;在一个灭火器瓶体喷涂完成后,输送支架继续输送,将喷涂后的瓶体送出喷箱、固定好未喷涂的瓶体送入喷箱,达到连续喷涂的目的。
喷涂过程为:输送管将喷漆输送至壳体内的储料管内,喷漆经过软管从喷射头喷出至灭火器瓶体上,喷涂时启动第一电机带动挂杆转动,从而带动灭火器瓶体转动,使灭火器瓶体全方位喷涂,同时启动第二电机带动连接架转动从而带动喷涂单元转动,进行旋转的喷涂,控制瓶体与喷涂单元的相对转动,可提高喷涂效率,保证喷涂的均匀性,同时控制气缸带动喷射头上下移动,使其在转动喷涂的过程中进行不同高度的喷涂。
本发明的有益效果是:
(1)自动化程度高,在气密性检测后添加了补焊装置,及时对焊接不合格的瓶体进行补焊,保证瓶体的质量,并在制备完成后通过码垛机构进行运输,直接输送至成品库存放,输送方便,避免人工搬运产生磕碰,提高生产效率。
(2)通过焊接机构的设置,在固定瓶身时,只需将瓶身放置到第一弧形块上,通过气流通道的气压传递,控制第二弧形块向下挤压瓶身,完成对瓶身的固定,不用另外设立固定机构即可完成对瓶身的固定,使用方便,节约能源,且通过吸盘与瓶身的吸附设置,进一步提高瓶身固定的稳定。
(3)通过气焊单元的设置,对瓶身和瓶体进行气焰焊接,焊接效率高,且在焊接前后对焊接处以及混合管用氮气进吹扫,清理焊接处的其他杂质和混合管内的其他气体,并使焊接处形成惰性环境,大幅度提高了焊接的稳定性和安全性,避免其他杂质气体存在影响焊接工作,并且在焊接后利用液氮的汽化吸收热量,对焊接后的瓶体进行冷却,进一步提高焊接的安全性和稳定性。
(4)通过输送支架输送瓶体,输送稳定,不用人工进行输送,且通过plc控制输送支架输送可控制可保证各瓶体在喷箱内的喷涂时间相同,各瓶体的喷涂效果均匀一致,利用固定件对灭火器瓶体进行从内部的悬挂固定,保证瓶体外表面喷涂完全,直接通过电动推杆控制第一支撑杆和第二支撑杆的形态即可控制瓶体的悬挂固定,稳定方便。
(5)在喷涂时,通过第一电机控制灭火器瓶体转动,使灭火器瓶体全方位喷涂,提高喷涂的全面性,通过第二电机带动连接架转动从而带动喷涂单元转动,对灭火器瓶体进行旋转的喷涂,控制瓶体与喷涂单元的相对转动,提高喷涂效率,保证喷涂的均匀性,同时控制气缸带动喷射头上下移动,使其在转动喷涂的过程中进行不同高度的喷涂,进一步提高瓶体喷涂的均匀性。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。