本申请是申请日为2015年12月04日、申请号为201580065907.9、名称为“能量吸收装置”的发明专利申请的分案申请。
本文描述了一种能量吸收装置和使用方法。更具体地,描述了利用装置构件之间的不同能量吸收关系来吸收能量输入的装置和方法。
背景技术:
能量吸收装置可以采取各种形式,在最广泛的意义上,目的在于通过以某种不同的形式转换能量来吸收和/或转化能量输入。一种非限制性示例可以是通过将扭力转化为热能、另一构件的移动、引起重力能变化、引起机械变形等等来分散施加在轴上或联轴器上的扭力。
出于下文描述和简洁的目的,将对安全装置进行参考,特别地是自动收回式救生索(srl),然而,这不应被视为限制性的。注意,srl也可以称为坠落限制器、个人坠落限制器、溜溜球(yo-yos)、路障、路障端部和座椅安全带。
srl在工业安全应用中用于防止从高空坠落。srl通常包括缠绕在线轴上的可延伸和可缩回的绳。用户通常经由具有连接点的保护带将绳的一端连接至他们的身体。在正常移动的情况下,srl允许绳延伸和缩回。如果出现超出预定速率的绳延伸力,则srl起作用以减缓和/或停止绳进一步延伸。绳快速延伸可能是由坠落所致,而srl的减缓/停止性能起作用以防止用户受伤。
为了使srl有效,必须快速检测出绳延伸产生的骤力,并且要快速吸收/转化该力,并且可能地,减少至能量完全转化(如,减少至中止运动)。已存在许多现有设备,通常在构件之间使用闩扣或其它机械互作用装置来吸收能量并减缓/停止坠落。现有srl设备的潜在问题可能在于可靠性,能量吸收中使用的现有机构容易遭受污染、环境衰退、变形和磨损,这些可能在制造过程或现场使用中产生。这些可靠性问题要求进行麻烦的检查和检修,而且可能进一步伤害这些现有设备的用户。本文所描述的装置可以解决这些潜在问题中的一些或者至少向大众提供一种选择。
根据下面仅以示例的方式给出的描述,能量吸收装置和使用方法的其它方面和优点将变得明显。
技术实现要素:
本文描述了装置和使用方法,其利用装置构件之间的不同能量吸收关系特别地经由各种金属成型过程来吸收能量输入。
在第一方面,提供了一种能量吸收装置,包括:
第一能量产生构件;
第二能量吸收构件;并且
当由第一能量产生构件产生超过预定阈值的能量输入时,第二能量吸收构件经由材料成型过程吸收第一构件能量的至少部分。
在第二方面,提供了一种吸收能量的方法,通过下述步骤进行:
(a)选择基本上如上所述的能量吸收装置;
(b)在第一能量产生构件上施加超过预定阈值的能量输入,从而触发第二能量吸收构件经由材料成型过程吸收第一构件能量的至少部分。
发明人已证实,材料成型过程可以提供有效的能量吸收方式。上述吸收可以用作抑制力,减缓或停止第一能量产生构件的移动。
取决于最终配置,上述材料成型过程的优点可能不同,但可以包括:
-快速疏散超过预定阈值的吸收力;
-快速吸收/转化,从部分至能量完全转化;
-所描述的装置具有固有可靠性,因为它们机械简单并且依靠材料的已知和可预测的性质;
-通过材料选择和设计可以避免可能由现有闩扣设备产生的骤停;
-可以吸收高密度力;
-在激发后可以更换能量吸收构件或能量吸收构件的零件,允许在激发后重新设置装置;以及
-能量吸收构件或能量吸收构件的零件具有长的可变形长度(高应变能力)。
附图说明
根据下文仅以示例的方式给出并参考附图的描述,能量吸收装置和使用方法的其它方面将变得明显,在附图中:
图1示出了拉线实施方案的实施例;
图2示出了利用拉线的可能srl实施方案;
图3示出了利用拉线的替代的可能srl实施方案;
图4示出了线性运动挤压的实施方案;
图5示出了旋转运动挤压的实施方案;以及
图6示出了摩擦焊接实施方案。
具体实施方式
如上所述,本文描述了一种装置和使用方法,其利用装置构件之间的不同能量吸收关系特别地经由各种金属成型过程来吸收能量输入。
为了本说明书之目的,术语“约”或“大致”及它们的语法变体是指相对于参考数量、参考水平、参考程度、参考值、参考数字、参考频率、参考百分比、参考尺寸、参考大小、参考量、参考重量或参考长度变化了差不多30%、25%、20%、15%、10%、9%、8%、7%、6%、5%、4%、3%、2%或1%的数量、水平、程度、值、数字、频率、百分比、尺寸、大小、量、重量或长度。
术语“基本上”或其语法变体指的是至少约50%,例如75%、85%、95%或98%。
术语“包括”及其语法变体应当具有包含的意思,即,该术语将被认为是指不仅包括直接提及的所列部件,而且包括其他未指定的部件或元件。
术语“杆”、“线”和“条”可以互换使用。为了简洁起见,下文的描述可能提及大体上圆形或环形截面的杆、线或条,然而,这不应被视为限制性的,因为可以使用其它截面,诸如正方形、长方形(oblong)或椭圆形(elliptical)截面,并且仍然可以实现相同或类似的功能。此外,杆、线、条或类似物可能是以单数语境被提及,然而,将理解的是,本发明还可以具有这些元件的复数,同样实现期望的功能,并因此落在本发明的范围内。这些复数相对于其它的可以各自具有不同的形式、面积和材料,可以被选择为用于实现期望的功能和性能特征。
术语‘构件’可以指一个零件或元件或者一起实现所述功能的多个零件或元件。
在第一方面,提供了一种设备,包括:
至少一个移动块;
至少一个能量吸收构件;并且
当该至少一个移动块达到预定阈值时,该至少一个能量吸收构件接合该至少一个移动块并对该至少一个移动块的移动施加阻滞力,通过与该至少一个能量吸收构件相关联的材料的塑性变形将来自该至少一个移动块的动能转化为工作能。
发明人已证实,材料成型过程可以提供有效的能量吸收方式。上述吸收可以用作抑制力,减缓或停止第一能量产生构件的移动。
上述预定阈值可以是移动块移动的距离和/或移动块移动的速度/速率。
上述接合可以通过该至少一个移动块与该至少一个能量吸收构件的耦接进行。
虽然阻滞力可以造成该至少一个移动块的移动中止,但是阻滞也可以指移动的速度或速率减缓而并不是移动完全中止。
在接合之前,该至少一个移动块可以相对于该至少一个能量吸收构件自由移动。例如,移动块可以是绳的线轴,该线轴在达到预定阈值之前自由旋转,例如,将绳从线轴上快速展开,此时发生耦接和吸收。
外力可以使该至少一个移动块运动。
该至少一个移动块可以沿线性方向移动,并且施加至该至少一个移动块的阻滞力可以是线性力。可替代地,该至少一个移动块旋转,并且施加至移动块的阻滞力可以是扭力。
可以沿与该移动块的行进方向基本上相反的方向施加阻滞力。
该至少一个能量吸收构件可吸收动能的速率可能与下述各项相关:
(a)从该至少一个移动块施加至该至少一个能量吸收构件的力或扭矩;以及/或者
(b)该至少一个移动块行进或旋转的距离。
上述塑性变形可以通过选自下述项中的方法实现:拉线、深拉、翻管及其组合。
拉线是这样一种工业过程,其中,通过将条拉动穿过缩径构件(诸如具有缩小腰部或肩部的模具),可以减小线或条的直径。
深拉或翻管是在方式上与拉线类似的过程,即,拉拔金属穿过模具,然而,深拉指对板进行拉拔,而翻管指对管进行拉拔。这些过程可以以与如上所述类似的方式适用于如上所述能量吸收装置。
在上述方法中所使用的线、片或管可以具有基本上一致的材料特性,导致基本上线性的阻滞力被施加至该至少一个移动块。
上文所用的术语“一致的特性”指达到基本上不变的阻滞力,但可选地包括至少一个有限持续时间(如在接合时)的阻滞力变化,允许施加阻滞力时的最初增加。
可替代地,所使用的线、片或管可以具有不一致的材料特性,导致非线性的阻滞力被施加至该至少一个移动块。
材料特性可以沿线长度的部分或全部变化,该特性可替代地选自下述项:线/片/管直径或宽度、线/片/管成分、成型前的线/片/管材料处理;及其组合。
将线/片/管拉伸穿过模具所需的力可为能够预测的,并且与使材料在模具内变形所需的应变能相关。通过选择材料,可以调节将线拉伸穿过模具所需的力。该过程还能够吸收高能量密度力。这可能是因为:
·在材料穿过模具时材料被拉紧的总体积;
·被处理的材料被限制在模具内,并遭受围压压缩力,因此可以经受高应力;
·被变形的材料可以具有高强度,使得可以从小体积的材料中产生大量应变能。
如上所述,通过使线预成型可以调整抑制力曲线,即绳延伸速度减缓或停止的速率。例如,最初进入模具的线的截面可以在有限长度上从完全成型的直径逐渐减小至未成型直径。另外,通过例如使用不同的材料、使用不同的直径、在成型前进行材料处理等可以调整拉拔线穿过模具所需的力。由于上述变型,取决于各种预定方面,可以以线性或非线性的方式控制施加在第一能量产生构件(如线轴)上的扭矩。
在可替代的实施方案中,可以通过选自下述项中的方法进行塑性变形:条弯曲或受控屈曲,其中,线、杆、条或板以预定方式弯曲或屈曲,以吸收动能并施加阻滞力。在旋转的实施方案中,弯曲或屈曲可以是通过扭曲线、杆或条的动作进行的扭转变形。
线、杆、条或板可以具有基本上一致的材料特性,从而向移动块施加基本上一致的阻滞力。
可替代地,线、杆、条或板可以具有不一致的材料特性,从而向移动块施加一个或多个非线性的阻滞力。
不一致的特性可以包括多个材料层,这些层具有不同的变形模量,因此提供不同的能量吸收特性。
可替代地,材料成型过程可以是条弯曲或受控屈曲。在这些实施方案中,当施加超过预定水平的第一构件力时,线、杆、条或板可以以预定方式弯曲或屈曲。在另一种形式中,这可以是在旋转意义上通过扭曲线、杆或条的动作进行的弯曲,通常称为扭转变形。材料应变的程度可以管理(govern,控制)能量吸收的速率。在该实施方案中,在材料的厚度上,应变量可以变化,因此,可以调节能量吸收的程度。例如,可以使用多层材料,因此具有不同弹性模量的材料提供不同的能量吸收特性。
在另一可替代实施方案中,可以通过切割或剪切进行塑性变形,在切割或剪切中,线或者条被切开或剪开,以吸收动能并施加阻滞力。在该实施方案中,在向第二能量吸收构件施加预定力的情况下,线、杆或条可以被切开或剪开。
在另一实施方案中,可以使用在室温下再结晶的材料通过挤压进行塑性变形。此外,可以使用在能量加载下变得可变形的材料通过挤压进行塑性变形。在这两种实施方案中,方法单独或一起吸收动能并施加阻滞力。用于变形的材料可以取决于示例项是单次使用设备还是多次使用设备。单次使用设备可以使用永久变形的材料,示例包括金属或金属合金和/或塑料。如果目的是设计多次使用设备,则可能有用的是具有保持不变的性质或在变形后恢复至原初状态(例如经由材料记忆(memory,弹性复原性))的性质的材料。多次使用材料的示例可以包括再结晶的金属、橡胶或凝胶。在一个实施方案中,材料可以为铅或铅合金。
材料可以形成为具有凸出元件的线,该凸出元件穿过相对于可挤压材料的形状和大小而言狭窄的体积。在线性运动实施方案中,凸出部分为包在壳体中的杆,并且当杆与壳体之间发生相对移动时,迫使凸出部分进入壳体的更狭窄区域中。可替代地,在旋转运动实施方案中,凸出部分形成在壳体内部,壳体由共同旋转的不同速度的元件或反向旋转的元件以及旋转元件之间的环形开口形成,其中容纳可挤压材料;并且其中,当元件之间发生相对旋转时,迫使可挤压材料进入更狭窄的空间,导致发生材料成型并阻滞元件之间的相对运动。
在另一实施方案中,可以通过摩擦焊接进行塑性变形。可以通过例如下述方式实现摩擦焊接:所述至少一个移动块为可经由轴向加载与用作能量吸收构件的静止反作用条接合的旋转条,并且当块与构件接触时,由轴向加载在这二者的表面之间引起的摩擦导致足够的热,用以将这两个部件焊接在一起,并且通过焊接过程中吸收构件的粘附获得阻滞力。向移动块施加阻滞力的速率可以是基本上一致的。可替代地,通过改变所使用的材料和至少一个移动块移动的速率或者轴向负载的施加程度可以将施加至该至少一个移动块的阻滞力的速率实现为不一致的。例如在srl实施方案中,坠落检测机构通过触发弹力的施加可以激发焊接部件的轴向加载。为了使得能容易地重置srl,该实施方案可能是有用的,例如通过在坠落事件后移除或更换焊接部件。
在第二方面,提供了一种吸收能量的方法,通过下述步骤进行:
(a)选择基本上如上所述的设备;
(b)在该至少一个移动块上施加引起超过预定阈值的能量输入的运动,从而触发该至少一个能量吸收构件经由材料成型过程吸收该至少一个移动块动能的至少部分。
用于本文描述的设备的最终实施方案可以进行变化。例如,自动栓绳或自动收回式救生索(srl)实施方案可以使用能量吸收机构。在srl实施方案中,绳可以从srl设备延伸和收回,并且当绳以超过预定阈值的速率从srl设备延伸时,能量吸收构件与之接合并向绳延伸的速率施加阻滞力,通过与能量吸收构件相关联的材料的塑性变形将来自绳的动能转化为工作能。srl和自动栓绳应用不应被视为限制性的,因为所描述的设备可以用于各种其它应用,非限制性示例包括对下述项的速度控制或负载控制:
·旋转涡轮机中的转子;
·锻炼设备,如,划船机、周转训练器、举重训练器材;
·过山车和其它游乐设施;
·升降机和自动扶梯系统;
·疏散下降器和火灾逃生设备;
·传送系统;
·工厂生产设施中的旋转驱动装置;
·材料搬运设备,诸如传送带,或者斜槽中的制动装置;
·路边安全系统,如,可以在系统中连接的能量吸收器,以经由能量吸收器通过能量耗散提供撞击衰减,如,路障或路障端部;
·车辆中的座椅安全带;
·飞索;
·用于手推车和拖板的制动机构;
·运输应用中的缓冲限制器;
·吊车应用中的缓冲限制器;
·机械驱动链中的限矩或限力设备;
·风力涡轮机中的结构过载保护装置;
·构筑物、建筑物和桥梁中的负载限制和能量耗散装置。
取决于最终配置,上述材料成型过程的优点可能不同,但可以包括:
-超过预定阈值的吸收力的快速疏散;
-快速吸收/转化,从部分至完全转化;
-所描述的装置具有固有可靠性,因为它们机械简单并且依靠材料的已知和可预测的性质;
-通过材料选择和设计可以避免可能由现有闩扣设备产生的骤停;
-可以吸收高密度力;以及
-在激发后可以更换能量吸收构件或能量吸收构件的零件,允许在激发后重新设置装置。
上述实施方案还可以被广泛地说成包括单独地或共同地在本申请的说明书中提及或指出的零件、元件和特征,以及任何两个或更多个所述零件、元件或特征的任何一种或所有组合。
另外,在本文提及在实施方案所涉及的领域中具有已知等同物的具体整体的情况下,这些已知的等同物被认为如同单独阐述的一样被并入本文。
工作实例
现在通过参考具体实例描述上述能量吸收装置和使用方法。
实例1
图1示出了拉线的原理。通常由箭头1指的能量吸收构件可以是具有不同直径2a、2b的线或杆2。当在线2上施加能量输入时,线2沿x方向穿过缩腰模具3,这样,通过缩腰模具3发生对线2的拉拔,通过模具3导致线2发生直径减小的变形。通过线的变形而在面积上的减少会吸收能量。
实例2
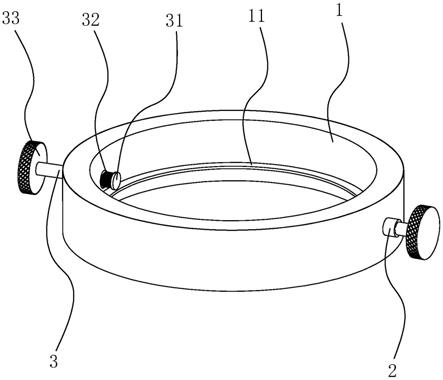
图2示出了srl实施方案,其中,实例1所示的线或条2附接至盘11的边缘10,在线轴(未示出)的延伸/缩回操作期间该盘通常静止,在该线轴上附接有绳(未示出)。如果发生坠落,绳(第一能量产生构件)延伸速率的快速增加会引起线轴的移动。激发机构将线轴连接至盘11(第二能量吸收构件),导致盘11转动,转而拉拔线2穿过模具12。产生的材料成型过程吸收坠落能量,从而减缓(或停止)绳的放出。
实例3
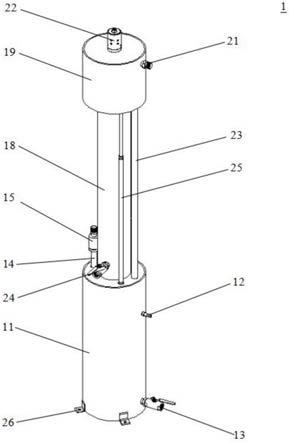
可替代地,如图3所示,srl可以具有旋转盘20,并且模具21形成旋转盘20的一部分/整合入旋转盘。未成型的线2盘绕在盘20上,并且自由端固定至srl壳体22。当向旋转盘20施加超过预定水平的能量输入时,迫使线2穿过模具21,从而使得发生材料成型。
实例4
作为替代可以经由挤压完成金属成型。图4示出了使用支撑在壳体30a中的第一能量产生构件30的挤压实施方案。壳体30a和第一能量产生构件30包住第二能量吸收构件31,第二能量吸收构件在图4中示出为具有凸出32区域的细长杆。可以由可锻材料(诸如铅)制造第一能量吸收构件30。
可以由壳体30a在遭受作用力时通过移动而产生能量输入。当该输入在预定阈值之下时,能量吸收构件30不会变形,并因此防止壳体30a在凸出32区域周围移动。如果能量输入超出预定阈值,则第一能量吸收构件30(铅)在凸出32周围变形。这迫使凸出32材料进入壳体内30a更狭窄的空间,从而经由材料成型过程吸收第一构件30和壳体30a能量中的至少部分。
实例5
图5示出了可替代实例4的挤压实施方案。上述实例4和图4示出了壳体30的线性或大体线性移动方向。作为替代可以使用如图5所示的旋转方法,该旋转方法使用支撑在壳体40内的第一能量产生构件41。壳体40和第一能量产生构件41包住第二能量吸收构件42,第二能量吸收构件在图5中示出为围绕周长具有两个凸出部分43的环形物。可以由可锻材料(诸如铅)制成能量吸收构件42。可以由壳体40在遭受作用力时通过旋转而产生能量输入。当该输入在预定阈值之下时,第一能量吸收构件42不变形,因此防止壳体40的移动。如果能量输入超出预定阈值,则第一能量吸收构件42在凸出43周围变形。这迫使凸出43材料进入壳体40内更狭窄的空间,从而经由材料成型过程吸收第一构件41和壳体40能量中的至少部分。
实例6
可替代地,可以经由摩擦焊接进行材料成型过程。图6示出了用于实现金属成型的一种装置。如图6所示,将其上具有可延伸绳51的线轴50(第一能量产生构件)连接至与静止条53轴向对准的旋转条52,旋转条52和静止条53是能量吸收构件。
在正常操作中,旋转条52和静止条53不连接。在达到预定阈值的情况下,旋转条52通过静止条53或旋转条52的轴向移动而被轴向地加载抵靠静止条53。当旋转条52和静止条53表面接触时,这两个表面之间的摩擦可以通过材料选择、构件52、53的移动速率等等导致足够的热,从而将这两个部件52、53焊接在一起。随着焊接发生,旋转部件52将经历因与静止部件53附着而造成的制动力,因此在焊接过程期间能量被吸收。在srl实施方案中,坠落检测机构可以例如经由弹力通过触发轴向移动来激发部件52、53的轴向负载。焊接后,可以移除部件52、53并用新的单独零件52、53替换。
已经通过仅示例的方式对能量吸收装置和使用方法的各个方面进行了描述,并且应当理解的是,在不脱离本文的权利要求范围的情况下,可以对上述方面进行修改和添加。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。