一种大功率激光bar封装真空回流炉定位夹具装置
技术领域
1.本实用新型涉及超精密电子产品加工技术领域,具体是一种大功率激光bar封装真空回流炉定位夹具装置。
背景技术:
2.大功率激光bar封装有着严格的技术要求,由于产品非常小,有些区域不能接触,组装过程必须在显微镜下进行,要求芯片定位精度和直接焊接的热沉定位精度在几个微米之内,并且封装过程既要求在真空环境下进行,同时还需要对工件施加一定的压力以保证良好的共面性。
3.此外,由于在激光器真空焊接过程中,多个组件需要分步组装定位完成真空回流焊接,这就要进一步要求每个组件必须要有精准的定位,同时保证部件间焊接相对独立,不会因下一个组件的放置而造成上一个部件的活动,这无疑对大功率激光bar封装真空回流炉夹具装置提出了更高的技术要求。
4.现有的大功率激光bar封装真空回流炉定位夹具多数采用安装座加定位夹具的组合来实现,当需要调节位置与钳口开度时,通过扳手旋转对应的螺母实现相应操作。这种方式无法迅速应对工件的位置变化、且位置精度不高。
技术实现要素:
5.本实用新型的目的在于提供一种大功率激光bar封装真空回流炉定位夹具装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种大功率激光bar封装真空回流炉定位夹具装置,包括:
8.底座,所述底座的顶部具有用于装夹刻蚀硅片的直角装夹部;
9.安装在直角装夹部的刻蚀硅片定位槽模块,所述刻蚀硅片定位槽模块用于装夹待焊接芯片组并使待焊接芯片组抵接刻蚀硅片;
10.以及调整装配模块,部分所述调整装配模块安装在的底座顶部远离直角装夹部的一端,另一部分所述调整装配模块两两相对安装在刻蚀硅片定位槽模块的两侧,均用于定位所述刻蚀硅片定位槽模块。
11.作为本实用新型进一步的方案:所述底座的顶部设有工作台和凸台,所述工作台的顶部表面与凸台靠近刻蚀硅片定位槽模块一侧的表面呈直角,所述工作台的顶部表面安装有夹板与凸台形成直角装夹部。
12.作为本实用新型再进一步的方案:所述工作台的倾斜角为30
°
,所述的凸台倾斜角为120
°
,所述工作台和凸台的接触面的夹角为90
°
。
13.作为本实用新型再进一步的方案:所述刻蚀硅片定位槽模块包括限位凸台、压板及紧固件,两个所述限位凸台通过紧固件间隔安装在工作台上形成定位部,所述压板通过紧固件将待焊芯片组约束在定位部,所述调整装配模块通过紧固件调节压板与定位部的约
束状态。
14.作为本实用新型再进一步的方案:所述待焊芯片组包括刻蚀硅片、热沉、设置在热沉上的芯片,所述热沉通过衬底安装在定位部,所述衬底上还设有陶瓷片,所述陶瓷片与芯片的顶部设置有铜箔,且芯片上设有用于压紧芯片的陶瓷压片,所述铜箔上设有与定位部连接的压板,所述刻蚀硅片用于定位所述热沉和芯片的相对位置。
15.作为本实用新型再进一步的方案:所述调整装配模块包括探针夹具、第一调整装配机构、第二调整装配机构,一个所述第二调整装配机构安装在的底座顶部远离直角装夹部的一端,所述第二调整装配机构带动安装在其输出端的探针夹具旋转;多个所述第一调整装配机构两两相对安装在刻蚀硅片定位槽模块的两侧,所述第一调整装配机构带动安装在其输出端的探针夹具旋转,以定位刻蚀硅片定位槽模块。
16.作为本实用新型再进一步的方案:所述第一调整装配机构、第二调整装配机构均包括蜗杆、涡轮、涡轮销轴及支架,所述蜗杆与涡轮销轴互相垂直安装在支架上,与所述蜗杆啮合的涡轮、探针夹具同轴安装在涡轮销轴上,所述蜗杆通过涡轮带动探针夹具旋转。
17.作为本实用新型再进一步的方案:所述第一调整装配机构或第二调整装配机构还包括蜗杆手柄,所述蜗杆手柄安装在蜗杆的顶端。
18.作为本实用新型再进一步的方案:每个所述第一调整装配机构通过中间传动组连接有旋转装配机构,所述旋转装配机构通过中间传动组带动支架转动。
19.作为本实用新型再进一步的方案:所述中间传动组包括从动轮轴、从动轮,所述从动轮通过从动轮轴安装在支架底部,且支架通过从动轮轴可转动的安装在底座上,所述从动轮传动连接旋转装配机构,所述旋转装配机构通过从动轮带动支架转动。
20.作为本实用新型再进一步的方案:所述旋转装配机构包括主动轮轴、直齿轮手柄及主动轮,所述直齿轮手柄、主动轮通过主动轮轴同轴安装在底座上,所述主动轮与中间传动组啮合;所述直齿轮手柄旋转带动主动轮旋转,主动轮旋转带动中间传动组旋转。
21.与现有技术相比,本实用新型的有益效果是:将工件分几个部分装夹在底座、刻蚀硅片定位槽模块上,再通过调整装配模块对各部分进行独立的定位;底座的结构设计提供了良好的工件装配和芯片焊接环境,使得工件装配过程更高效、芯片焊接质量更可靠;刻蚀硅片定位槽模块的结构设计,能够使芯片和热沉获得更好的位置精度,便于定位芯片突出,进而控制芯片的发光面突出距离在5um内,有效防止焊接后焊料挡住发光点,造成激光器烧坏,提升激光器封装的成品率;调整装配模块能够保证探针夹具获得高的位置自由度,能够快速应对工件的位置变化、准确实施对工件夹中;保证了部件间焊接相对独立,不会因下一个组件的放置而造成上一个部件的活动,提高了成品激光器封装的质量。
附图说明
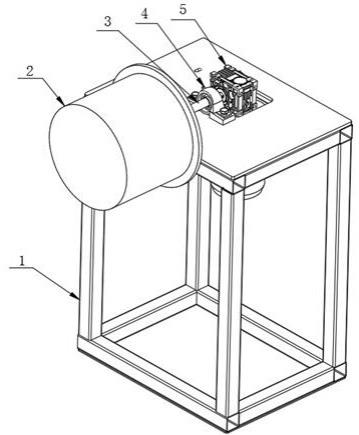
22.图1为本实用新型实施例中大功率激光bar封装真空回流炉定位夹具装置的组装示意图。
23.图2为本实用新型实施例中底座的结构示意图。
24.图3为本实用新型实施例中刻蚀硅片定位槽模块的结构示意图。
25.图4为图3中a处的放大示意图。
26.图5为本实用新型实施例中第一调整装配机构的结构示意图。
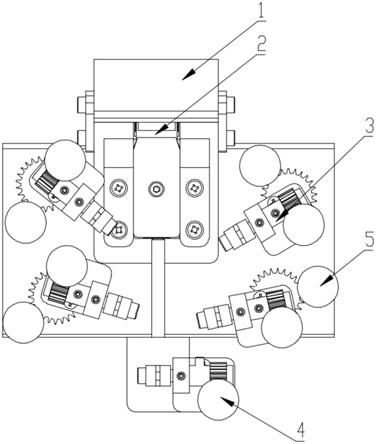
27.图6为本实用新型实施例中第二调整装配机构的结构示意图。
28.图7为本实用新型实施例中旋转装配机构的结构示意图。
29.附图中:1、底座,2、刻蚀硅片定位槽模块,3、第一调整装配机构,4、第二调整装配机构,5、旋转装配机构,11、工作台,12、凸台,13、夹板,14、内六角圆柱头螺钉i,15、限位凸台,21、压板,22、陶瓷压片,23、衬底,24、热沉,25、芯片,26、陶瓷片,27、铜箔,28、刻蚀硅片,31、蜗杆手柄i,32、蜗杆i,33、涡轮i,34、涡轮销轴i,35、支架i,36、探针夹具i,37、从动轮,38、从动轮轴,39、内六角平端紧定螺钉i,310、内六角圆柱头螺钉ii,311、十字槽沉头螺钉i,312、十字槽小盘头螺钉i,41、l型支架,42、蜗杆手柄ii,43、蜗杆ii,44、涡轮ii,45、涡轮销轴ii,46、支架ii,47、探针夹具ii,48、内六角平端紧定螺钉ii,49、内六角圆柱头螺钉iii,410、十字槽沉头螺钉ii,411、十字槽小盘头螺钉ii,51、直齿轮手柄,52、主动轮,53、内六角平端紧定螺钉iii。
具体实施方式
30.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实施例公开的一些方面相一致的装置和方法的例子。
31.请参阅图1
‑
4,本实用新型实施例中,一种大功率激光bar封装真空回流炉定位夹具装置,包括:底座1,所述底座1的顶部具有用于装夹刻蚀硅片的直角装夹部;安装在直角装夹部的刻蚀硅片定位槽模块2,所述刻蚀硅片定位槽模块2用于装夹待焊接芯片组并使待焊接芯片组抵接刻蚀硅片;以及调整装配模块,部分所述调整装配模块安装在的底座1顶部远离直角装夹部的一端,另一部分所述调整装配模块两两相对安装在刻蚀硅片定位槽模块的两侧,均用于定位所述刻蚀硅片定位槽模块2。
32.具体的,所述的直角装夹部配置为:在所述底座的顶部设有工作台11和凸台12,所述工作台11的顶部表面与凸台12靠近刻蚀硅片定位槽模块一侧的表面呈直角,所述工作台11的顶部表面安装有夹板13与凸台12形成直角装夹部。进一步的,夹板13通过内六角圆柱头螺钉i14安装在工作台,用于固定刻蚀硅片28,通过调节内六角圆柱头螺钉i14来调节夹板13对刻蚀硅片28的固定程度。
33.所述刻蚀硅片定位槽模块2包括限位凸台15、压板21及紧固件,两个所述限位凸台15通过紧固件间隔安装在工作台上形成定位部,所述压板21通过紧固件将待焊芯片组约束在定位部,所述调整装配模块通过紧固件调节压板与定位部的约束状态以使待焊芯片组与刻蚀硅片形成紧密装配;所述紧固件包括螺钉,压板21通过螺钉将待焊芯片组固定于所述的定位部,并与刻蚀硅片28形成紧密装配;这种的装配,保证了待焊芯片组的芯片25和热沉24能够获得准确位置精度。底座的结构设计提供了良好的工件装配和芯片焊接环境,使得工件装配过程更高效、芯片焊接质量更可靠。
34.所述待焊芯片组包括刻蚀硅片28、热沉24、设置在热沉24上的芯片25,所述热沉24通过衬底23安装在定位部,所述衬底23上还设有陶瓷片26,所述陶瓷片26与芯片25的顶部设置有铜箔27,且芯片25上设有用于压紧芯片的陶瓷压片22,所述铜箔27上设有与定位部连接的压板21,所述刻蚀硅片28用于定位所述热沉24和芯片25的相对位置。
35.具体组装工艺步骤为:将待焊的芯片25放置于热沉24上,并对热沉24、陶瓷片26、铜箔27、压板21进行相应装配形成待焊芯片组,再通过螺钉将待焊芯片组固定于限位凸台15上的定位部,再通过调节内六角圆柱头螺钉i14使夹板13完成拆卸工作,放置刻蚀硅片28于凸台12并调节位置,再通过调节内六角圆柱头螺钉i14使夹板13完成安装工作,刻蚀硅片28得到固定并与芯片25、热沉24实现紧密装配;最后,等待焊接。
36.综上所述,刻蚀硅片定位槽模块的结构设计,能够使芯片和热沉获得更好的位置精度,便于定位芯片突出,进而控制芯片的发光面突出距离在5um内,有效防止焊接后焊料挡住发光点,造成激光器烧坏,提升激光器封装的成品率;调整装配模块能够保证探针夹具获得高的位置自由度,能够快速通过证探针夹具应对工件的位置变化、准确实施对工件夹中;保证了部件间焊接相对独立,不会因下一个组件的放置而造成上一个部件的活动,提高了成品激光器封装的质量。
37.本实用新型的另一个实施例中,所述工作台的倾斜角为30
°
,所述的凸台倾斜角为120
°
,所述工作台和凸台的接触面的夹角为90
°
。
38.请参阅图1
‑
7,本实用新型的另一个实施例中,所述调整装配模块包括探针夹具、第一调整装配机构3、第二调整装配机构4,一个所述第二调整装配机构4安装在的底座顶部远离直角装夹部的一端,所述第二调整装配机构4带动安装在其输出端的探针夹具旋转;多个所述第一调整装配机构3两两相对安装在刻蚀硅片定位槽模块的两侧,所述第一调整装配机构3带动安装在其输出端的探针夹具旋转,以定位刻蚀硅片定位槽模块2。
39.所述第一调整装配机构3有四个,两两相对安装在刻蚀硅片定位槽模块2的两侧;所述第一调整装配机构3、第二调整装配机构4的输出端安装的探针夹具分别为探针夹具i36、探针夹具ii47;待焊芯片组的各部分依次排开并由刻蚀硅片定位槽模块两侧的探针夹具36进行装夹,通过转动第一调整装配机构3使得探针夹具i36发生位移运动,从而达到控制相应待焊芯片组部分的位置精度,使得待焊芯片组各部分快速、精准的固定于待焊位置;卸载夹板将刻蚀硅片28装夹后,再安装夹板固定刻蚀硅片28,通过刻蚀硅片28定位待焊芯片组的芯片和热沉,通过转动第二调整装配机构4使得探针夹具ii47发生位移运动,使得刻蚀硅片28快速、精准定位待焊芯片组的芯片和热沉;等待焊接的开始。
40.需要说明的是,本实用新型中第一调整装配机构3的数量不局限于四个,也可以是五个或六个,其安装方式和工作原理如上所述,本实施例已经给出相关的技术启示,本专业技术人员能够根据相关的描述实现所要达到的功能,或通过相似的技术实现所需完成的技术特性,在这里就不再详细描述。
41.请参阅图5
‑
7,本实用新型的另一个实施例中,所述第一调整装配机构3、第二调整装配机构4均包括蜗杆、涡轮、涡轮销轴及支架,所述蜗杆与涡轮销轴互相垂直安装在支架上,与所述蜗杆啮合的涡轮、探针夹具同轴安装在涡轮销轴上,所述蜗杆通过涡轮带动探针夹具旋转;所述第一调整装配机构3或第二调整装配机构4还包括蜗杆手柄,所述蜗杆手柄安装在蜗杆的顶端。
42.具体的,所述第一调整装配机构3包括的蜗杆、涡轮、涡轮销轴、支架、蜗杆手柄分别作为蜗杆i32、涡轮i33、涡轮销轴i34、支架i35、蜗杆手柄i31;探针夹具i36与所述支架i35由所述涡轮销轴i34和内六角圆柱头螺钉ii310安装在一起,所述涡轮i33安装在涡轮销轴i34上,所述蜗杆手柄i31通过内六角平端紧定螺钉i39安装在所述蜗杆i32内部,所述蜗
杆i32固定在所述支架i35上,通过蜗杆手柄i31带动蜗杆i32、涡轮i33的传动来实现探针夹具i36的位置移动,保证探针夹具i36拥有高位置自由度,实现对待焊芯片组各部件的精准装夹;能够快速应对工件的位置变化、准确实施对工件夹中。
43.进一步的,每个所述第一调整装配机构通过中间传动组连接有旋转装配机构5,所述旋转装配机构5通过中间传动组带动支架i35转动;所述中间传动组包括从动轮轴38、从动轮37,所述从动轮37通过从动轮轴38安装在支架i35底部,且支架i35通过从动轮轴38可转动的安装在底座上,所述支架i35与从动轮轴38通过十字槽沉头螺钉i311、十字槽小盘头螺钉i312固定连接;所述从动轮37传动连接旋转装配机构5,所述旋转装配机构5通过从动轮37带动支架i35转动;所述旋转装配机构包括主动轮轴、直齿轮手柄51及主动轮52,所述直齿轮手柄51、主动轮52通过主动轮轴同轴安装在底座上,所述直齿轮手柄51、主动轮52通过内六角平端紧定螺钉iii53连接固定,所述主动轮52与中间传动组啮合;通过所述直齿轮手柄51旋转带动主动轮52旋转,主动轮52旋转带动中间传动组旋转,中间传动组旋转带动支架i35转动;保证了探针夹具i36活动高位置自由度。
44.所述第二调整装配机构4包括的蜗杆、涡轮、涡轮销轴、支架、蜗杆手柄分别作为蜗杆ii43、涡轮ii44、涡轮销轴ii45、支架ii46、蜗杆手柄ii42;探针夹具ii47与所述支架ii46由所述涡轮销轴ii45和内六角圆柱头螺钉iii49安装在一起,所述涡轮ii44安装在涡轮销轴ii45上,所述蜗杆手柄ii42通过内六角平端紧定螺钉ii48安装在所述蜗杆ii43内部,所述蜗杆ii43固定在所述支架ii46上,所述支架ii46通过l型支架41安装在底座上,l型支架41通过十字槽沉头螺钉ii410和十字槽小盘头螺钉ii411与所述支架ii46相接;通过蜗杆手柄ii42传动蜗杆ii43、涡轮ii44来实现探针夹具ii47的位置移动,保证探针夹具ii47拥有高位置自由度,实现精准装夹;能够快速应对工件的位置变化、准确实施对工件夹中。
45.本实用新型的工作原理:所述底座的顶部设有工作台11和凸台12,所述工作台11的顶部表面与凸台12靠近刻蚀硅片定位槽模块一侧的表面呈直角,所述工作台11的顶部表面安装有夹板13与凸台12形成直角装夹部。进一步的,夹板13通过内六角圆柱头螺钉i14安装在工作台,用于固定刻蚀硅片28,通过调节内六角圆柱头螺钉i14来调节夹板13对刻蚀硅片28的固定程度;所述刻蚀硅片定位槽模块2包括限位凸台15、压板21及紧固件,两个所述限位凸台15通过紧固件间隔安装在工作台上形成定位部,所述压板21通过紧固件将待焊芯片组约束在定位部,所述调整装配模块通过紧固件调节压板与定位部的约束状态以使待焊芯片组与刻蚀硅片形成紧密装配。
46.本领域技术人员在考虑说明书及实施例处的公开后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
47.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。