1.本发明涉及车床加工技术领域,具体涉及一种孔面距精准找正装置及其方法。
背景技术:
2.cnc数控机床是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置,经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
3.现实cnc数控机床在生产中往往会遇到所加工孔相对加工工件某个侧面的精度要求很高,但传统cnc数控机床在生产中无法获得所要加工孔面距的位置,导致工件孔面距精准度低,为此我们提出了一种孔面距精准找正装置及其方法。
技术实现要素:
4.针对背景技术中提到的问题,本发明的目的是提供一种孔面距精准找正装置及其方法,以解决背景技术中提到的问题。
5.本发明的上述技术目的是通过以下技术方案得以实现的:
6.一种孔面距精准找正装置,包括:cnc工作台主体,所述cnc工作台主体的顶部具有cnc主轴本体;工件,所述工件设置在所述cnc工作台主体的顶面;杠杆表,所述杠杆表设置在所述cnc主轴本体的底面,所述杠杆表的外圆壁面套设有限位块,所述cnc工作台主体的顶面设置有校准环规,所述限位块的底面开设有梯形孔,所述限位块的梯形孔与所述杠杆表套设在一起,所述限位块通过螺钉与所述杠杆表的外圆壁面连接在一起。
7.较佳的,所述限位块的梯形孔内角为60
‑
70度。
8.本发明还提供了一种孔面距精准找正方法,具体步骤如下:
9.s1:确定x轴中o2位置;
10.s2:确定y轴中o3位置;
11.s3:根据所述o2与所述o3的十字交叉点从而得到工件的加工孔的位置。
12.较佳的,所述确定x轴中o2位置的步骤包括:将校准环规放置在cnc工作台主体上,在cnc主轴本体上夹持杠杆表,移动杠杆表接触校准环规内径,调整cnc主轴本体位置o1,当表针不动时,调整指针为“0”。
13.较佳的,所述确定x轴中o2位置的步骤包括:然后将表头移动到工件侧面,摆动表头,当杠杆表表针转到“0”时,停止移动,此时确定了cnc主轴本体的位置o2,所加工孔在x向上的位置为r
‑
l2。
14.较佳的,所述确定y轴中o3位置的步骤包括:当确定工件加工孔在x向上的位置后,移动杠杆表接触校准环规内径,调整cnc主轴本体位置o1,当表针不动时,调整指针为“0”。
15.较佳的,所述确定y轴中o3位置的步骤包括:然后将表头移动到工件侧面,摆动表头,当杠杆表表针转到“0”时,停止移动,此时确定了cnc主轴本体的位置o3,所加工孔在y向
上的位置r l3。
16.综上所述,本发明主要具有以下有益效果:
17.通过设置杠杆表,工作人员将杠杆表夹持在cnc主轴本体的内部,此时工作人员移动表头,将表头接触至校准环规的内径,并调整cnc主轴本体位置o1,当表针不动时,调整指针为“0”,此时工作人员将表头移动到工件的侧面并摆动表头,当杠杆表表针转到“0”时停止移动,此时确定了cnc主轴本体的位置o2,所加工孔在x向上的位置为r
‑
l2。
18.通过设置工件,当确定工件加工孔在x向上的位置后,工作人员再次移动杠杆表接触校准环规内径,调整cnc主轴本体位置o1,当表针不动时,调整指针为“0”,然后将表头移动到工件的侧面,摆动表头,当杠杆表表针转到“0”时停止移动,此时也确定了cnc主轴本体的位置o3,所加工孔在y向上的位置r l3,通过o2与o3十字交叉点,从而精确得到工件的加工孔的位置。
19.通过设置限位块,通过限位块内部开设的梯形孔使杠杆表在进行晃动定位时不会受到影响,此时通过限位块的磁力与工件的上表面相吸附,通过限位块的磁力吸附,使杠杆表在进行定位工件的侧边时更加准确,提高了杠杆表的使用寿命。
附图说明
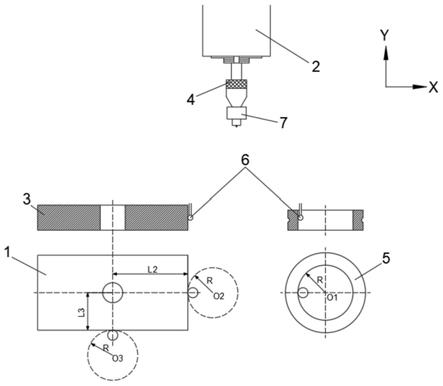
20.图1是本发明的杠杆表结构示意图;
21.图2是本发明的工件结构示意图;
22.图3是本发明的校准环规结构示意图;
23.图4是本发明的限位块剖视图。
24.附图标记:1、cnc工作台主体;2、cnc主轴本体;3、工件;4、杠杆表;5、校准环规;6、表头;7、限位块。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.参考图1、2图、3和图4,一种孔面距精准找正装置,包括cnc工作台主体1,所述cnc工作台主体1的顶部具有cnc主轴本体2,cnc工作台主体1的顶面设置有工件3,cnc主轴本体2的底面设置有杠杆表4,杠杆表4的外圆壁面套设有限位块7,限位块7为磁铁制矩形结构,cnc工作台主体1的顶面设置有校准环规5,限位块7的底面开设有梯形孔,限位块7的梯形孔与杠杆表4套设在一起,限位块7通过螺钉与杠杆表4的外圆壁面连接在一起,限位块7的梯形孔内角为60
‑
70度,通过限位块7内部开设的梯形孔使杠杆表4在进行晃动定位时不会受到影响,此时通过限位块7的磁力与工件3的上表面相吸附,通过限位块7的磁力吸附,使杠杆表4在进行定位工件3的侧边时更加准确,提高了杠杆表4的使用寿命。
27.本发明还提供了一种孔面距精准找正方法,具体步骤如下:
28.s1:确定x轴中o2位置;
29.s2:确定y轴中o3位置;
30.s3:根据所述o2与所述o3的十字交叉点从而得到工件3的加工孔的位置。
31.参考图1、图2和图3,确定x轴中o2位置的步骤如下:
32.将校准环规5放置在cnc工作台主体1上,在cnc主轴本体2上夹持杠杆表4,移动杠杆表4接触校准环规5内径,调整cnc主轴本体2位置o1,当表针不动时,调整指针为“0”,然后将表头6移动到工件3侧面,摆动表头6,当杠杆表4表针转到“0”时,停止移动,此时确定了cnc主轴本体2的位置o2,所加工孔在x向上的位置为r
‑
l2。
33.参考图1、图2和图3,确定y轴中o3位置的步骤如下:
34.当确定工件3加工孔在x向上的位置后,移动杠杆表4接触校准环规5内径,调整cnc主轴本体2位置o1,当表针不动时,调整指针为“0”,然后将表头6移动到工件3侧面,摆动表头6,当杠杆表4表针转到“0”时,停止移动,此时确定了cnc主轴本体2的位置o3,所加工孔在y向上的位置r l3。
35.工作原理:请参考图1
‑
图4所示,通过设置工件3,通过人员将工件3放置在cnc工作台主体1上,此时工作人员将杠杆表4夹持在cnc主轴本体2的内部,此时工作人员移动表头6,将表头6接触至校准环规5的内径,并调整cnc主轴本体2位置o1,当表针不动时,调整指针为“0”,此时工作人员将表头6移动到工件3的侧面并摆动表头6,当杠杆表4表针转到“0”时停止移动,此时确定了cnc主轴本体2的位置o2,所加工孔在x向上的位置为r
‑
l2。
36.通过设置工件3,当确定工件3加工孔在x向上的位置后,工作人员再次移动杠杆表4接触校准环规5内径,调整cnc主轴本体2位置o1,当表针不动时,调整指针为“0”,然后将表头6移动到工件3的侧面,摆动表头6观察工件3与表头6之间的距离,此时摇动cnc主轴本体2手轮将表头6与工件3侧面接触,当杠杆表4表针转到“0”时停止移动,此时也确定了cnc主轴本体2的位置o3,所加工孔在y向上的位置r l3,通过o3与o2十字交叉点从而准确得到工件3的加工孔的位置。
37.通过设置限位块7,通过限位块7内部开设的梯形孔使杠杆表4在进行晃动定位时不会受到影响,此时通过限位块7的磁力与工件3的上表面相吸附,通过限位块7的磁力吸附,使杠杆表4在进行定位工件3的侧边时更加准确,提高了杠杆表4的使用寿命。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

