1.本发明涉及机床、机床的加工程序编辑方法和用于机床的加工程序编辑的程序。
背景技术:
2.专利文献1公开了一种加工程序编辑装置,该加工程序编辑装置将程序和辅助画面接近地显示,利用触摸操作而将辅助画面的数据反映于程序。专利文献2公开了一种nc(numerically controlled:数值控制)程序输入装置,该nc程序输入装置在辅助画面上显示能够输入程序的代码的gui(图形用户界面)画面,能够将在gui画面中选择的代码插入程序代码。
3.专利文献1:日本特开2017
‑
111516号公报
4.专利文献2:日本特开2010
‑
003187号公报
技术实现要素:
5.本技术所公开的技术课题在于使程序员容易找到机床的加工程序编辑所需的代码。
6.本公开第一方式的机床的加工程序编辑方法取得能够安装于机床的刀具的刀具信息,排列显示程序编辑画面和至少一个辅助画面,程序编辑画面显示用于控制机床的加工程序的程序代码,至少一个辅助画面显示刀具的刀具信息和刀具的控制方法中的至少一个,在程序代码中指定新插入代码的插入部位,当在至少一个辅助画面中选择了刀具信息和控制方法中的至少一个的信息时,将与至少一个的信息对应的命令插入程序代码的插入部位。
7.根据本公开的第二方式,在第一方式的机床的加工程序编辑方法的基础上,还对显示信息选择画面进行显示,显示信息选择画面用于从刀具信息、控制方法、以及刀具信息和控制信息以外的其他信息中选择在至少一个辅助画面上显示的信息,在至少一个辅助画面上显示在显示信息选择画面中选择的显示信息。
8.根据本公开的第三方式,在第一方式或第二方式的机床的加工程序编辑方法的基础上,显示第一辅助画面和第二辅助画面作为至少一个辅助画面,显示用于指定第一辅助画面和第二辅助画面中的任意一个的切换设定画面,在切换设定画面中指定的辅助画面上显示在显示信息选择画面中选择的显示信息。
9.根据本公开的第四方式,在第二方式或第三方式的机床的加工程序编辑方法的基础上,构成为其他信息包含在程序代码中规定的宏变量和在编程中利用的字符集中的至少一个。
10.根据本公开的第五方式,在第四方式的机床的加工程序编辑方法的基础上,构成为字符集包含规定数学函数的函数代码、外部输出指令和运算符中的至少一个。
11.根据本公开的第六方式,在第四方式或第五方式的机床的加工程序编辑方法的基
础上,在显示字符集的辅助画面上还显示与字符集组合利用的符号的输入按钮。
12.根据本公开的第七方式,在第一方式至第六方式中的任意一个方式的机床的加工程序编辑方法的基础上,构成为控制方法包括g代码和g代码以外的自定义代码,该加工程序编辑方法在至少一个辅助画面中的一个辅助画面上显示g代码和自定义代码中的任意一方的代码。
13.根据本公开的第八方式,在第七方式的机床的加工程序编辑方法的基础上,在一个辅助画面上还显示任意一方的代码的控制内容。
14.根据本公开的第九方式,在第七方式或第八方式的机床的加工程序编辑方法的基础上,在一个辅助画面上还显示用于输入eob的按键。
15.根据本公开的第十方式,在第一方式至第九方式中的任意一个方式的机床的加工程序编辑方法的基础上,构成为刀具信息包含与刀具对应的t编号、刀具的名称、刀具的尺寸、以及用于补偿切削加工中的误差的参数中的至少一个。
16.根据本公开的第十一方式,在第十方式的机床的加工程序编辑方法的基础上,构成为刀具信息还包含由于刀具的使用而累积的累积磨损量。
17.根据本公开的第十二方式,在第十方式或第十一方式的机床的加工程序编辑方法的基础上,构成为用于补偿切削加工中的误差的参数包含用于进行刀具长度补偿的参数、用于进行刀具半径补偿的参数、以及用于进行刀尖半径补偿的参数中的至少一个。
18.根据本公开的第十三方式,在第一方式至第十二方式中的任意一个方式的机床的加工程序编辑方法的基础上,构成为刀具信息包含与程序代码中的t编号相关联的第一刀具信息、以及与程序代码中的h编号和d编号中的至少一个相关联的第二刀具信息。该加工程序编辑方法在至少一个辅助画面中的一个辅助画面上显示第一刀具信息和第二刀具信息中的任意一方。
19.根据本公开的第十四方式,在第十三方式的机床的加工程序编辑方法的基础上,构成为第一刀具信息包含由于刀具的使用而累积的累积磨损量。
20.根据本公开的第十五方式,在第十三方式或第十四方式的机床的加工程序编辑方法的基础上,在显示第一刀具信息的辅助画面上还显示用于将m06指令输入程序代码的m06指令输入按钮。
21.根据本公开的第十六方式,在第十三方式至第十五方式中的任意一个方式的机床的加工程序编辑方法的基础上,在显示第一刀具信息的辅助画面上还显示用于将未指定刀具的t编号输入程序代码的t00输入按钮。
22.根据本公开的第十七方式,在第十三方式至第十六方式中的任意一个方式的机床的加工程序编辑方法的基础上,构成为第二刀具信息是用于进行刀具长度补偿的参数、用于进行刀具半径补偿的参数、以及用于进行刀尖半径补偿的参数中的任意一个。该加工程序编辑方法在显示第二刀具信息的辅助画面上还显示与第二刀具信息相关联的参照编号、用于将参照编号作为h编号输入程序代码中的h编号输入按钮、以及用于将参照编号作为d编号输入程序代码中的d编号输入按钮,在显示第二刀具信息的辅助画面中指定了参照编号的状态下,当操作了h编号输入按钮时,在程序代码中的插入部位插入包含参照编号的h编号,在显示第二刀具信息的辅助画面中指定了参照编号的状态下,当操作了d编号输入按钮时,在程序代码中的插入部位插入包含参照编号的d编号。
23.根据本公开的第十八方式,在第一方式至第十七方式中的任意一个方式的机床的加工程序编辑方法的基础上,程序编辑画面和至少一个辅助画面显示在一个显示器中。
24.本公开的第十九方式的机床包括:存储器,保存能够安装于机床的刀具的刀具信息;至少一个显示器,排列显示程序编辑画面和至少一个辅助画面,程序编辑画面显示用于控制机床的加工程序的程序代码,至少一个辅助画面显示刀具的刀具信息和刀具的控制方法中的至少一个;界面,用于在程序代码中指定新插入代码的插入部位;以及处理器,当在至少一个辅助画面中选择了刀具信息和控制方法中的至少一个的信息时,将与至少一个的信息对应的命令插入程序代码的插入部位。
25.根据本公开的第二十方式,在第十九方式的机床的基础上,构成为显示器还对显示信息选择画面进行显示,显示信息选择画面用于从刀具信息、控制方法、以及刀具信息和控制信息以外的其他信息中选择在至少一个辅助画面上显示的信息,在至少一个辅助画面上显示在显示信息选择画面中选择的显示信息。
26.根据本公开的第二十一方式,在第十九方式或第二十方式的机床的基础上,构成为显示器显示第一辅助画面和第二辅助画面作为至少一个辅助画面,显示用于指定第一辅助画面和第二辅助画面中的任意一个的切换设定画面,在切换设定画面中指定的辅助画面上显示在显示信息选择画面中选择的显示信息。
27.根据本公开的第二十二方式,在第二十方式或第二十一方式的机床的基础上,构成为其他信息包含在程序代码中规定的宏变量和在编程中利用的字符集中的至少一个。
28.根据本公开的第二十三方式,在第二十二方式的机床的基础上,构成为字符集包含规定数学函数的函数代码、外部输出指令和运算符中的至少一个。
29.根据本公开的第二十四方式,在第二十二方式或第二十三方式的机床的基础上,构成为显示器在显示字符集的辅助画面上还显示与字符集组合利用的符号的输入按钮。
30.根据本公开的第二十五方式,在第十九方式至第二十四方式中的任意一个方式的机床的基础上,构成为控制方法包括g代码和g代码以外的自定义代码,该机床构成为显示器在至少一个辅助画面中的一个辅助画面上显示g代码和自定义代码中的任意一方的代码。
31.根据本公开的第二十六方式,在第二十五方式的机床的基础上,构成为显示器在一个辅助画面上还显示任意一方的代码的控制内容。
32.根据本公开的第二十七方式,在第二十五方式或第二十六方式的机床的基础上,构成为显示器在一个辅助画面上还显示用于输入eob的按键。
33.根据本公开的第二十八方式,在第十九方式至第二十七方式中的任意一个方式的机床的基础上,构成为刀具信息包含与刀具对应的t编号、刀具的名称、刀具的尺寸、以及用于补偿切削加工中的误差的参数中的至少一个。
34.根据本公开的第二十九方式,在第二十八方式的机床的基础上,构成为刀具信息还包含由于刀具的使用而累积的累积磨损量。
35.根据本公开的第三十方式,在第二十八方式或第二十九方式的机床的基础上,构成为用于补偿切削加工中的误差的参数包含用于进行刀具长度补偿的参数、用于进行刀具半径补偿的参数、以及用于进行刀尖半径补偿的参数中的至少一个。
36.根据本公开的第三十一方式,在第十九方式至第三十方式中的任意一个方式的机
床的基础上,构成为刀具信息包含与程序代码中的t编号相关联的第一刀具信息、以及与程序代码中的h编号和d编号中的至少一个相关联的第二刀具信息。该机床构成为在至少一个辅助画面中的一个辅助画面上显示第一刀具信息和第二刀具信息中的任意一方。
37.根据本公开的第三十二方式,在第三十一方式的机床的基础上,构成为第一刀具信息包含由于刀具的使用而累积的累积磨损量。
38.根据本公开的第三十三方式,在第三十一方式或第三十二方式的机床的基础上,构成为显示器在显示第一刀具信息的辅助画面上还显示用于将m06指令输入程序代码的m06指令输入按钮。
39.根据本公开的第三十四方式,在第三十一方式至第三十三方式中的任意一个方式的机床的基础上,构成为显示器在显示第一刀具信息的辅助画面上还显示用于将未指定刀具的t编号输入程序代码的t00输入按钮。
40.根据本公开的第三十五方式,在第三十一方式至第三十四方式中的任意一个方式的机床的基础上,构成为第二刀具信息是用于进行刀具长度补偿的参数、用于进行刀具半径补偿的参数、以及用于进行刀尖半径补偿的参数中的任意一个。该机床构成为,显示器在显示第二刀具信息的辅助画面上还显示与第二刀具信息相关联的参照编号、用于将参照编号作为h编号输入程序代码中的h编号输入按钮、以及用于将参照编号作为d编号输入程序代码中的d编号输入按钮,并且构成为处理器在显示第二刀具信息的辅助画面中指定了参照编号的状态下,当操作了h编号输入按钮时,在程序代码中的插入部位插入包含参照编号的h编号,在显示第二刀具信息的辅助画面中指定了参照编号的状态下,当操作了d编号输入按钮时,在程序代码中的插入部位插入包含参照编号的d编号。
41.根据本公开的第三十六方式,在第十九方式至第三十五方式中的任意一个方式的机床的基础上,构成为程序编辑画面和至少一个辅助画面显示在相同的显示器中。
42.本公开的第三十七方式的用于机床的加工程序编辑的程序执行如下处理:取得能够安装于机床的刀具的刀具信息;排列显示程序编辑画面和至少一个辅助画面,程序编辑画面显示用于控制机床的加工程序的程序代码,至少一个辅助画面显示刀具的刀具信息和刀具的控制方法中的至少一个;在程序代码中指定新插入代码的插入部位;以及当在至少一个辅助画面中选择了刀具信息和控制方法中的至少一个的信息时,将与至少一个的信息对应的命令插入程序代码的插入部位。
43.根据本公开的第三十八方式,在第三十七方式的用于机床的加工程序编辑的程序的基础上,执行如下处理:还对显示信息选择画面进行显示,显示信息选择画面用于从刀具信息、控制方法、以及刀具信息和控制信息以外的其他信息中选择在至少一个辅助画面上显示的信息;以及在至少一个辅助画面上显示在显示信息选择画面中选择的显示信息。
44.根据本公开的第三十九方式,在第三十七方式或第三十八方式的用于机床的加工程序编辑的程序的基础上,执行如下处理:显示第一辅助画面和第二辅助画面作为至少一个辅助画面;显示用于指定第一辅助画面和第二辅助画面中的任意一个的切换设定画面;以及在切换设定画面中指定的辅助画面上显示在显示信息选择画面中选择的显示信息。
45.根据本公开的第四十方式,在第三十八方式或第三十九方式的用于机床的加工程序编辑的程序的基础上,构成为其他信息包含在程序代码中规定的宏变量和在编程中利用的字符集中的至少一个。
46.根据本公开的第四十一方式,在第四十方式的用于机床的加工程序编辑的程序的基础上,构成为字符集包含规定数学函数的函数代码、外部输出指令和运算符中的至少一个。
47.根据本公开的第四十二方式,在第四十方式或第四十一方式的用于机床的加工程序编辑的程序的基础上,执行如下处理:在显示字符集的辅助画面上还显示与字符集组合利用的符号的输入按钮。
48.根据本公开的第四十三方式,在第三十七方式至第四十二方式中的任意一个方式的用于机床的加工程序编辑的程序的基础上,构成为控制方法包括g代码和g代码以外的自定义代码,该用于加工程序编辑的程序执行如下处理:在至少一个辅助画面中的一个辅助画面上显示g代码和自定义代码中的任意一方的代码。
49.根据本公开的第四十四方式,在第四十三方式的用于机床的加工程序编辑的程序的基础上,执行在一个辅助画面上还显示任意一方的代码的控制内容的处理。
50.根据本公开的第四十五方式,在第四十三方式或第四十四方式的用于机床的加工程序编辑的程序的基础上,执行在一个辅助画面上还显示用于输入eob的按键的处理。
51.根据本公开的第四十六方式,在第三十七方式至第四十五方式中的任意一个方式的用于机床的加工程序编辑的程序的基础上,构成为刀具信息包含与刀具对应的t编号、刀具的名称、刀具的尺寸、以及用于补偿切削加工中的误差的参数中的至少一个。
52.根据本公开的第四十七方式,在第四十六方式的用于机床的加工程序编辑的程序的基础上,构成为刀具信息还包含由于刀具的使用而累积的累积磨损量。
53.根据本公开的第四十八方式,在第四十六方式或第四十七方式的用于机床的加工程序编辑的程序的基础上,构成为用于补偿切削加工中的误差的参数包含用于进行刀具长度补偿的参数、用于进行刀具半径补偿的参数、以及用于进行刀尖半径补偿的参数中的至少一个。
54.根据本公开的第四十九方式,在第三十七方式至第四十八方式中的任意一个方式的用于机床的加工程序编辑的程序的基础上,构成为刀具信息包含与程序代码中的t编号相关联的第一刀具信息、以及与程序代码中的h编号和d编号中的至少一个相关联的第二刀具信息。该用于加工程序编辑的程序执行如下处理:在至少一个辅助画面中的一个辅助画面上显示第一刀具信息和第二刀具信息中的任意一方。
55.根据本公开的第五十方式,在第四十九方式的用于机床的加工程序编辑的程序的基础上,构成为第一刀具信息包含由于刀具的使用而累积的累积磨损量。
56.根据本公开的第五十一方式,在第四十九方式或第五十方式的用于机床的加工程序编辑的程序的基础上,执行如下处理:在显示第一刀具信息的辅助画面上还显示用于将m06指令输入程序代码的m06指令输入按钮。
57.根据本公开的第五十二方式,在第四十九方式至第五十一方式中的任意一个方式的用于机床的加工程序编辑的程序的基础上,执行如下处理:在显示第一刀具信息的辅助画面上还显示用于将未指定刀具的t编号输入程序代码的t00输入按钮。
58.根据本公开的第五十三方式,在第四十九方式至第五十二方式中的任意一个方式的用于机床的加工程序编辑的程序的基础上,构成为第二刀具信息是用于进行刀具长度补偿的参数、用于进行刀具半径补偿的参数、以及用于进行刀尖半径补偿的参数中的任意一
个。该用于加工程序编辑的程序执行如下处理:在显示第二刀具信息的辅助画面上还显示与第二刀具信息相关联的参照编号、用于将参照编号作为h编号输入程序代码中的h编号输入按钮、以及用于将参照编号作为d编号输入程序代码中的d编号输入按钮;在显示第二刀具信息的辅助画面中指定了参照编号的状态下,当操作了h编号输入按钮时,在程序代码中的插入部位插入包含参照编号的h编号;以及在显示第二刀具信息的辅助画面中指定了参照编号的状态下,当操作了d编号输入按钮时,在程序代码中的插入部位插入包含参照编号的d编号。
59.根据本公开的第五十四方式,在第三十七方式至第五十三方式中的任意一个方式的用于机床的加工程序编辑的程序的基础上,执行将程序编辑画面和至少一个辅助画面显示在一个显示器中的处理。
60.按照第一方式的机床的加工程序编辑方法、第十九方式的机床和第三十七方式的用于机床的加工程序编辑的程序,能够容易地进行加工程序的程序代码的编辑所需的刀具的刀具信息以及刀具的控制方法的参照和插入。其结果,使加工程序的编程高效化。
61.按照第二方式、第二十方式、第三十八方式,能够在至少一个辅助画面上显示刀具信息、控制方法、以及刀具信息和控制信息以外的其他信息这样的大量信息。
62.按照第三方式、第二十一方式、第三十九方式,能够在至少一个辅助画面上切换显示刀具信息、控制方法、以及刀具信息和控制信息以外的其他信息这样的大量信息。
63.按照第四方式、第二十二方式、第四十方式,宏变量和在编程中利用的字符集在编程中被频繁地利用,因此进一步使加工程序的编程高效化。
64.按照第五方式、第二十三方式、第四十一方式,函数代码、外部输出指令和运算符在字符集之中也在机床的加工编程中被特别频繁地利用,因此进一步使加工程序的编程高效化。
65.按照第六方式、第二十四方式、第四十二方式,由于还显示与字符集组合利用的符号的输入按钮,所以更进一步使加工程序的编程高效化。
66.按照第七方式、第二十五方式、第四十三方式,在辅助画面上独立地显示在加工程序的编程中被频繁利用的g代码和g代码以外的自定义代码,因此进一步使加工程序的编程高效化。
67.按照第八方式、第二十六方式、第四十四方式,程序员不参照手册,也能够知道g代码和自定义代码的控制内容,因此更进一步使加工程序的编程高效化。
68.按照第九方式、第二十七方式、第四十五方式,在g代码、自定义代码的前后插入换行符(“;”(eob))的频率高,通过能够从该一个辅助画面输入eob,从而特别是在机床的带触摸面板的显示器中不需要为了输入eob而显示另外的屏幕键盘。其结果,特别是使机床中的编程高效化。
69.按照第十方式、第二十八方式、第四十六方式,刀具的名称、刀具的尺寸以及用于补偿切削加工中的误差的参数在对输入程序代码的t编号进行选择的方面是重要的信息。因此,通过包含这些信息作为刀具信息,从而进一步使加工程序的编程高效化。
70.按照第十一方式、第二十九方式、第四十七方式,通过确认累积磨损量,程序员能够把握刀具的使用是否适当和更换时期。因此,容易选择适合于加工程序的刀具。
71.按照第十二方式、第三十方式、第四十八方式,刀具长度补偿、刀具半径补偿和刀
尖半径补偿是被频繁利用的补偿切削加工中的误差的方法。因此,进一步使加工程序的编程高效化。
72.按照第十三方式、第三十一方式、第四十九方式,第一刀具信息和第二刀具信息有时包含用于补偿切削加工中的误差的共通的参数,如果在同一辅助画面上进行管理,则程序员容易混淆。因此,通过能够在不同的辅助画面上管理第一刀具信息和第二刀具信息,能够容易地进行该参数的管理。
73.按照第十四方式、第三十二方式、第五十方式,在刀具的选择、即t编号的选择时利用累积磨损量。因此,通过作为第一刀具信息显示于辅助画面,进一步提高了程序员的便利性。
74.按照第十五方式、第三十三方式、第五十一方式,由于m06指令与t代码关联性高,所以能够从显示第一刀具信息的辅助画面直接输入m06指令,编程上的便利性高。因此,通过将m06指令输入按钮显示于显示第一刀具信息的辅助画面,从而进一步使加工程序的编程高效化。
75.按照第十六方式、第三十四方式、第五十二方式,未指定刀具的t编号与m06指令组合利用的频率高。因此,通过将t00输入按钮显示在与m06指令输入按钮相同的画面,从而进一步使加工程序的编程高效化。
76.按照第十七方式、第三十五方式、第五十三方式,由于在一个辅助画面上管理与d编号、h编号相关的参数,因此能够减少辅助画面的数量。此外,在显示第二刀具信息的辅助画面上显示d编号输入按钮、h编号输入按钮,利用这些按钮操作,能够将参照编号转换为d编号、h编号并插入程序代码。由此,程序员能够简单地将所选择的参数输入程序代码。
77.按照第十八方式、第三十六方式、第五十四方式,程序编辑画面和至少一个辅助画面在加工程序的编辑上密切相关,因此优选不显示于不同的显示器。通过将程序编辑画面和至少一个辅助画面显示在一个显示器中,从而进一步使加工程序的编程高效化。
78.按照本技术公开的技术,例如程序员能够容易地找到机床的加工程序的编辑所需的代码。
附图说明
79.图1是表示包括实施方式的机床和用于编辑机床的加工程序的计算机的系统的概略结构的图。
80.图2是控制装置的硬件框图。
81.图3是计算机的硬件框图。
82.图4是实施方式的加工程序编辑程序的显示画面的一例。
83.图5是g代码一览画面的一例。
84.图6是g代码一览画面的另一例。
85.图7是m代码一览画面的一例。
86.图8是m代码一览画面的另一例。
87.图9是刀具数据画面的一例。
88.图10是刀具数据画面的另一例。
89.图11是用于说明刀具长度偏置补偿的概念的图。
90.图12是用于说明刀具长度偏置补偿的概念的图。
91.图13是用于说明刀具半径补偿的概念的图。
92.图14是表示铣削刀具中的刀具半径偏置的图。
93.图15是用于说明刀尖半径补偿的概念的图。
94.图16是用于说明刃口方向的概念的图。
95.图17是刀具偏置画面的一例。
96.图18是刀具偏置画面的另一例。
97.图19是宏变量画面的一例。
98.图20是宏输入画面的一例。
99.图21是刀具数据画面的变形例。
100.图22是表示加工程序编辑程序的处理的流程图。
具体实施方式
101.下面,基于表示本发明的实施方式的附图,对本发明进行具体说明。另外,图中相同的附图标记表示对应或实质相同的结构。
102.图1表示本发明实施方式的系统10的概略结构。系统10包括机床100、用于编辑机床的加工程序的计算机200、以及连接机床100和计算机200的网络290。网络290例如是设置在工厂内的lan(局域网)。图示的网络290是有线网络,但是网络290也可以是无线网络。另外,图1所示的x轴沿着机床100的高度方向,y轴沿着机床100的进深方向,z轴沿着机床100的宽度方向。在本实施方式中,基于jis标准,将与保持工件的工件主轴122的转动轴线a3平行的轴设为z轴。在本实施方式中,将该坐标系称为工件坐标系。
103.机床100对工件w1进行切削加工(machining)。切削加工包括车削加工(turning)和铣削加工(milling)中的至少一个。切削加工也可以进一步包括钻孔加工(drilling)。如图1所示,机床100包括立柱110、工件主轴台120和刀具更换装置130。立柱110、工件主轴台120和刀具更换装置130配置在基台140上。
104.立柱110在基台140上能够在y轴方向和z轴方向上移动。在立柱110安装有刀具主轴台112。刀具主轴台112能够相对于立柱110在x轴方向上移动。刀具主轴台112能够相对于立柱110围绕沿着y轴方向的旋转轴线a1旋转。在刀具主轴台112安装有刀具主轴114。刀具主轴114能够相对于刀具主轴台112围绕转动轴线a2转动。转动轴线a2与旋转轴线a1正交。在刀具主轴114保持有作为切削刀具(machining tool)的第一刀具t1。切削刀具的概念包括车削刀具和铣削刀具。在本实施方式中,用于钻孔加工的钻头被视为铣削刀具之一。
105.在本实施方式中,将轴线a1与轴线a2的交点称为机床原点om,将转动轴线a2为zm轴、旋转轴线a1为ym轴、与zm轴和ym轴分别垂直的轴为xm轴的坐标系称为机床坐标系。将从机床原点om朝向第一刀具t1的尖端的方向设为zm轴的正方向。在以工件坐标系的z轴的正方向朝向与机床坐标系的zm轴的正方向相同方向的方式使工件坐标系的x轴围绕y轴转动时,将此时的工件坐标系的x轴的正方向设为机床坐标系的xm轴的正方向。将工件坐标系的y轴的正方向设为机床坐标系的ym轴的正方向。
106.工件主轴台120包括工件主轴122。工件主轴122能够围绕转动轴线a3转动。转动轴线a3沿着z轴方向。在工件主轴122安装有工件w1。
107.刀具更换装置130更换安装于刀具主轴114的切削刀具。具体地说,刀具更换装置130包括换刀臂132和仓储部134。换刀臂132能够围绕沿着z轴方向的轴旋转。换刀臂132能够相对于仓储部134在x轴方向上移动。仓储部134在x轴方向上排列收纳有多个切削刀具ts。收纳于仓储部134的多个切削刀具ts包括能够与第一刀具t1进行更换的第二刀具t2。
108.按照如下步骤进行刀具更换装置130对切削刀具的更换。立柱110在转动轴线a2沿着z轴方向的状态下,在z轴方向上接近刀具更换装置130。换刀臂132在其延伸方向的一端具有第一夹爪,在该延伸方向的另一端具有第二夹爪。为了拆下安装于刀具主轴114的第一刀具t1,第一夹爪对安装于刀具主轴114的第一刀具t1进行把持。更详细地说,如果换刀臂132围绕沿着z轴方向的轴旋转预定旋转角度,则第一夹爪把持第一刀具t1,同时第二夹爪把持仓储部134中收纳的第二刀具t2。如果立柱110在z轴方向上离开刀具更换装置130,则将第一刀具t1从刀具主轴114拆下。为了将第二刀具t2安装于刀具主轴114,换刀臂132围绕沿着z轴方向的轴旋转,使被第二夹爪把持的第二刀具t2向刀具安装位置移动。如果立柱110在z轴方向上接近刀具更换装置130,则将第二刀具t2安装于刀具主轴114。
109.为了控制围绕各转动轴线的转动、围绕各旋转轴线的旋转和各轴方向上的移动,机床100包括控制装置150。控制装置150与基台140连接。在此,控制装置150也可以与机床100的其他部位连接,只要能够进行控制信号的发送、检测结果的接收,则也可以与基台140独立设置。
110.图2是控制装置150的硬件框图。如图2所示,控制装置150包括处理器151、存储器152、通信电路153和带触摸面板的显示器154。处理器151、存储器152、通信电路153和带触摸面板的显示器154经由总线155相互连接。存储器152存储加工所需的程序和数据。处理器151读出存储于存储器152的程序并执行读出的程序。由此,实现控制装置150的各功能。控制装置150所实现的各功能包括控制车削加工的执行。具体地说,存储器152存储加工程序157。加工程序157包含用于执行车削加工的控制命令。通常,加工程序157在计算机200中被编辑,经由网络290发送到控制装置150并存储于存储器152。通信电路153具有用于经由网络290与计算机200进行通信的如下的功能:从通信包到数据的转换功能、从数据到通信包的转换功能和通信包收发功能。
111.在本实施方式中,存储器152存储能够安装于机床100的刀具ta(例如第一刀具t1、以及收纳于仓储部134的多个切削刀具ts中的如第二刀具t2那样的能够安装于机床100的全部切削刀具)的刀具信息158。刀具信息158由通信电路153经由网络290发送到计算机200。此外,刀具信息158在后述的加工程序编辑程序159的执行时从存储器152读出。刀具信息158的详细说明如后所述。
112.存储器152也可以存储用于编辑加工程序157的加工程序编辑程序159。通常,在修正加工程序157的一部分的情况下执行加工程序编辑程序159。但是,也可以通过执行加工程序编辑程序159,而从最初制作加工程序157。
113.带触摸面板的显示器154也可以不是一个显示器154,而是多个显示器的集合。另外,带触摸面板的显示器154的显示器是显示器的一例,触摸面板是界面的一例。另外,也可以由没有触摸面板的显示器与设置在显示器周边的按钮、开关、操纵杆、指针设备等输入设备的组合来代替带触摸面板的显示器154。在这种情况下,该输入设备是界面的一例。
114.图3是计算机200的硬件框图。如图3所示,计算机200包括处理器210、存储器220、
通信电路230、显示器240和输入界面250。处理器210、存储器220、通信电路230、显示器240和输入界面250经由总线260相互连接。输入界面250是界面的一例,例如是指键盘、鼠标等指针设备。另外,计算机200也可以如具有带触摸面板的显示器的平板电脑那样,将显示器240和输入界面250一体化。此外,显示器240也可以是多个显示器的组合。
115.存储器220存储用于编辑上述加工程序157的加工程序编辑程序221、以及执行该程序时所需的数据和操作系统等程序。加工程序编辑程序221具有与加工程序编辑程序159实质相同的功能。但是,加工程序编辑程序221的画面显示方法也可以与加工程序编辑程序159的画面显示方法部分不同。存储器220也可以进一步存储由加工程序编辑程序221编辑后的加工程序157。处理器210读出存储于存储器220的程序并执行读出的程序。通信电路230具有用于经由网络290与控制装置150进行通信的如下的功能:从通信包到数据的转换功能、从数据到通信包的转换功能和通信包收发功能。
116.计算机200能够利用通信电路230,将利用加工程序编辑程序221而编辑的加工程序157发送到控制装置150。此外,计算机200如果执行加工程序编辑程序221,则能够利用通信电路230从控制装置150取得上述的刀具信息158,并将刀具信息158存储于存储器220。
117.接着,对加工程序157的内容进行说明。在本实施方式中,加工程序157由用于对机床100进行数值控制的程序代码描述。此外,该程序代码由字符串构成,该字符串由字母和数值构成,例如,准备了如下所示的代码。
118.g代码:指定用于进行加工的准备功能(例如刀具的移动方式等)的代码
119.m代码:起到g代码的辅助作用的代码
120.t编号:指定切削刀具的编号
121.s编号:指定机床的主轴转速等的编号
122.f编号:指定车削刀具的进给速度等的编号
123.x、y、z、u、v、w、a、b、c:指定坐标轴的符号
124.n 数值:序列号。指定程序内的跳转位置。
125.g代码被标准化为iso6983。m代码包含机床制造厂商独自确定的自定义代码。m代码也可以进一步包含标准化的代码。
126.<整体的显示画面>
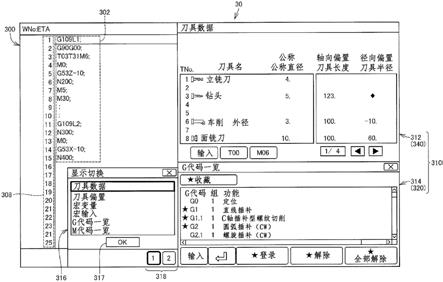
127.图4是实施方式的加工程序编辑程序221的显示画面(display screen)30的一例。该显示画面30显示于显示器240。另外,控制装置150的带触摸面板的显示器154所显示的加工程序编辑程序159的显示画面除了后述的例外以外,也是与显示画面30实质相同的画面。显示画面30包括程序编辑画面(program editing window)300和至少一个辅助画面(assistance window)310。优选的是,程序编辑画面300和至少一个辅助画面310显示在一个显示器240/154中。
128.在程序编辑画面300显示用于控制机床100的加工程序157的程序代码302。在图4中,在程序编辑画面300还一并显示表示程序代码302的位置的行号308,但是也可以省略行号308。利用在带触摸面板的显示器154的触摸面板上的轻击(tap)、由输入界面250中的鼠标进行的点击(click)或由输入界面250中的键盘进行的指针移动,能够在程序编辑画面300中指定插入g代码的插入部位。因此,带触摸面板的显示器154的触摸面板、输入界面250的指针设备是用于指定在程序代码302中新插入代码的插入场所的界面。
129.在至少一个辅助画面310上显示在编辑程序代码302时程序员所参照的信息。在图4中,显示第一辅助画面312和第二辅助画面314作为至少一个辅助画面310。但是,不限于图4的例子,也可以显示一个辅助画面或三个以上的辅助画面作为至少一个辅助画面310。参照图4,排列显示程序编辑画面300和至少一个辅助画面310。在图4的例子中,在显示画面30的左侧显示程序编辑画面300,在显示画面30的右侧显示第一辅助画面312和第二辅助画面314。但是,程序编辑画面300和至少一个辅助画面310的显示方式不限于此,程序编辑画面300和至少一个辅助画面310的位置也可以左右相反。此外,程序编辑画面300和至少一个辅助画面310也可以上下或倾斜地排列显示。
130.此外,至少一个辅助画面310(例如第一辅助画面312和第二辅助画面314)也可以并非固定地显示在程序编辑画面300的一侧。例如,也能够以至少一个辅助画面310的一部分(例如第一辅助画面312)和至少一个辅助画面310的其余部分(例如第二辅助画面314)将程序编辑画面300包夹的方式,来显示程序编辑画面300和至少一个辅助画面310。
131.此外,程序编辑画面300和至少一个辅助画面310也可以不在一个方向上排列显示。例如,也可以是第一辅助画面312显示在程序编辑画面300的右侧,第二辅助画面314显示在程序编辑画面300的下侧,至少一个辅助画面310也能够以包围程序编辑画面300的方式显示。即,只要至少一个辅助画面310各自与程序编辑画面300排列显示即可。另外,为了方便程序员,优选至少一个辅助画面310各自显示在程序编辑画面300的附近。此外,在图4中,至少一个辅助画面310以不与程序编辑画面300重叠的方式显示,但是在图4中,至少一个辅助画面310也可以与程序编辑画面300部分重叠。
132.在本实施方式中,显示于至少一个辅助画面310的显示信息是能够安装于机床100的刀具ta的刀具信息和该刀具ta的控制方法中的至少一个。即,显示器240(154)排列(side by side)显示程序编辑画面300和至少一个辅助画面310,该程序编辑画面300显示用于控制机床100的加工程序157的程序代码302,该至少一个辅助画面310显示能够安装于机床100的刀具ta的刀具信息和该刀具ta的控制方法中的至少一个。在显示器240(154)由多个显示器构成时,也可以在排列设置的显示器中的一方显示程序编辑画面300,在另一方显示至少一个辅助画面310。刀具信息例如包含与刀具ta对应的t编号(t number)、刀具ta的名称、刀具ta的尺寸(dimension)、以及用于补偿切削加工中的误差的参数中的至少一个。该刀具ta的控制方法包括上述的g代码、m代码。即,该控制方法包括g代码以及g代码以外的自定义代码。因此,显示器240(154)在至少一个辅助画面310中的一个辅助画面上显示g代码以及g代码以外的自定义代码中的任意一方的代码。
133.在图4中,作为第一辅助画面312显示以输入与想要使用的切削刀具对应的t编号为主要目的的刀具数据画面(tool data window)340,作为第二辅助画面314显示以输入g代码为主要目的的g代码一览画面(g
‑
code list window)320。但是,在图4的例子中,也可以在第一辅助画面312上显示g代码一览画面320,还可以显示刀具数据画面340作为第二辅助画面314。
134.此外,作为第一辅助画面312、第二辅助画面314显示的画面不限于这些画面。如后所述,也可以在第一辅助画面312和第二辅助画面314中分别代替地显示用于输入切削刀具的切削刃位置相对于刀具主轴114的基准点的位置偏移量的刀具偏置画面(tool offset window)360、用于输入m代码的m代码一览画面(m
‑
code list window)330、用于将宏变量输
入程序中的宏变量画面(macro variables window)380、以及用于简单地输入在编程中利用的字符集(character set)的宏输入画面(macro input window)390中的任意一个。即,显示于至少一个辅助画面310的信息也可以包含上述的刀具ta的刀具信息和刀具ta的控制方法以外的其他信息。该其他信息包含在程序代码302中规定的宏变量和在编程中利用的字符集中的至少一个。该字符集包含规定数学函数(mathematical function)的函数代码、外部输出指令(external output command)和运算符(operator)中的至少一个。
135.显示画面30还包括用于从上述的刀具信息、控制方法和其他信息中选择在至少一个辅助画面310上显示的信息(以下将该信息称为显示信息)的显示信息选择画面(displayed information selection window)316。即,显示器240(154)还显示用于从上述的刀具信息、控制方法和其他信息中选择在至少一个辅助画面310上显示的信息的显示信息选择画面316。在图4中,显示信息选择画面316显示在程序编辑画面300与至少一个辅助画面310之间。但是,显示信息选择画面316的显示位置不限于此。例如,在图4中,显示信息选择画面316也可以显示在程序编辑画面300的下侧或左侧。但是,从程序员的可视性的观点出发,优选显示信息选择画面316显示在程序编辑画面300与至少一个辅助画面310之间。
136.图4中,在显示信息选择画面316上,在选择框内显示与刀具数据画面340、刀具偏置画面360、宏变量画面380、宏输入画面390、g代码一览画面320、m代码一览画面330分别对应的字符串。程序员通过轻击或点击这些字符串中的一个,选择在至少一个辅助画面310上显示的信息。另外,也可以在显示信息选择画面316上显示单选按钮或复选框等其他输入单元来代替选择框。在图4的例子中成为选择了表示刀具数据画面的“刀具数据”的字符串的状态。在显示信息选择画面316的下方显示用于指定第一辅助画面312和第二辅助画面314中的任意一个的切换设定画面318。即,显示器240(154)显示用于指定第一辅助画面312和第二辅助画面314中的任意一个的切换设定画面318。在图4中,在切换设定画面318中,第一辅助画面312、第二辅助画面314各自的模式化的位置被图标化,如果选择了任意一个图标,则该图标成为激活状态。在图4的例子中,表示第一辅助画面312的“1”的图标成为激活状态。
137.在该状态下,如果通过点击或轻击等来操作在显示信息选择画面316的下侧显示的ok按钮317,则第一辅助画面312的显示被切换为刀具数据画面的显示。即,显示器240(154)将在显示信息选择画面316中选择的显示信息显示于至少一个辅助画面310。更具体地说,显示器240(154)在由切换设定画面318指定的辅助画面上显示在显示信息选择画面316中选择的显示信息。图4表示利用上述切换操作而在第一辅助画面312上显示刀具数据画面的状态。以下,说明g代码一览画面、m代码一览画面、刀具数据画面、刀具偏置画面、宏变量画面、宏输入画面的详细情况。
138.<g代码一览画面>
139.图5和图6是g代码一览画面320的显示例。参照图5和图6,在g代码一览画面320的画面左侧显示g代码321。在g代码321的右侧相邻位置显示g代码321所属的组编号321g。如果相同的组编号的多个g代码记载于一个程序段(程序代码中的“;”(eob:end of block程序段结束)与“;”之间),则仅执行记载于最后的g代码。在组编号321g的右侧相邻位置显示g代码321的控制内容322。在收藏的g代码321的左侧附加地显示收藏的标记323。
140.在g代码一览画面320的上端显示收藏显示按钮324。图5表示收藏显示按钮324关
闭的状态的g代码一览画面320。图6表示收藏显示按钮324打开的状态的g代码一览画面320。如图5所示,在收藏显示按钮324关闭的状态下,按编号顺序显示全部的g代码。在g代码一览画面320的右端显示滚动条320s。程序员通过移动滚动条320s,从而能够使g代码一览画面320显示所希望的范围的g代码。如图6所示,在收藏显示按钮324打开的状态下,仅显示收藏的g代码作为g代码321。在图6中,由于全部的收藏的g代码的数量比g代码一览画面320的最大显示行数少,所以不显示滚动条。但是,在收藏的g代码的数量比g代码一览画面320的最大显示行数多的情况下,显示滚动条。另外,在图5和图6中,按g代码的编号顺序进行显示,但是也可以按过去使用次数多的顺序或在过去的预定期间内使用次数多的顺序来显示g代码321。
141.在g代码一览画面320的右下端显示与收藏的登录/解除相关的按钮325~326。与每行相对应地管理g代码321、组编号321g、控制内容322和标记323。因此,如果点击或轻击g代码321、组编号321g和控制内容322中的任意一个,则选择了与点击或轻击的项目相同行所涉及的g代码321、组编号321g和控制内容322,并进行黑白反转显示等。如果在该状态下点击或轻击收藏登录按钮325,则在所选择的g代码321的左侧显示收藏的标记323,所选择的g代码321被作为收藏来管理。相反,如果点击或轻击成为收藏的g代码321的行的g代码321、组编号321g、控制内容322和标记323中的任意一个,并且点击或轻击收藏解除按钮326,则从收藏中解除所选择的g代码321,所选择的g代码321左侧的收藏的标记323消失。如果点击或轻击收藏全部解除按钮327,则显示确认是否解除全部的收藏的弹出窗口,如果程序员同意解除,则在全部的收藏的g代码321中解除收藏的管理,全部的标记323消失。
142.在g代码一览画面320的下端左端显示输入按钮328。程序员能够参照程序编辑画面300和g代码一览画面320,以如下方式将g代码输入程序中。(1)在程序编辑画面300中通过轻击、点击、指针移动等操作来指定插入g代码的插入部位(以下将以上述方式指定的部位称为插入部位)。(2)参照g代码一览画面320,通过轻击或点击来选择想要输入的g代码321的行。(3)轻击或点击输入按钮328。由此,在程序代码302中的由(1)指定的插入部位插入在(2)中选择的g代码321。
143.在g代码一览画面320的下端还显示换行按键329。如果在利用轻击、点击、指针移动等操作而指定了程序代码302中的插入换行符(“;”(eob))的插入部位之后,点击或轻击换行按键329,则换行符(“;”(eob))被插入程序代码302中的插入部位。在利用了换行按键329的输入中,不需要对输入按钮328的输入。在g代码的前后插入换行符(“;”(eob))的频率高,通过能够从显示于g代码一览画面320的换行按键329输入eob,从而特别是在机床100的带触摸面板的显示器154中不需要为了输入eob而显示另外的屏幕键盘。其结果,使机床100中的编程高效化。
144.另外,图5和图6所示的g代码一览画面320的显示方式仅是一例,也可以是其他的显示方式。例如,按钮或文本的显示位置也可以不是图5和图6所示的显示位置。此外,输入按钮328也可以不是由文本来表示,而是由符号或图案来表示,换行按键329也可以由其他的符号、图案、文本来表示。与收藏相关的标记/按钮323~327也可以由其他的符号、图案、文本来表示,还可以删除。
145.<m代码一览画面>
146.图7和图8是m代码一览画面330的显示例。参照图7和图8,在m代码一览画面330的
画面左侧显示m代码331。在m代码331的右侧相邻位置显示m代码331的控制内容332。在收藏的m代码331的左侧附加地显示收藏的标记333。
147.在m代码一览画面330的上端显示收藏显示按钮334。图7表示收藏显示按钮334关闭的状态的m代码一览画面330。图8表示收藏显示按钮334打开的状态的m代码一览画面330。如图7所示,在收藏显示按钮334关闭的状态下,按编号顺序显示全部的m代码。在m代码一览画面330的右端显示滚动条330s。程序员通过移动滚动条330s,从而能够使m代码一览画面330显示所希望的范围的m代码。如图8所示,在收藏显示按钮334打开的状态下,仅显示所收藏的m代码作为m代码331。在图8中,由于全部的收藏的m代码的数量比m代码一览画面330的最大显示行数少,所以不显示滚动条。但是,在收藏的m代码的数量比m代码一览画面330的最大显示行数多的情况下,显示滚动条。另外,在图7和图8中,按m代码的编号顺序进行显示,但是也可以按过去使用次数多的顺序或在过去的预定期间内使用次数多的顺序来显示m代码331。
148.在m代码一览画面330的右下端显示与收藏的登录/解除相关的按钮335~336。与每行相对应地管理m代码331、控制内容332和标记333。因此,如果点击或轻击m代码331和控制内容332中的任意一个,则选择了与点击或轻击的项目相同行所涉及的m代码331和控制内容332,并进行黑白反转显示等。如果在该状态下点击或轻击收藏登录按钮335,则在所选择的m代码331的左侧显示收藏的标记333,所选择的m代码331被作为收藏来管理。相反,如果点击或轻击成为收藏的m代码331的行的m代码331、控制内容332和标记333中的任意一个,并且点击或轻击收藏解除按钮336,则从收藏中解除所选择的m代码331,所选择的m代码331左侧的收藏的标记333消失。如果点击或轻击收藏全部解除按钮337,则显示确认是否解除全部的收藏的弹出窗口,如果程序员同意解除,则在全部的收藏的m代码331中解除收藏的管理,全部的标记333消失。
149.在m代码一览画面330的下端左端显示输入按钮338。程序员能够参照程序编辑画面300和m代码一览画面330,以如下方式将m代码输入程序中。(1)在程序编辑画面300中通过轻击、点击、指针移动等操作来指定插入m代码的插入部位。(2)参照m代码一览画面330,通过轻击或点击来选择想要输入的m代码331的行。(3)轻击或点击输入按钮338。由此,在程序代码302中的插入部位插入所选择的m代码331。
150.在m代码一览画面330的下端还显示换行按键339。如果在通过轻击、点击、指针移动等操作而指定了程序代码302中的插入换行符(“;”(eob))的插入部位之后,点击或轻击换行按键339,则换行符(“;”(eob))被插入程序代码302中的插入部位。在利用了换行按键339的输入中,不需要对输入按钮338的输入。在m代码的前后插入换行符(“;”(eob))的频率高,通过能够从显示于m代码一览画面330的换行按键339输入eob,从而特别是在机床100的带触摸面板的显示器154中不需要为了输入eob而显示另外的屏幕键盘。其结果,使机床100中的编程高效化。
151.另外,图7和图8所示的m代码一览画面330的显示方式仅是一例,也可以是其他的显示方式。例如,按钮或文本的显示位置也可以不是图7和图8所示的显示位置。此外,输入按钮338也可以不是由文本来表示,而是由符号或图案来表示,换行按键339也可以由其他的符号、图案、文本来表示。与收藏相关的标记/按钮333~337也可以由其他的符号、图案、文本来表示,还可以删除。
152.<刀具数据画面>
153.图9和图10是刀具数据画面340的显示例。参照图9和图10,在刀具数据画面340中,在左端显示与刀具ta分别对应的t编号341。在t编号341的右侧相邻位置显示将刀具ta各自示意性表示的图标342。可以省略图标342。在图标342的右侧相邻位置显示刀具ta各自的刀具名343。对于车削刀具(在本例中为t06)等的一部分刀具,表示加工部位的名称344显示于刀具名343的右侧相邻位置。在刀具名343(在具有名称344的情况下为名称344)的右侧相邻位置显示刀具ta各自的公称(size)或公称直径(nominal diameter)的数值345。虽然在数值345的最后记载了小数点,但是意味着小数点以上是mm单位。在图9和图10的例子中,仅在车削刀具(t06)中显示了公称,在其余的刀具中显示了公称直径。公称和公称直径的哪一个显示为数值345取决于刀具的种类。
154.在比数值345更靠右侧显示多个参数。在根据刀具名343和数值345中的任意一个容易对应与t编号341对应的刀具的情况下,也可以省略所述多个参数的显示。在图9和图10的例子中,省略了立铣刀(t01)的参数显示。此外,在刀具数据画面340的右下角显示箭头按钮349a、349b,通过点击或轻击箭头按钮349a、349b,能够变更在刀具数据画面340上显示的t编号341的范围。
155.参照图9,在数值345的右侧相邻位置显示刀具长度或轴向偏置的数值346。刀具长度是指刀具ta安装于刀具主轴114的状态下的沿着转动轴线a2的方向(以下称为轴向)的刀具ta的长度。换句话说,刀具长度是指机床坐标系中的刀具ta的zm轴方向的长度。轴向偏置是指刀具ta安装于刀具主轴114的状态下的从刀具ta的基端点到刀具ta的切削刃尖端部(tool tip)的轴向的距离。刀具ta的基端点是指刀具ta安装于刀具主轴114的状态下的刀具ta的沿着轴向的两个端点中的属于被刀具主轴114把持的刀具ta的部分的端点。换句话说,轴向偏置是指机床坐标系中的从刀具ta的基端点到切削刃尖端部的zm轴方向的距离。在图9的例子中,仅在车削刀具(t06)中显示了轴向偏置,在其余的刀具中显示了刀具长度。刀具长度和轴向偏置的哪一个显示为数值346取决于刀具的种类。
156.参照图9,在刀具数据画面340的右端显示刀具半径(tool radius)或径向偏置的数值347。另外,在本实施例中显示了刀具半径,但是也可以显示刀具直径来代替刀具半径。刀具半径(tool radius)是指未磨损的(新的)刀具ta安装于刀具主轴114的状态下的与转动轴线a2垂直的方向(以下称为径向)的刀具ta的半径。径向偏置是指未磨损的(新的)刀具ta安装于刀具主轴114的状态下的从刀具ta的基端点到刀具ta的刃口(cutting edge)的径向的坐标值。该坐标值是在刀具主轴台112处于图1所示的姿势时,刀具ta安装于刀具主轴114的状态下的刀具ta的刃口的xm坐标的值。在图9的例子中,由于钻头(t03)的刀具半径(tool radius)能够根据公称直径算出,所以省略了数值347的记载。在车削刀具(t06)中径向偏置显示为数值347,在面铣刀(t08)中刀具半径显示为数值347。刀具半径和轴向偏置的哪一个显示为数值347、以及是否省略数值347的显示,取决于刀具的种类。
157.参照图10,在数值345的右侧相邻位置显示轴向累积磨损量的数值351。轴向累积磨损量是指刀具ta的切削刃尖端部(tool tip)的轴向的累积磨损量。累积磨损量是由于刀具ta的使用而累积的磨损量,机床100能够根据刀具ta的使用方式、使用时间而算出累积磨损量。或者程序员或作业者也可以一边观察刀具ta的使用方式、一边输入累积磨损量。通过确认累积磨损量,从而程序员能够把握该刀具ta的使用是否适当、更换时期。另外,也可以
省略累积磨损量的显示。在图10的例子中,在立铣刀(t01)、钻头(t03)中省略了数值351的显示。此外,在刀具数据画面340的右端显示径向累积磨损量的数值352。径向累积磨损量是指刀具ta的刃口(cutting edge)的径向的累积磨损量。在图10的例子中,在立铣刀(t01)、钻头(t03)中省略了数值352的显示。在刀具数据画面340中还能够显示上述以外的刀具信息,在后面段落的刀具数据画面的变形例340a中详细说明。
158.t编号341、图标342、刀具名343、表示加工部位的名称344、数值345~347、351、352与每行相对应,并与程序代码302中的t编号相关联。如此,将与程序代码302中的t编号341相关联的刀具信息158称为第一刀具信息。刀具信息包含第一刀具信息,第一刀具信息如后所述,包含参照编号361、x值362、y值363、z值364、r值365、t编号341、图标342、刀具名343、表示加工部位的名称344、数值345~347、351、352中的至少一个。第一刀具信息包含由于刀具的使用而累积的累积磨损量351、352。
159.在刀具数据画面340的下端左端显示输入按钮348。程序员能够参照程序编辑画面300和刀具数据画面340,以如下方式将与适合于加工的刀具相关的t编号输入程序中。(1)在程序编辑画面300中通过轻击、点击、指针移动等操作来指定插入t编号的插入部位。(2)参照刀具数据画面340,通过轻击或点击来选择对适合于加工的刀具进行显示的行。(3)轻击或点击输入按钮348。由此,在程序代码302中的由(1)指定的插入部位插入与在(2)中选择的刀具对应的t编号。另外,在本实施方式中,作为t编号也可以在t编号341的数字2位的后面追加插入“00”。
160.此外,程序员能够在刀具数据画面340中编辑在刀具数据画面340上显示的值中的轴向偏置、径向偏置、磨损量。该编辑例如能够通过以下步骤进行。(1)在刀具数据画面340上通过轻击、长按、点击等来选择编辑的部位,成为能够编辑的状态(例如显示为表单标签)。(2)如机床100的控制装置150那样在带触摸面板的显示器上显示的情况下,追加显示屏幕键盘、屏幕十键键盘那样的输入界面。(3)通过键盘或(2)所示的屏幕上的输入界面来输入值。另外,上述的轻击、点击可以分别是单轻击、单点击,也可以是双轻击、双点击。此外,编辑方法不限于上述方法,也可以使用其他的gui、声音输入等其他方法。此外,也可以利用加工程序编辑程序221(159)以外的程序,来编辑轴向偏置、径向偏置、磨损量等。
161.在刀具数据画面340的下端还显示用于将m06指令输入程序代码302的m06指令输入按钮353。m06指令是刀具更换指令。在程序代码中描述为:
162.<更换的刀具的t代码><接下来预定更换的刀具的t代码>m06;
163.在通过轻击、点击、指针移动等操作而指定了程序代码302中的插入m06指令的插入部位的状态下,如果点击或轻击m06指令输入按钮353,则在指定的插入部位插入m06指令的代码。在利用了m06指令输入按钮353的输入中,不需要对输入按钮348的输入。虽然也可以从m代码一览画面330输入m06指令,但是由于m06指令与t代码关联性高,所以能够从刀具数据画面340直接输入m06指令的方式在编程上的便利性高。因此,通过在刀具数据画面340上显示m06指令输入按钮353,从而使编程高效化。
164.在刀具数据画面340的下端还显示用于将未指定刀具的t编号输入程序代码302的t00输入按钮354。t00是用于指定未在刀具主轴114安装刀具,或者用于指定未在换刀臂132安装刀具的t编号。例如,在更换刀具时,当没有接下来更换的预定时,在程序代码中描述在上述的<接下来预定更换的刀具的t代码>中表示t00的代码。在通过轻击、点击、指针移动等
操作而指定了程序代码302中的插入t00的插入部位的状态下,如果点击或轻击t00输入按钮354,则在指定的插入部位插入表示t00的代码。在利用了t00输入按钮354的输入中,不需要对输入按钮348的输入。t00也可以从其他的输入单元(键盘(输入界面250之一)或在显示画面30上另外显示的屏幕键盘)输入,但是与m06指令组合利用的频率高。因此,通过在与m06指令输入按钮353相同的画面(刀具数据画面340)上显示t00输入按钮354,从而使编程高效化。
165.图9和图10中所示的刀具数据画面340的显示方式仅是一例,也可以是其他的显示方式。例如,按钮或文本的显示位置也可以不是图9和图10所示的显示位置。此外,输入按钮348也可以不是由文本来表示,而是由符号或图案来表示,箭头按钮349a、349b也可以由其他的符号或图案来表示。另外,在图9和图10中,在刀具数据画面340中按t编号顺序显示了刀具ta,但是也可以按过去使用次数多的顺序或在过去的预定期间内使用次数多的顺序来显示刀具ta。此外,数值346、347也能够用作后述的刀具长度偏置之一,在后面段落的刀具数据画面的变形例340a中对此进行说明。
166.<刀具偏置>
167.接着,在说明刀具偏置画面360时,说明在刀具偏置画面360中指定的刀具长度补偿、刀具半径补偿、刀尖半径补偿的概念。刀具长度补偿(tool length compensation)是指补偿基准点ps与刀具ta的切削刃尖端部的位置偏移(偏置)。如图11、图12所示,基准点ps位于经过机床原点om的zm轴,与上述的刀具ta安装于刀具主轴114的状态下的刀具ta的基端点一致。刀具ta的切削刃尖端部相对于机床原点om的位置根据刀具ta的种类、磨损状态而千差万别。因此,在加工程序157中,程序代码被描述成犹如机床原点om经过工件w1的切削位置,但是刀具ta的切削刃尖端部相对于机床原点om的位置与作为刀具长度偏置(tool length offset)编程的动作被独立管理,机床100补偿刀具长度偏置并执行加工程序157。
168.具体地说,如图11、图12所示,利用刀具ta的切削刃尖端部eg相对于机床坐标系中的机床原点om的位置(xf,yf,zf)来定义刀具长度偏置。xf是刀具ta的切削刃尖端部eg的xm坐标。yf是刀具ta的切削刃尖端部eg的ym坐标。zf是刀具ta的切削刃尖端部eg的zm坐标。xf与将刀具主轴114内的基准点ps设为机床坐标系的原点时的切削刃尖端部eg的xm坐标xsd一致。yf与将该基准点ps设为机床坐标系的原点时的切削刃尖端部eg的ym坐标ysd一致。zf是该基准点ps的zm坐标zp和将该基准点ps设为机床坐标系的原点时的切削刃尖端部eg的zm坐标zsd之和。根据机床100的规格,预先确定zp。
169.根据形状偏置和磨损补偿参数这两者之和,求出(xsd,ysd,zsd)。形状偏置是未磨损的(新的)刀具ta安装于刀具主轴114的状态下,将刀具ta的基端点(刀具主轴114内的基准点ps)设为原点时的到切削刃尖端部eg的xm坐标、ym坐标、zm坐标(xs,ys,zs)。zs与上述的刀具ta的轴向偏置一致。在钻头那样的径向的形状为大体圆形的刀具中,xs和ys与上述的径向偏置一致。磨损补偿参数在机床坐标系中表现由于刀具ta磨损而偏离了上述形状偏置的偏离量。将磨损补偿参数的xm坐标的值、ym坐标的值、zm坐标的值分别设为xd、yd、zd时,刀具长度偏置xf、yf、zf由下式表示。
170.xf=xsd=xs xd
171.yf=ysd=ys yd
172.zf=zp zsd=zp zs zd
173.接着,对刀具半径补偿(tool radius compensation)的概念进行说明。刀具半径补偿是指在铣削加工、钻孔加工中,补偿基准点ps与刀具ta的刃口(cutting edge)(从刀具ta的转动轴a2方向观察的形成刀具ta的最大直径的周向边缘部(periphery))的位置偏移(偏置)。刀具ta的刃口相对于机床原点om的位置根据刀具ta的种类、磨损状态而千差万别。因此,在加工程序157中,程序代码被描述成犹如机床原点om经过工件w1的切削位置,但是刀具ta的刃口相对于机床原点om的位置作为刀具半径偏置(tool radius offset)而被独立管理,机床100补偿刀具半径偏置并执行加工程序157。
174.图13表示在对目标外形(target contour)ct的外侧进行铣削加工的情况下,进行了刀具半径补偿时的刀具的路径lc的一例。在图13中,刀具半径偏置df是从刀具ta的转动轴a2方向观察的机床原点om与刀具ta的刃口之间的距离。利用刀具半径补偿,控制成使刀具ta的机床原点om沿着从目标外形ct离开刀具半径偏置df以上的路径lc移动。如果提供对目标外形ct内侧和目标外形ct外侧的哪一侧进行补偿(在nc程序中根据使用g41指令和g42指令的哪一个来规定切削刃行进方向的左右哪一侧),则能够利用公知的方法以数学方式求出路径lc。
175.图14是表示铣削刀具中的刀具半径偏置df的图。在图14中,例示了铣削刀具的刀具半径偏置df,但是在用于钻孔加工的钻头中也能够同样地考虑。将刀具半径(tool radius)设为rs、将相对于刀具ta的转动轴a2的径向的磨损量设为rd时,刀具半径偏置df由下式表示。
176.df=rs rd
177.接着,对刀尖半径补偿(nose radius compensation)的概念进行说明。刀具的刃口(nose)一般带有圆角,因此由刀具长度偏置规定的假想刃口点(imaginary tool tip)egv不与工件w1接触,由与假想刃口点egv不同的曲率半径r的圆弧定义了形状的刃口(cutting edge)eg与工件w1接触。在这种状况下,如果将假想刃口点egv视为刀具的尖端来编程,则如图15所示,加工成偏离了目标外形ct的外形cr。图15例示了如下例子:由于假想刃口点egv位于刃口eg的外部,所以曲率半径r的圆弧的中心eo经过从目标外形ct离开比曲率半径r大的距离的路径lo,由此加工成偏离了目标外形ct的外形cr。刀尖半径补偿是指补偿假想刃口点egv的移动路径,以便基于工件坐标系中的从规定刃口eg的形状的圆弧的中心eo朝向假想刃口点egv的方向(刃口方向(nose direction))、以及该圆弧的曲率半径r,使该圆弧的中心eo的路径成为从目标外形ct离开曲率半径r的路径lc。由此,如图15所示,假想刃口点egv的路径被补偿为与目标外形ct相比经过工件w1内侧的路径lvc。另外,可以使用刀具长度补偿,来根据假想刃口点egv的路径lvc求出机床原点om的移动路径。
178.图16例示了刃口方向。图16图示了除了八个刃口方向以外,将与垂直于工件坐标系的y轴的全部的刃口方向对应的特殊的刃口设为刃口方向[0](和刃口方向[9])的合计九个刃口方向。刃口方向[1]是朝向工件坐标系的x轴正方向且朝向z轴正方向的方向。刃口方向[2]是朝向工件坐标系的x轴正方向且朝向z轴负方向的方向。刃口方向[3]是朝向工件坐标系的x轴负方向且朝向z轴负方向的方向。刃口方向[4]是朝向工件坐标系的x轴负方向且朝向z轴正方向的方向。刃口方向[5]是朝向工件坐标系的z轴正方向的方向。刃口方向[6]是朝向工件坐标系的x轴正方向的方向。刃口方向[7]是朝向工件坐标系的z轴负方向的方向。刃口方向[8]是朝向工件坐标系的x轴负方向的方向。
[0179]
在将工件坐标系中的圆弧的中心eo的坐标设为(xo,yo,zo)时,工件坐标系中的假想刃口点egv的坐标(xgv,ygv,zgv)以如下方式确定。
[0180]
刃口方向[1]:(xgv,ygv,zgv)=(xo r,yo,zo r)
[0181]
刃口方向[2]:(xgv,ygv,zgv)=(xo r,yo,zo
‑
r)
[0182]
刃口方向[3]:(xgv,ygv,zgv)=(xo
‑
r,yo,zo
‑
r)
[0183]
刃口方向[4]:(xgv,ygv,zgv)=(xo
‑
r,yo,zo r)
[0184]
刃口方向[5]:(xgv,ygv,zgv)=(xo,yo,zo r)
[0185]
刃口方向[6]:(xgv,ygv,zgv)=(xo r,yo,zo)
[0186]
刃口方向[7]:(xgv,ygv,zgv)=(xo,yo,zo
‑
r)
[0187]
刃口方向[8]:(xgv,ygv,zgv)=(xo
‑
r,yo,zo)
[0188]
刃口方向[0]、[9]:(xgv,ygv,zgv)=(xo,yo,zo)
[0189]
如果提供对目标外形ct内侧和目标外形ct外侧的哪一侧进行补偿(在nc程序中根据使用g41指令和g42指令的哪一个来规定切削刃行进方向的左右哪一侧),则能够利用公知的方法以数学方式求出该圆弧的中心eo的路径lc。并且,如果提供刃口方向,则根据上述的(xo,yo,zo)与(xgv,ygv,zgv)的对应关系,求出假想刃口点egv的路径lvc。如果求出路径lvc,则利用将假想刃口点egv视为切削刃尖端部eg的刀具长度补偿,根据路径lvc求出机床原点om的移动路径。
[0190]
此外,在刀尖半径补偿中也能够导入磨损的概念。在这种情况下,只要通过在未磨损的(新的)刀具ta的刀具长度上加上在刀具长度补偿中使用的磨损补偿参数来求出刀具长度偏置(xf,yf,zf),并且通过从未磨损时的曲率半径ro减去磨损量rd来求出曲率半径r即可。
[0191]
<刀具偏置画面>
[0192]
图17和图18是刀具偏置画面360的显示例。参照图17和图18,作为用于参照g43指令/g44指令(刀具长度补偿)中的偏置值的h编号、以及用于参照g41指令/g42指令(刀具半径补偿)中的偏置值的d编号中的任意一个所参照的参照编号361显示在刀具偏置画面360的左端。该参照编号361不与刀具ta直接关联。利用未图示的切换按钮来切换图17和图18。
[0193]
在图17中,在参照编号361的右侧相邻位置显示x值362,该x值362表示在刀具长度补偿时利用的未磨损的(新的)刀具ta安装于刀具主轴114的状态下的切削刃尖端部eg的xm坐标、或在刀尖半径补偿时利用的未磨损的(新的)刀具ta安装于刀具主轴114的状态下的假想刃口点egv的xm坐标。在x值362的右侧相邻位置显示y值363,该y值363表示在刀具长度补偿时利用的未磨损的(新的)刀具ta安装于刀具主轴114的状态下的切削刃尖端部eg的ym坐标、或在刃口圆角补偿时利用的未磨损的(新的)刀具ta安装于刀具主轴114的状态下的假想刃口点egv的ym坐标。在y值363的右侧相邻位置显示z值364,该z值364表示在刀具长度补偿时利用的未磨损的(新的)刀具ta安装于刀具主轴114的状态下的切削刃尖端部eg的zm坐标、或在刀尖半径补偿时利用的未磨损的(新的)刀具ta安装于刀具主轴114的状态下的假想刃口点egv的zm坐标。在刀具偏置画面360的右端显示r值365,该r值365表示在刀具半径补偿时利用的刀具半径rs、或对在刀尖半径补偿时利用的未磨损时的刃口eg的形状进行规定的圆弧的曲率半径ro。
[0194]
在刀具偏置画面360的右下角显示箭头按钮369a、369b。通过点击或轻击箭头按钮
369a、369b,能够变更在刀具偏置画面360上显示的参照编号361的范围。
[0195]
在图18中,在参照编号361的右侧相邻位置显示xd值371,该xd值371表示在刀具长度补偿或刀尖半径补偿时利用的磨损补偿参数的xm坐标。在xd值371的右侧相邻位置显示yd值372,该yd值372表示在刀具长度补偿或刀尖半径补偿时利用的磨损补偿参数的ym坐标。在yd值372的右侧相邻位置显示zd值373,该zd值373表示在刀具长度补偿或刀尖半径补偿时利用的磨损补偿参数的zm坐标。在zd值373的右侧相邻位置显示rd值374,该rd值374表示在刀具半径补偿或刀尖半径补偿时利用的径向的磨损量rd。在刀具偏置画面360的右端显示与上述的刃口方向[0]~[9]对应的方向值375。在刀具半径补偿时,方向值375显示为0。
[0196]
参照编号361、x值362、y值363、z值364、r值365、xd值371、yd值372、zd值373、rd值374和方向值375与每行相对应,并且与程序代码302中的h编号和d编号中的至少一个相关联。由此,将与程序代码302中的h编号和d编号中的至少一个相关联的刀具信息158称为第二刀具信息。刀具信息包含第二刀具信息,第二刀具信息包含参照编号361、x值362、y值363、z值364、r值365、xd值371、yd值372、zd值373、rd值374和方向值375中的至少一个。一个参照编号361管理刀具长度补偿、刀具半径补偿和刀尖半径补偿中的任意一个的偏置值。即,第二刀具信息是用于进行刀具长度补偿的参数、用于进行刀具半径补偿的参数和用于进行刀尖半径补偿的参数中的任意一个。由于采用这种管理方法,所以处在与刀具长度补偿所对应的参照编号361相同行的r值365、rd值374和方向值375显示0。处在与刀具半径补偿所对应的参照编号361相同行的x值362、y值363、z值364、xd值371、yd值372和zd值373显示0。
[0197]
在刀具偏置画面360的下端显示d编号输入按钮367和h编号输入按钮368。在进行刀具长度补偿的情况下,(1)在g代码一览画面320、键盘(输入界面250之一)等中先将g43指令或g44指令输入程序代码302之后,在程序编辑画面300中,通过轻击、点击、指针移动等操作来指定插入h编号的插入部位。(2)参照刀具偏置画面360,通过轻击或点击来选择对适合于刀具长度补偿的x值362、y值363、z值364、xd值371、yd值372和zd值373进行显示的行。(3)轻击或点击h编号输入按钮368。由此,在程序代码302中的由(1)指定的插入部位插入在(2)中选择的列的参照编号361的开头附加有字符h的h编号。例如,在选择了“3”作为参照编号361的情况下,h03或h003被输入程序代码302。直到调用g49指令而取消刀具长度补偿、或根据追加的g43指令/g44指令而变更偏置值为止,参照如此输入的参照编号361的g43指令/g44指令是有效的。
[0198]
在进行刀具半径补偿的情况下,(1)在g代码一览画面320、键盘(输入界面250之一)等中先将g41指令或g42指令输入程序代码302之后,在程序编辑画面300中,通过轻击、点击、指针移动等操作来指定插入d编号的插入部位。(2)参照刀具偏置画面360,通过轻击或点击来选择对适合于刀具半径补偿的r值365、rd值374和方向值375进行显示的行。另外,由于在刀具半径补偿和刀尖半径补偿中的任意一个的情况下都利用g41指令或g42指令,所以参照方向值375。因此,在刀具半径补偿中,需要选择方向值375为0或9的行。一般来说,方向值375指定为0。最后,(3)轻击或点击d编号输入按钮367。由此,在程序代码302中的由(1)指定的插入部位插入在(2)中选择的列的参照编号361的开头附加有字符d的d编号。例如,在选择了“5”作为参照编号361的情况下,d05或d005被输入程序代码302。直到调用g40指令
而取消刀具半径补偿、或根据追加的g41指令/g42指令而变更偏置值为止,参照如此输入的参照编号361的g41指令/g42指令是有效的。
[0199]
在进行刀尖半径补偿的情况下,首先,(1)利用上述刀具长度补偿来补偿与假想刃口点egv相关的刀具长度偏置。虽然也可以利用g43指令/g44指令来进行刀具长度补偿,但是有时也利用t编号来进行刀具长度补偿。在后面段落的刀具数据画面的变形例340a中对此进行说明。接着,(2)在g代码一览画面320、键盘(输入界面250之一)等中先将g41指令或g42指令输入程序代码302之后,在程序编辑画面300中,通过轻击、点击、指针移动等操作来指定插入d编号的插入部位。(3)参照刀具偏置画面360,通过轻击或点击来选择对适合于刀尖半径补偿的r值365、rd值374和方向值375进行显示的行。在刀尖半径补偿中,机床100参照方向值375来补偿假想刃口点egv与圆弧的中心eo的位置偏移,因此在与(1)相关的补偿中,程序员只要考虑与假想刃口点egv相关的刀具长度偏置即可。最后,(4)轻击或点击d编号输入按钮367。由此,在程序代码302中的由(2)指定的插入部位输入在(3)中选择的列的参照编号361的开头附加有字符d的d编号。例如,在选择了“8”作为参照编号361的情况下,d08或d008被插入程序代码302。直到调用g40指令而取消刀具半径补偿、或根据追加的g41指令/g42指令而变更偏置值为止,参照如此输入的参照编号361的g41指令/g42指令是有效的。
[0200]
刀具偏置画面360如此显示参照编号361、x值362、y值363、z值364、r值365、xd值371、yd值372、zd值373、rd值374和方向值375,在一个辅助画面上管理与d编号、h编号相关的参数,因此能够减少辅助画面310的数量。此外,在刀具偏置画面360上显示d编号输入按钮367和h编号输入按钮368,利用这些按钮操作,能够将参照编号361转换为d编号、h编号并插入程序代码302。由此程序员能够将所选择的参数简单地输入程序代码302。
[0201]
另外,在图17和图18中所示的刀具偏置画面360的显示方式仅是一例,也可以是其他的显示方式。例如,按钮或文本的显示位置也可以不是图17和图18所示的显示位置。此外,d编号输入按钮367、h编号输入按钮368也可以不是由文本来表示,而是由符号或图案来表示,箭头按钮369a、369b也可以由其他的符号或图案来表示。另外,在图17和图18中,在刀具偏置画面360上按参照编号361的顺序显示参数,但是也可以按过去使用次数多的顺序或在过去的预定期间内使用次数多的顺序来显示参数。
[0202]
<宏变量画面>
[0203]
图19是宏变量画面380的显示例。宏变量画面380是显示在加工程序157中使用的宏变量的数值和宏变量的内容的画面。宏变量是与在程序代码中反复利用的数值相对应的变量。利用宏变量,能够容易地进行在程序代码中反复利用的数值的变更。宏变量具有能够在机床100执行的全部的加工程序中共通利用的通用变量(大多使用100号段、500号段)、能够在一个加工程序内利用的本地变量(一般使用#1~#33)、以及管理机床100的系统参数的系统变量(一般使用1000号段以后)。
[0204]
在图19中,宏变量画面380显示通用变量的数值和内容。宏变量画面380也可以同样地显示本地变量、系统变量,但是对本地变量、系统变量的显示例省略说明。在宏变量画面380中,在左端显示变量名381。在变量名381的右侧相邻位置显示输入到由变量名381表示的宏变量中的数值382。
[0205]
在宏变量画面380的右端显示与由变量名381表示的宏变量对应的注释383。变量
名381、数值382、注释383与每行相对应。在宏变量画面380的右上角显示注释显示切换按钮384。通过点击或轻击注释显示切换按钮384,来切换宏变量画面380中的注释383的显示/不显示。此外,在宏变量画面380的右下角显示箭头按钮389a、389b,通过点击或轻击箭头按钮389a、389b,能够变更宏变量画面380上显示的变量名381的范围。
[0206]
在宏变量画面380的下端左侧显示变量输入按钮385和注释输入按钮386。由于与每行相对应地管理变量名381、数值382和注释383,所以如果点击或轻击变量名381、数值382和注释383中的任意一个,则选择了与点击或轻击的项目相同行所涉及的变量名381、数值382、注释383,并进行黑白反转显示等。如果在该状态下点击或轻击变量输入按钮385,则与所选择的变量名381相关的宏变量被插入程序代码302中的插入部位。此外,如果在该状态下点击或轻击注释输入按钮386,则在所选择的注释383的两侧追加了圆括号的字符串被插入程序代码302中的插入部位。具体地说,在图19中例如选择了#100时,如果点击或轻击注释输入按钮386,则字符串(work
‑
num)被插入程序代码302中的插入部位。
[0207]
此外,如果点击或轻击特定的变量名381、数值382、注释383,则显示用于编辑所选择的变量名381、数值382、注释383的弹出窗口。程序员能够在该弹出窗口中编辑数值382、注释383,或者设定尚未被分配数值382的宏变量。
[0208]
在图19中所示的宏变量画面380的显示方式仅是一例,只要显示变量名381和数值382,则也可以是其他的显示方式。例如,按钮或文本的显示位置也可以不是图19所示的显示位置。此外,注释显示切换按钮384、变量输入按钮385、注释输入按钮386也可以不是由文本来表示,而是由符号或图案来表示,箭头按钮389a、389b也可以由其他的符号或图案来表示。此外,也可以省略注释383、注释显示切换按钮384、注释输入按钮386。此外,在图19中,在宏变量画面380中按宏变量的编号顺序显示变量名381,但是也可以按过去使用次数多的顺序或在过去的预定期间内使用次数多的顺序来显示变量名381。
[0209]
<宏输入画面>
[0210]
图20是宏输入画面390的显示例。宏输入画面390是用于利用gui简单地输入宏的画面。在本实施方式中,宏是指在编程中利用的字符集(character set)。优选该字符集为通用或频繁使用的字符集。宏包括在程序代码中用于规定控制结构(control structure)的运算符391(以下称为控制命令(control command)391)、表示数学函数的函数代码392、比较运算符(comparative operator)393和外部输出指令394。
[0211]
在此,函数代码392中的bcd是将二进制数据转换为bcd(binary
‑
coded decimal:二进制编码的十进制)数据的函数。bin是将bcd数据转换为二进制数据的函数。fix是小数点以下舍去的函数。fup是小数点以下进位的函数。round是通过四舍五入而输出整数的函数。比较运算符393中的eq表示“equal”,ne表示“not equal”,gt表示“greater than”,lt表示“less than”,ge表示“greater than or equal to”,le表示“less than or equal to”。外部输出指令(external output command)394中的popen是rs232c端口打开的指令。popen在外部数据输出之前被调用。pclos是rs232c端口关闭的指令。pclos在外部数据输出完成的时点被调用。dprnt是以iso代码输出自变量(字符串和/或数值)的指令。bprnt是以二进制形式输出自变量(字符串和/或数值)的指令。bcd、bin、fix、fup、round以外的函数代码392和控制命令391也使用通用的程序语言,由于广为人知,所以省略说明。
[0212]
在宏输入画面390的下端显示输入按钮395。如果点击或轻击控制命令391、函数代
码392、比较运算符393和外部输出指令394中的任意一个,则选择了点击或轻击的代码,并进行黑白反转显示等。如果在该状态下点击或轻击输入按钮395,则选择的代码被插入程序代码302中的插入部位。
[0213]
在宏输入画面390上还显示与上述的字符集391~394组合利用的符号(symbol)的输入按钮
‑
算术运算符(arithmetic operator)按键396、空格按键397和换行按键398。即,该符号包括算术运算符、空格符、换行符。在nc程序中,换行符包含“;”(eob)。另外,虽然在图20中未显示,但是在宏输入画面390上也可以附加地显示0到9的数字键(numeric key)按钮、小数点键(decimal key)按钮。宏输入画面390不仅显示上述宏,还一并显示与宏组合利用的符号的输入按钮396~398,因此也可以被称为编程辅助画面(programming assistance screen)。
[0214]
如果点击或轻击算术运算符按键396,则与点击或轻击的按钮对应的运算符被插入程序代码302中的插入部位。如果点击或轻击空格按键397,则空格被插入程序代码302中的插入部位。如果点击或轻击换行按键398,则换行符(“;”(eob))被插入程序代码302中的插入部位。在利用了算术运算符按键396、空格按键397和换行按键398的输入中,不需要对输入按钮395的输入。另外,加工程序编辑程序221除了从输入按钮396~398接受算术运算符、空格、换行的输入以外,还可以从与计算机200连接的键盘(输入界面250之一)或在显示画面30上另外显示的屏幕键盘接受算术运算符、空格、换行的输入。加工程序编辑程序159除了从输入按钮396~398接受算术运算符、空格、换行的输入以外,还可以从在显示画面30上另外显示的屏幕键盘接受算术运算符、空格、换行的输入。
[0215]
在显示包含规定数学函数的函数代码392、外部输出指令394和运算符391、393中的至少一个的字符集的辅助画面(编程辅助画面)、即宏输入画面390上,还一并显示与该字符集(宏)391~394组合利用的符号的输入按钮396~398。因此,能够省去特别是在机床100的带触摸面板的显示器154中显示另外的屏幕键盘的基础上进行输入的繁琐工作。其结果,使机床100中的编程高效化。
[0216]
上述宏变量被输入函数代码392的自变量、比较运算符393的比较对象值和外部输出指令394的自变量中的情况也较多。在这种情况下,通过将宏变量画面380显示于第一辅助画面312和第二辅助画面314中的一方,并且将宏输入画面390显示于第一辅助画面312和第二辅助画面314中的另一方,从而能够更有效地进行编程。
[0217]
另外,在图20中所示的宏输入画面390的显示方式仅是一例,也可以是其他的显示方式。例如,按钮或文本的显示位置也可以不是图20所示的显示位置。输入按钮395、空格按键397也可以不是由文本来表示,而是由符号或图案来表示。空格按键397也可以显示为素色的空格按键。换行按键398也可以由文本或其他的符号、图案来表示。此外,也可以省略算术运算符按键396、空格按钮397和换行按键398中的至少一个。控制命令391、函数代码392、比较运算符393和外部输出指令394也可以包括图20中显示的代码以外的代码,还可以省略图20中显示的代码的一部分。
[0218]
<刀具数据画面的变形例>
[0219]
基本的显示画面30的说明如上所述。但是,作为扩展的功能,也可以在刀具数据画面340中与t编号相关联地管理在刀具偏置画面360上管理的参数361~365、371~375。在这种情况下,在更换为与t编号相关的刀具ta时,与程序代码302中有无g43指令、g44指令无
关,基于与t编号相关联地管理的参数361~365、371~375,执行刀具长度补偿。可以利用机床100的设定,仅使基于g43指令和g44指令的刀具长度补偿有效,或者仅使基于t编号的刀具长度补偿有效,或者使基于双方的指定的刀具长度补偿有效。在使基于双方的指定的刀具长度补偿有效时,将基于t编号的补偿值以及基于g43指令和g44指令的补偿值相加,进行刀具长度补偿。另外,刀具半径补偿和刀尖半径补偿与刀具数据画面340有无显示无关,需要在程序代码中记载g41指令或g42指令。
[0220]
也能够利用根据刀具ta而不同的刀刃的端面进行不同的切削加工。这种刀具中的刀具ta的端面分别具有不同的参数361~365、371~375。在管理这种端面时,能够由t编号341的整数部分(或从上数预定位数)确定刀具ta,并且由小数点以下(或上述预定位数以后)指定不同的端面。将规定这种端面的符号称为后缀。有时也组合t编号341的数值和后缀来指定一个刀具ta,但是对这种情况省略说明。
[0221]
图21表示刀具数据画面340的变形例340a。在图21中显示用于多种用途的t编号为3的钻头和t编号为5的车削刀具。对于这些刀具,在数值345的右侧相邻位置显示后缀341a。后缀341a由字母标记,但是作为t编号输入程序代码时,abc
…
z转换为“01”“02”“03
”…“
26”,或者abc
…
z转换为“61”“62”“63
”…“
86”。对于未显示后缀341a的刀具,在输入程序代码302的t编号的最后附加00作为后缀。在以后的说明中,在说明图21的刀具时,利用由程序代码302输出的t编号来进行说明。例如,以t编号为3.08的形式对车削钻头进行说明。另外,后缀341a也可以不是由字母来显示,而是由数字来显示。此外,后缀341a的显示位置也可以是其他场所(例如t编号341与图标342之间)。
[0222]
在本变形例中,作为从t编号341与后缀341a的组合中参照的信息,包含与在刀具偏置画面360上管理的x值362、y值363、z值364、r值365、xd值371、yd值372、zd值373、rd值374和方向值375中的至少一个相当的数值。此外,也可以是数值345被管理为与r值365或x值362相当,数值346被管理为与z值364相当,数值347被管理为与x值362或r值365相当。
[0223]
t编号为3.00的钻头和t编号为3.08的车削钻头是相同的刀具。但是,由于t编号为3.00的钻头用于钻孔加工,所以在加工中需要进行刀具半径补偿。另一方面,由于t编号为3.08的车削钻头用于车削加工,所以在加工中需要进行刀具长度补偿(或刀尖半径补偿)。由此,即使是这样的相同的刀具,为了管理需要不同的补偿的参数,后缀341a是有效的。在基于t编号的刀具长度补偿、刀具半径补偿和刀尖半径补偿有效的情况下,如果在程序代码302中指定t03.00(t003.00),则例如设定考虑了公称直径为5.0mm的刀具半径补偿。如果在程序代码032中指定t03.08(t003.08),则例如设定刀具长度偏置为(5.0,0.0,123.0)的刀具长度补偿。机床100的处理器151在加工程序157的执行时也可以代替g41指令、g42指令、g43指令、g44指令,而是参照表示加工部位的名称344、后缀341a的范围等,来判定刀具长度补偿、刀具半径补偿和刀尖半径补偿中的哪一个补偿适当。
[0224]
程序员能够参照程序编辑画面300和刀具数据画面340,以如下方式在程序中将适合于加工的刀具长度补偿、刀具半径补偿和刀尖半径补偿的t编号输入程序。(1)在程序编辑画面300中,通过轻击、点击、指针移动等操作来指定插入t编号的插入部位。(2)参照刀具数据画面340,通过轻击或点击来选择对适合于加工的刀具和用于补偿切削加工中的误差的参数进行显示的行。(3)轻击或点击输入按钮348。由此,在程序代码302中的由(1)指定的插入部位输入与在(2)中选择的刀具对应的带后缀的t编号。
[0225]
<加工程序的编辑方法、加工程序编辑程序的处理流程>
[0226]
接着,对本实施方式中的车削加工进行说明。图22是表示本实施方式中的加工程序的编辑方法和加工程序编辑程序221(159)的处理的流程图。处理器210(151)如果执行加工程序编辑程序221(159),则进行图22所示的动作。首先,处理器210(151)取得能够安装于机床100的刀具ta的刀具信息158(步骤s1)。刀具信息158例如包含与刀具ta对应的t编号341、刀具ta的名称(刀具名)343、刀具ta的尺寸345~347、以及用于补偿切削加工中的误差的参数362~365、371~375中的至少一个。用于补偿切削加工中的误差的参数包含用于进行刀具长度补偿的参数362~364、371~373、用于进行刀具半径补偿的参数365、374、375和用于进行刀尖半径补偿的参数365、374、375中的至少一个。
[0227]
优选刀具信息158还包含由于刀具ta的使用而累积的累积磨损量351、352。虽然刀具信息158可以读入执行加工程序编辑程序221(159)的机床中的存储器220(152)所保存的刀具信息,但是也可以取得存储于机床100的存储器152的最新的刀具信息158。特别是累积磨损量351、352也可以由机床100(处理器151)根据机床100的刀具ta的使用方式、使用时间算出,并且由存储器152存储,由处理器210经由网络290读出。由此,能够统一地管理在各种加工程序157中利用的刀具ta的累积磨损量351、352。
[0228]
接着,处理器210(151)执行将程序编辑画面300显示于显示器240(154)的处理,该程序编辑画面300显示用于控制机床100的加工程序157的程序代码302(步骤s2)。在程序代码302正在编辑的情况下,处理器210(151)从存储器220(152)读入正在编辑的程序代码并显示于显示器240(154)。接着,指定在至少一个辅助画面310(第一辅助画面312和第二辅助画面314)上显示的最初的显示信息(步骤s3)。从刀具数据画面340、刀具偏置画面360、宏变量画面380、宏输入画面390、g代码一览画面320、m代码一览画面330中的任意一个选择显示信息。在步骤s3中,优选的是默认地预先选择的显示画面、程序员利用频率高的显示画面、或在程序代码302正在编辑的情况下上次编辑结束时显示的显示画面。
[0229]
接着,处理器210(151)执行显示至少一个辅助画面310的处理(步骤s4)。更具体地说,处理器210(151)执行将第一辅助画面312和第二辅助画面314作为至少一个辅助画面310显示于显示器240(154)的处理。处理器210(151)执行在显示器240(154)上将程序编辑画面300和至少一个辅助画面310排列显示于显示器240(154)的处理。在步骤s4中,处理器210(151)执行将显示信息选择画面316进一步显示于显示器240(154)的处理,该显示信息选择画面316用于从刀具信息、控制方法、以及刀具信息和控制信息以外的其他信息中选择在至少一个辅助画面310上显示的信息(显示信息)。该其他信息包括在程序代码302中规定的宏变量(在宏变量画面380上显示的宏变量)、在编程中利用的字符集391~394(在宏输入画面390上显示的字符集)中的至少一个。此外,处理器210(151)执行将指定第一辅助画面312和第二辅助画面314中的任意一个的切换设定画面318显示于显示器240(154)的处理。
[0230]
接着,处理器210(151)判定是否具有显示信息的切换请求(步骤s5)。处理器210(151)能够通过检测显示信息选择画面316的ok按钮317被操作的事件来判定有无该切换请求。在具有显示信息的切换请求时(步骤s5中为“是”),处理器210(151)取得在切换设定画面318中指定的辅助画面的信息,基于该信息指定切换显示信息的辅助画面(步骤s6)。并且,处理器210(151)从存储器220(152)读入在显示信息选择画面316中选择的显示信息(步骤s7)。并且,返回到步骤s4,处理器210(151)执行将在显示信息选择画面316中选择的显示
信息显示于至少一个辅助画面310的处理(步骤s4)。更具体地说,处理器210(151)在切换设定画面318中指定的辅助画面上显示在显示信息选择画面316中选择的显示信息。
[0231]
在此,在步骤s3中刚刚指定了宏变量画面380和宏输入画面390之后的步骤s4中,第一辅助画面312和第二辅助画面314不显示刀具ta的刀具信息和刀具ta的控制方法中的任意一个。但是,即使假设在步骤s3中指定了宏变量画面380和宏输入画面390的情况下,也在上述步骤s7中显示刀具数据画面340、刀具偏置画面360、g代码一览画面320、m代码一览画面330中的任意一个,因此在此后再次执行的步骤s4中,至少一个辅助画面310显示刀具ta的刀具信息和刀具ta的控制方法中的至少一个。另外,刀具ta的控制方法的显示是指g代码一览画面320和m代码一览画面330中的任意一个的显示。
[0232]
如上所述,在步骤s4中,处理器210(151)能够执行将刀具数据画面340、刀具偏置画面360、宏变量画面380、宏输入画面390、g代码一览画面320、m代码一览画面330显示于至少一个辅助画面310(第一辅助画面312和第二辅助画面314)的处理。处理器210(151)、显示器240(154)在显示它们时进行以下的特征动作。
[0233]
(1)处理器210(151)执行在至少一个辅助画面310中的一个辅助画面上显示g代码和g代码以外的自定义代码(m代码)中的任意一方的代码的处理。显示器240(154)在至少一个辅助画面310中的一个辅助画面上显示g代码和g代码以外的自定义代码中的任意一方的代码。
[0234]
(2)处理器210(151)执行在该一个辅助画面上进一步显示该任意一方的代码的控制内容322、332的处理。显示器240(154)在至少一个辅助画面310中的一个辅助画面上显示g代码和g代码以外的自定义代码中的任意一方的控制内容。
[0235]
(3)处理器210(151)执行在该一个辅助画面上进一步显示用于输入eob的按键329、339的处理。显示器240(154)在至少一个辅助画面310中的一个辅助画面上显示用于输入eob的按键329、339。
[0236]
(4)处理器210(151)执行在至少一个辅助画面310中的一个辅助画面上显示第一刀具信息(与程序代码302中的t编号341相关联的刀具信息158:341~347、351、352中的至少一个)和第二刀具信息(与程序代码302中的h编号和d编号中的至少一个相关联的刀具信息158:361~365、371~375中的至少一个)中的任意一方的处理。显示器240(154)在至少一个辅助画面310中的一个辅助画面上显示第一刀具信息和第二刀具信息中的任意一方。
[0237]
(5)处理器210(151)执行在显示该第一刀具信息的辅助画面(刀具数据画面340)上进一步显示用于将m06指令输入程序代码302的m06指令输入按钮353的处理。显示器240(154)在显示该第一刀具信息的辅助画面(刀具数据画面340)上进一步显示用于将m06指令输入程序代码302的m06指令输入按钮353。
[0238]
(6)处理器210(151)执行在显示该第一刀具信息的辅助画面(刀具数据画面340)上进一步显示用于将未指定刀具ta的t编号输入程序代码302的t00输入按钮354的处理。显示器240(154)在显示该第一刀具信息的辅助画面(刀具数据画面340)上进一步显示用于将未指定刀具ta的t编号输入程序代码302的t00输入按钮354。
[0239]
(7)处理器210(151)执行在显示该第二刀具信息的辅助画面(刀具偏置画面360)上进一步显示与该第二刀具信息相关联的参照编号361、用于将该参照编号361作为h编号输入程序代码302中的h编号输入按钮368、以及用于将该参照编号361作为d编号输入程序
代码302中的d编号输入按钮367的处理。显示器240(154)在显示该第二刀具信息的辅助画面(刀具偏置画面360)上进一步显示与该第二刀具信息相关联的参照编号361、用于将该参照编号361作为h编号输入程序代码302中的h编号输入按钮368、以及用于将该参照编号361作为d编号输入程序代码302中的d编号输入按钮367。
[0240]
(8)处理器210(151)执行在显示字符集391~394的辅助画面(宏输入画面390)上进一步显示与字符集391~394组合利用的符号的输入按钮396~398的处理。显示器240(154)在显示字符集391~394的辅助画面(宏输入画面390)上进一步显示与字符集391~394组合利用的符号的输入按钮396~398。
[0241]
接着,在没有显示信息的切换请求时(在步骤s5中为“否”),处理器210(151)在程序代码302中指定新插入代码的插入部位(步骤s8)。在控制装置150中,处理器151能够利用带触摸面板的显示器154的触摸面板的轻击来指定插入部位。在计算机200中,处理器210能够利用输入界面250中的鼠标的点击或输入界面250中的键盘的指针移动来指定插入部位。
[0242]
接着,在至少一个辅助画面310中选择插入程序代码302的至少一个插入信息(步骤s9)。在至少一个辅助画面310上显示刀具数据画面340、刀具偏置画面360、g代码一览画面320、m代码一览画面330的情况下,选择上述刀具信息和上述控制方法中的至少一个的信息。例如以如下方式选择插入信息。
[0243]
(1)在g代码一览画面320中,通过轻击或点击来选择g代码321的行。
[0244]
(2)在m代码一览画面330中,通过轻击或点击来选择m代码331的行。
[0245]
(3)在刀具数据画面340中,通过轻击或点击来选择刀具(和对用于补偿切削加工中的误差的参数进行显示的行)。
[0246]
(4)在刀具偏置画面360中,通过轻击或点击来选择对用于补偿切削加工中的误差的参数进行显示的行。
[0247]
(5)在宏变量画面380中,点击或轻击显示变量名381的行。
[0248]
(6)在宏输入画面390中,点击或轻击控制命令391、函数代码392、比较运算符393和外部输出指令394中的任意一个。
[0249]
接着,处理器210(151)接受向程序代码302插入所选择的插入信息的插入请求(步骤s10)。插入请求是输入按钮328、338、348、395、d编号输入按钮367、h编号输入按钮368、变量输入按钮385或注释输入按钮386被操作(点击或轻击)的事件。此外,插入请求也可以包括换行按键329、339、398、m06指令输入按钮353、t00输入按钮354、算术运算符按键396或空格按键397被操作(点击或轻击)的事件。
[0250]
如果接受了插入请求,则处理器210(151)将插入信息转换为代码(步骤s11)。当操作了输入按钮328、338、348、395和变量输入按钮385时,选择的g代码321、选择的m代码331、选择的刀具的t编号、选择的控制命令391、函数代码392、比较运算符393、外部输出指令394中的任意一个、以及选择的变量名381分别成为程序代码。当操作了d编号输入按钮367时,处理器210(151)将所选择的参照编号361转换为在开头附加有字符d的d编号。当操作了h编号输入按钮368时,处理器210(151)将所选择的参照编号361转换为在开头附加有字符h的h编号。当操作了注释输入按钮386时,处理器210(151)将所选择的注释383转换为在两侧追加有圆括号的字符串。
[0251]
接着,处理器210(151)将转换后的代码插入程序代码302(步骤s12)。如果处理器
210(151)利用步骤s8至步骤s12,在至少一个辅助画面310中选择了刀具信息和控制方法中的至少一个的信息,则将与至少一个的信息对应的命令插入程序代码302的插入部位。例如,在显示上述第二刀具信息的辅助画面(刀具偏置画面360)中指定了参照编号361的状态下,如果操作了h编号输入按钮368,则处理器210(151)将包含参照编号的h编号插入程序代码302中的插入部位。在显示上述第二刀具信息的辅助画面(刀具偏置画面360)中指定了参照编号361的状态下,如果操作了d编号输入按钮367,则处理器210(151)将包含参照编号361的d编号插入程序代码302中的插入部位。在宏变量画面380中指定了注释383的状态下,如果操作了注释输入按钮386,则处理器210(151)将包含注释383的字符串插入程序代码302中的插入部位。
[0252]
接着,处理器210(151)等待程序结束请求(步骤s13)。程序结束请求是加工程序编辑程序221(159)的结束事件。如果没有程序结束请求(在步骤s13中为“否”),则返回到步骤s4。如果具有程序结束请求(在步骤s13中为“是”),则处理器210(151)将编辑的程序代码302保存于存储器220(152)(步骤s14),并结束。
[0253]
<实施方式的作用和效果>
[0254]
在本实施方式的机床100、机床100的加工程序制作编辑方法和用于机床的加工程序编辑的加工程序编辑程序221(159)中,取得能够安装于机床100的刀具ta的刀具信息158。并且,排列显示程序编辑画面300和至少一个辅助画面310,该至少一个辅助画面310显示刀具ta的刀具信息158和刀具ta的控制方法中的至少一个。在程序代码302中指定新插入代码的插入部位,如果在至少一个辅助画面310中选择了刀具信息和控制方法中的至少一个的信息,则将与至少一个的信息对应的命令插入程序代码302的插入部位。由此,能够容易地进行程序代码302的编辑所需的刀具ta的刀具信息158以及刀具ta的控制方法的参照和插入。其结果,使加工程序157的编程高效化。
[0255]
图22的流程图中的各步骤的执行顺序能够在处理结果不变的范围内进行变更。此外,在图22中,也可以省略步骤s13、s14。在这种情况下,在步骤s12的处理后,返回到步骤s4。在至少一个辅助画面310仅具有一个辅助画面的情况下,可以省略步骤s6。此外,在本实施方式中,也可以省略刀具数据画面340、刀具偏置画面360、宏变量画面380、宏输入画面390、g代码一览画面320、m代码一览画面330的一部分。但是,优选不省略刀具数据画面340、刀具偏置画面360、g代码一览画面320、m代码一览画面330中的至少一个。
[0256]
也可以省略显示信息选择画面316和切换设定画面318。在这种情况下,不切换刀具数据画面340、刀具偏置画面360、宏变量画面380、宏输入画面390、g代码一览画面320、m代码一览画面330中的至少一个辅助画面310所显示的内容来进行显示。在这种情况下,在图22中也可以省略步骤s3、s5~s7。
[0257]
在本技术中,“包括”及其衍生词是说明构成要素的存在的非限制性术语,不排除未记载的其他构成要素的存在。这也适用于“具有”、“包含”和它们的衍生词。
[0258]“~构件”,“~部”,“~要素”,“~体”和“~结构”这种词语可以具有单一部分或多个部分这样的多种含义。
[0259]“第一”或“第二”等序数仅是用于识别构成的术语,并不具有其他含义(例如特定的顺序等)。例如,具有“第一要素”并不暗示存在“第二要素”,并且具有“第二要素”并不暗示存在“第一要素”。
[0260]
表示程度的“实质上”、“大约”和“大致”等词语可以意味着最终结果没有显著变化的合理的偏差。本技术记载的全部数值可以被解释为包含“实质上”、“大约”和“大致”等词语。
[0261]
在本技术中,“a和b中的至少一方”这种词语应解释为包括仅a、仅b、以及a和b双方。
[0262]
从上述的公开内容考虑而能够进行本发明的各种变更或修正是显而易见的。因此,也可以在不脱离本发明宗旨的范围内通过与本技术的具体公开内容不同的方法来实施本发明。
[0263]
附图标记说明
[0264]
100:机床
[0265]
151、210:处理器
[0266]
152、220:存储器
[0267]
154、240:显示器
[0268]
154、250:界面
[0269]
157:加工程序
[0270]
158:刀具信息
[0271]
159、221:加工程序编辑程序
[0272]
300:程序编辑画面
[0273]
310:至少一个辅助画面
[0274]
312:第一辅助画面
[0275]
314:第二辅助画面
[0276]
316:显示信息选择画面
[0277]
318:切换设定画面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。