1.本技术属于复合材料成型技术领域,尤其涉及一种基于复合材料的电池盒的制备方法。
背景技术:
2.无人船艇是一种可以无需遥控,借助精确卫星定位和自身传感即可按照预设任务在水面航行的全自动水面机器人。无人船艇搭裁着各种多样的专用科研系统,如控制系统、控测系统、动力系统、监控系统等等。电池是无人船艇的动力系统核心,不充许与水发生接触。因此,使用电池作为动力源时,电池通常要装入盒体使用,电池的保护装置是无人船艇的技术人员研究关键。目前,无人船艇使用的电池盒大多是注塑成型的塑料盒,塑料盒在无人船艇碰撞时容易破损、开裂,导致电池质量和安全得不到保证,特别是在组装和调换电池操作时,可能会导致装载电池的塑料盒掉落而使塑料壳体破碎,造成电池损坏短路,自燃和污染环境等危险,同时塑料材料又增加了无人船艇的重量。
3.目前,有研究学者尝试使用复合材料制作电池盒。但是在盒体真空成型过程中,需要使用很多的专用辅助材料,例如:导入网、脱模布等。其中,树脂固化后需要借助脱模布使制件容易脱离,以防止树脂与外层辅助材料相粘。然而,盒体成型后专用辅助材料就会成为工业废料,带来环保问题。不仅如此,此工艺制作的电池盒外表面只是通过真空成型的专用辅助材料表面作为成型面,由于专用辅助材料表面粗糙,所以导致成型后的盒体表面粗糙,尺寸不统一,形成毛刺。而电池组装时,毛刺容易把电池表面的保护膜刺破,造成电池出现质量的不稳定性,还有目前的成型工艺会导致盒体产生微细气孔,导致水密性得不到保证。
技术实现要素:
4.本技术的目的在于提供一种基于复合材料的电池盒的制备方法,旨在解决现有复合材料制作电池盒的方法中,采用专用辅助材料导致得到的电池盒体表面粗糙,容易形成毛刺的问题。
5.为实现上述申请目的,本技术采用的技术方案如下:
6.本技术提供一种基于复合材料的电池盒的制备方法,包括以下步骤:
7.基于电池盒的预设尺寸,制作含有阳模和阴模的成型模具,其中,所述阴模设置抽气口和入胶口;
8.在所述阳模上铺设第一纤维层,在所述第一纤维层表面铺设第二纤维层,形成织物复合层;
9.将表面形成有所述复合层的所述阳模密封于所述阴模中,对所述阳模和所述阴模之间的成型腔体抽真空处理,在真空负压状态下,将树脂从所述入胶口导入所述成型腔体中并填充所述成型腔体,固化处理后,得到所述电池盒。
10.本技术提供的基于复合材料的电池盒的制备方法,不需要使用辅助材料,在成型盒体时不产生废料,更重要的是,本技术采用阴阳模构建成型模具,并通过在真空负压状态
下引入树脂对已经铺设的织物复合层进行渗透,不仅可以提高盒体内外表面的光滑性,避免毛刺的产生;而且还能避免盒体成型过程中产生细微气孔,从而提高电池盒的水密性。此外,本技术选用双层纤维铺设形成织物复合层,提高了电池盒耐碰撞、质轻的优点,有利于提高保护电池的使用安全与质量稳定。
附图说明
11.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
12.图1是本技术实施例提供的阳模的示意图;
13.图2是本技术实施例提供的含阳模的模坯的结构示意图;
14.图3是本技术实施例提供的阴模成型的结构示意图;
15.图4是本技术实施例提供的成型模具的结构示意图;
16.图5是本技术实施例提供的在阳模上形成的织物复合层后的结构示意图;
17.图6是本技术实施例提供的将阴模密封后的结构示意图;
18.图7是本技术实施例提供的树脂注入成型腔体后的结构示意图;
19.图8a是本技术实施例提供的成型后的电池盒的二维示意图;
20.图8b是本技术实施例提供的成型后的电池盒的实际产品示意图。
具体实施方式
21.为了使本技术要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
22.本技术中,术语“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b的情况。其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。
23.本技术中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“以下至少一项(个)”或其类似表达,是指的这些项中的任意组合,包括单项(个)或复数项(个)的任意组合。例如,“a,b,或c中的至少一项(个)”,或,“a,b,和c中的至少一项(个)”,均可以表示:a,b,c,a
‑
b(即a和b),a
‑
c,b
‑
c,或a
‑
b
‑
c,其中a,b,c分别可以是单个,也可以是多个。
24.应理解,在本技术的各种实施例中,上述各过程的序号的大小并不意味着执行顺序的先后,部分或全部步骤可以并行执行或先后执行,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本技术实施例的实施过程构成任何限定。
25.在本技术实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
26.术语“第一”、“第二”仅用于描述目的,用来将目的如物质彼此区分开,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。例如,在不脱离本技术
实施例范围的情况下,第一xx也可以被称为第二xx,类似地,第二xx也可以被称为第一xx。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
27.本技术实施例提供一种基于复合材料的电池盒的制备方法,包括以下步骤:
28.s01.基于电池盒的预设尺寸,制作含有阳模和阴模的成型模具,其中,阴模设置抽气口和入胶口;
29.s02.在阳模上铺设第一纤维层,在第一纤维层表面铺设第二纤维层,形成织物复合层;
30.s03.将表面形成有复合层的阳模密封于阴模中,对阳模和阴模之间的成型腔体抽真空处理,在真空负压状态下,将树脂从入胶口导入成型腔体中并填充成型腔体,固化处理后,得到电池盒。
31.本技术实施例提供的基于复合材料的电池盒的制备方法,不需要使用辅助材料,在成型盒体时不产生废料,更重要的是,本技术实施例采用阴阳模构建成型模具,并通过在真空负压状态下引入树脂对已经铺设的织物复合层进行渗透,不仅可以提高盒体内外表面的光滑性,避免毛刺的产生;而且还能避免盒体成型过程中产生细微气孔,从而提高电池盒的水密性。此外,本技术实施例选用双层纤维铺设形成织物复合层,提高了电池盒耐碰撞、质轻的优点,有利于提高保护电池的使用安全与质量稳定。
32.具体的,上述步骤s01中,本技术实施例构建含有阳模和阴模的成型模具,并通过成型模具制备电池盒。在这种情况下得到的电池盒,有利于提高内外表面的光滑性。
33.在一些实施例中,制作含有阳模和阴模的成型模具,包括:
34.s021.制作阳模后,建模模坯;
35.s022.在模坯表面预留树脂过胶尺寸、预埋抽气口和入胶口接头,制作阴模;去除模坯,得到成型模具。
36.本技术实施例利用阳模与阴模成型电池盒体表面,通过这种方法构制作含有阳模和阴模的成型模具,阳模与阴模表面光滑、尺寸精确,从而在电池盒成型过程中,可以通过一次成型,获得壁厚均匀、尺寸稳定、一致的电池盒,以提高电池盒的尺寸稳定性与表面光滑性。更重要的是,借助上述方法制备的成型模具成型电池盒时,复合纤维可以通过铺层后渗树脂的方式形成电池盒,从而提供一种新的电池盒成型新工艺,不仅可以避开注塑成型工艺成型的电池盒核体容易破损和开裂的问题,而且通过预先布设的纤维织物层形成高强度的织物纤维层,并在注入树脂固化后能够保持初始的布设方式,有效提高电池盒的强度,并得到内外表面光滑的盒体,避免产生毛刺。
37.上述步骤s021中,结合电池的尺寸数据公差建模,制作阳模。
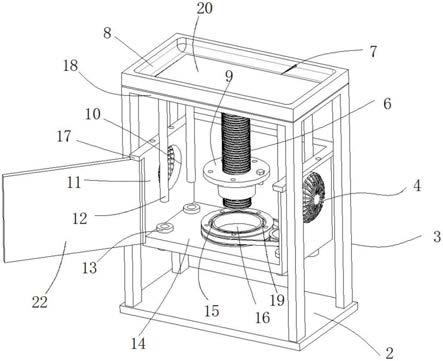
38.制作阳模包括:以待装入电池盒中的电池最大尺寸取数建三维塑模后,采用雕刻机将模具材料雕塑成型,经表面处理得到阳模。通过这种方法建模成型的阳模,具有尺寸精准,表面光滑的优点,由此得到的阳模如图1所示。
39.在一些实施例中,表面处理包括但不限于打磨、抛光中的至少一种。
40.在阳模成型后,在阳模表面预留树脂过胶尺寸,建模电池盒体内面尺寸,即建模模坯。在一些实施例中,建模模坯的方法包括:在阳模表面粘附贴合物来预测树脂的渗透过胶量,在粘合物表面糊制纤维与树脂形成的混合胶,待固化后,用雕刻机雕刻所设计模具的标准尺寸,雕完后表面处理可出盒体模坯,由此得到的含阳模的模坯的结构如图2所示。
41.上述步骤s022中,在建好的模坯表面预留树脂过胶尺寸、预埋抽气口和入胶口接头,制作阴模。本技术实施例中,预埋抽气口在阴模成型后形成抽气口,为下述步骤抽真空处理提供气流通道;预埋入胶口接头在模成型后形成入胶口,为下述步骤通入树脂提供通道。
42.在一些实施例中,制作阴模,包括:在模坯上形成脱模剂,对模坯进行表面处理;在模坯表面铺层纤维织物,在纤维织物中渗入固化树脂,固化后得到阴模。这样形成的阴模尺寸吻合,精度达到预留数据精确度,其中,在模坯上形成脱模剂,包括:在模坯的表面打脱模剂数遍后;在纤维织物中渗入固化树脂,包括:将树脂涂覆在纤维织物上,重复涂覆多层,使树脂充分渗入到纤维织物中。阴模成型的过程中,选择耐高温的环氧树脂与轴向的纤维织物,树脂固化后阴模成型,如图3所示。
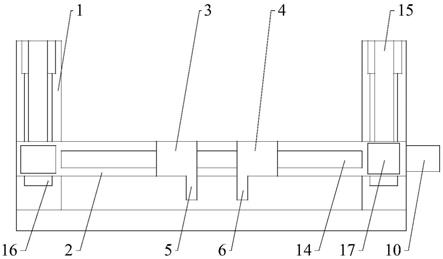
43.阴模成型后,打开阴模合模口,完全松开阴模,取出阳模,再在阳模上取下模坯就有了阳模和阴模,产品成型模具完成,如图4所示。
44.在一些实施例中,在得到成型模具后,还包括:对成型模具进行表面处理,表面处理包括打磨、抛光、脱模剂处理和脱模蜡处理中的至少一种。由此得到的阴模,内表面光滑,从而在电池盒成型过程中,为电池盒提供表面光滑的外表面。
45.上述步骤s02中,在阳模上铺设第一纤维层,在第一纤维层表面铺设第二纤维层,形成织物复合层,得到的产品结构如图5所示。本技术实施例铺设两层纤维层,并通过下述步骤树脂渗入后固化成型,来提高电池盒的强度。
46.本技术实施例中,利用轻质的纤维织物与织物径向度不同的特点进行铺设,充分发挥本技术实施例的优点,使产品轻量化,提高产品拉伸、弯曲强度。
47.在一些实施例中,第一纤维层为玻璃纤维,第二纤维层为碳纤维。在这种情况下,第一纤维层为玻璃纤维形成的织物层,第二纤维层为碳纤维形成的织物层,第一纤维层即玻璃纤维层可以绝缘,预防电池盒导电;第二纤维层即碳纤维层可以提高电池盒的耐碰撞,在盒体受到撞击时电池不会损伤,而且表面裸碳光滑美观。由此得到的织物复合层具有高强度,从而能够有效提高成型后的电池盒的强度,提高电池盒的防撞保护,有利于延长电池的使用寿命。在一些实施例中,对于织物的选择,第一纤维织物选择轴向复合毡布,第二纤维选择200克斜纹碳纤维布。应当注意的是,本技术实施例以玻璃纤维和碳纤维作为织物材料,不能采用注塑成型工艺,而采用本技术实施例的成膜模型能够有效保留上述复合织物层的结构。
48.上述步骤s03中,将表面形成有复合层的阳模密封于阴模中,为成型电池盒提供成型空间。
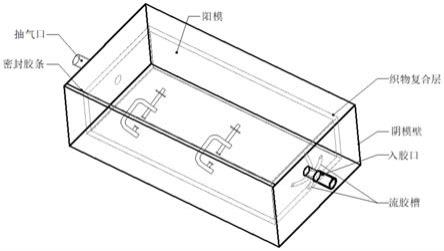
49.在一些实施例中,将表面形成有复合层的阳模密封于阴模中,包括:将表面形成有复合层的阳模固定在阴模中,采用密封胶条粘附并密封阴模后,用g型夹将锁固成型模具,由此得到的结构能够提高阴模的密封性,防止漏气,结构如图6所示。在一些实施例中,采用密封胶条粘附并密封阴模的方法为,在阴模合模缝隙处粘贴着密封胶条,将阴模合拼后密封处理。在阴模合模缝隙处粘贴着密封胶条,可以提高胶膜在合模缝隙处的均匀性,在阴模合拼后不漏树脂,不漏气。
50.对阳模和阴模之间的成型腔体抽真空处理,为树脂的注入提供真空环境,同时真空状态使得织物复合层中的纤维结合更为紧密,更有利于提高电池盒的强度。
51.在真空负压状态下,将树脂从入胶口导入成型腔体中并填充成型腔体,不仅可以有效提高树脂的注入效率,更重要的是,通过这种方式引入树脂,可以在保证织物复合层结构的前提下,借助真空负压使树脂有效渗入织物复合层中,将织物复合层固定从而有效发挥提升电池盒强度的作用。树脂注入成型腔体后的结构示意图如图7所示。
52.在一些实施例中,树脂为环氧树脂。环氧树脂具有较好的流动性,进入成型模具腔体后,能够有效填充腔体,并充分渗入织物复合层的纤维中。此外,在这种情况下注入环氧树脂,负压条件下有利于提高环氧树脂的填充率,避免气泡和毛刺的产生,提高电池盒的表面光滑性和水密性。在一些实施例中,第一纤维层为玻璃纤维层,第二纤维层为碳纤维层,且树脂为环氧树脂。由于环氧树脂能够充分渗入织物的碳纤维和玻璃纤维中,并在负压真空条件下保持很高的填充量,由此形成的电池盒,不仅具有较好的强度,能够提高抗碰撞性能;而且能够提高电池盒的内外表面光滑性。
53.在一些实施例中,对阳模和阴模之间的成型腔体抽真空处理,在真空负压状态下,将树脂从入胶口导入成型腔体中并填充成型腔体,包括:
54.关闭入胶口,将抽气口与真空设备连接,利用真空设备产生的负压气体将成型腔体抽至真空状态;
55.将容置树脂的装置与入胶口连接,打开抽气口使树脂经过负压气体导入成型腔体中,并渗入织物复合层内,待树脂填充成型腔体后,先后关闭抽气口和入胶口。
56.在一些实施例中,检查真空设备的压力表,待压力稳定,不跳表,确定不漏气后将调配好的树脂导入成型腔体中。在一些实施例中,待抽气口全部树脂溢出,无气泡后关闭抽气口。
57.在一些实施例,固化处理后,松开阴模,并从阴模中取出复合材料的电池盒,产品完成。本技术实施例成型后的电池盒的二维示意图如图8a所示,得到的电池盒的实际产品图如图8b所示。
58.在一些实施例中,第一纤维层为玻璃纤维层,第二纤维层为碳纤维层,且树脂为环氧树脂;
59.将表面形成有复合层的阳模密封于阴模中,包括:
60.将表面形成有复合层的阳模固定在阴模中,采用密封胶条粘附并密封阴模后,用g型夹将锁固成型模具;
61.对阳模和阴模之间的成型腔体抽真空处理,在真空负压状态下,将树脂从入胶口导入成型腔体中并填充成型腔体,包括:
62.关闭入胶口,将抽气口与真空设备连接,利用真空设备产生的负压气体将成型腔体抽至真空状态;
63.将容置树脂的装置与入胶口连接,打开抽气口使树脂经过负压气体导入成型腔体中,并渗入织物复合层内,待树脂填充成型腔体后,先后关闭抽气口和入胶口。
64.作为一种具体实施方式,基于复合材料的无人船艇电池盒的制备方法,包括:
65.以待装入电池盒中的电池最大尺寸取数建三维塑模后,采用雕刻机将模具材料雕塑成型,经表面处理得到阳模;在阳模表面粘附贴合物来预测树脂的渗透过胶量,在粘合物表面糊制纤维与树脂形成的混合胶,待固化后,用雕刻机雕刻所设计模具的标准尺寸,雕完后表面处理可出盒体模坯。
66.在建好的模坯表面预留树脂过胶尺寸、预埋抽气口和入胶口接头,在模坯上形成脱模剂,对模坯进行表面处理;在模坯表面铺层纤维织物,在纤维织物中渗入固化树脂,固化后得到阴模。阴模成型后,打开阴模合模口,完全松开阴模,取出阳模,再在阳模上取下模坯就有了阳模和阴模,产品成型模具完成。对成型模具进行表面处理,表面处理包括打磨、抛光、脱模剂处理和脱模蜡处理中的至少一种。
67.在阳模上铺设玻璃纤维层,在玻璃纤维层表面铺设碳纤维层,形成织物复合层。
68.将表面形成有复合层的阳模固定在阴模中,采用密封胶条粘附并密封阴模后,用g型夹将锁固成型模具。关闭入胶口,将抽气口与真空设备连接,利用真空设备产生的负压气体将成型腔体抽至真空状态;将容置环氧树脂的装置与入胶口连接,打开抽气口使环氧树脂经过负压气体导入成型腔体中,在真空负压状态下,将树脂从入胶口导入成型腔体中,并渗入织物复合层内,待环氧树脂填充成型腔体后,先后关闭抽气口和入胶口。固化处理后,松开阴模,得到无人船艇电池盒。
69.本技术实施例提供的基于复合材料的无人船艇电池盒的制备方法,能够提高电池盒的尺寸稳定性和表面光滑性,避免毛刺的产生,并提高产品水密性,从而能够有效保护电池盒内电池的安全性,防止撞击,从而有利于延长电池的使用寿命。
70.以上仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。