1.本技术属于集装箱检测技术领域,更具体地说,是涉及一种空箱检测车道及检测系统。
背景技术:
2.当载有集装箱的货车进出港口时,根据相关规定需要检测集装箱内是否有货物,从而有效防止“假空箱”走私的违法行为。
3.有的港口严格规定经过港口检测车道时,集装箱必须封闭,利用声波激励器直接抵接在集装箱的外壁上,震动发出声音,然后检测仪收集回响,并进行分析得出是否空箱的结论。
4.有的港口严格规定经过港口检测车道时,集装箱必须打开箱门,由于在集装箱敞开的环境下,声波激励器无法检测,因此,得通过安装在车道入口的摄像头对准集装箱尾部进行检测,但是集装箱内光线比较暗,尤其是在夜间,检测的准确性低。并且有的集装箱的箱门在集装箱头端,或者集装箱内部有中间隔层,此时需要人工来进入集装箱内部查看,导致空箱检测的效率低。另外,货车停靠的位置会有误差,导致集装箱的位置以及角度偏差,车道的检测设备无法精准对准集装箱内部,导致集装箱内的角落成为盲点,进一步降低了空箱检测的准确性。
技术实现要素:
5.本技术实施例的目的在于提供一种空箱检测车道及检测系统,以解决现有技术对空箱检测过程中存在的准确性低以及检测效率低的技术问题。
6.为实现上述目的,本技术采用的技术方案是:提供一种空箱检测车道,所述空箱检测车道包括:车道以及设于所述车道两侧的一对空箱检测装置;
7.所述车道包括入口端以及远离所述入口端的出口端,一对所述空箱检测装置分别位于所述车道的所述入口端与所述出口端;
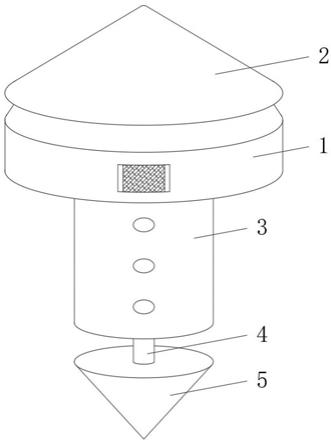
8.所述空箱检测装置包括底座、主体、举升杆以及激光雷达,所述底座上设有第一旋转机构,所述主体设置于所述第一旋转机构上,所述主体上设有举升驱动机构,所述举升杆活动设置于所述主体上且与所述举升驱动机构连接,所述举升杆上设有第二旋转机构,所述激光雷达设置于所述第二旋转机构上,使得一对所述空箱检测装置通过所述激光雷达能够对集装箱的头端和/或者尾端进行空箱检测。
9.优选地,所述主体的侧壁上设有收纳槽,所述举升驱动机构安装于所述收纳槽内,且所述举升驱动机构驱动所述举升杆收缩时,所述举升杆能够收纳于所述收纳槽内。
10.优选地,所述第一旋转机构包括第一电机以及第一旋转轴,所述第一电机固定于所述底座的顶端,所述第一旋转轴的一端与所述第一电机的输出端连接,且所述第一旋转轴的另一端与所述主体的顶端连接。
11.优选地,所述举升驱动机构包括电缸、第一转动销以及第二转动销,所述电缸通过
所述第一转动销安装于所述收纳槽内,所述电缸的输出端通过所述第二转动销与所述举升杆连接。
12.优选地,所述举升杆的活动范围为0至90度。
13.优选地,所述第二旋转机构包括第二电机以及第二旋转轴,所述第二电机固定于所述举升杆上,所述第二旋转轴的一端与所述第二电机的输出端连接,且另一端与所述激光雷达连接。
14.优选地,所述空箱检测装置还包括若干距离传感器,若干所述距离传感器设置于所述举升杆上。
15.优选地,所述车道的两侧设有安全岛,所述空箱检测装置安装于所述安全岛上。
16.优选地,所述入口端设有入口道闸,所述出口端设有出口道闸,所述入口道闸与所述出口道闸用于限制货车的通行。
17.本技术还提供一种检测系统,所述检测系统包括后台中心、前端分控中心以及如上所述的空箱检测车道;
18.所述空箱检测车道与所述前端分控中心连接,所述前端分控中心与所述后台中心连接。
19.本技术提供的空箱检测车道,与现有技术相比,通过在所述车道的入口端与出口端分别设置与所述空箱检测装置,所述第一旋转机构能够调节所述主体的旋转方向,所述举升驱动机构能够将所述举升杆抬起或收起,所述第二旋转机构可以调节所述激光雷达的探测角度,既能够适应不同货车搭载的集装箱类型,提高空箱检测效率,又可以通过多方位调节所述激光雷达的位置与探测角度,提高空箱检测的准确性。
20.本技术提供的检测系统,与现有技术相比,通过将所述空箱检测车道与所述前端分控中心连接,且所述前端分控中心与所述后台中心连接,后台工作人员可以远程实时监控,降低了劳动强度,提高了工作效率。
附图说明
21.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
22.图1为本技术实施例提供的空箱检测车道的立体结构示意图;
23.图2为图1中的空箱检测装置的立体结构示意图;
24.图3为图2中的空箱检测装置的俯视图;
25.图4为图3中的空箱检测装置沿a
‑
a线的剖视图;
26.图5为图4中的b区域的放大图;
27.图6为图2中的空箱检测装置的左视图;
28.图7为图6中的空箱检测装置沿c
‑
c线的剖视图;
29.图8为本技术实施例提供的空箱检测车道对打开集装箱前门的货车进行查验时的场景状态示意图;
30.图9为图8中的空箱检测车道的俯视图;
31.图10为本技术实施例提供的空箱检测车道对打开集装箱后门的货车进行查验时的场景状态示意图;
32.图11为图10中的空箱检测车道的俯视图;
33.图12为本技术实施例提供的检测系统的模块示意图。
具体实施方式
34.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
35.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
36.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
37.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
38.请一并参阅图1,现对本技术实施例提供的空箱检测车道100进行说明。所述空箱检测车道100,包括:车道10以及设于所述车道10两侧的一对空箱检测装置20。
39.具体地,所述车道10包括入口端11以及远离所述入口端11的出口端12,一对所述空箱检测装置20分别位于所述车道10的所述入口端11与所述出口端12。
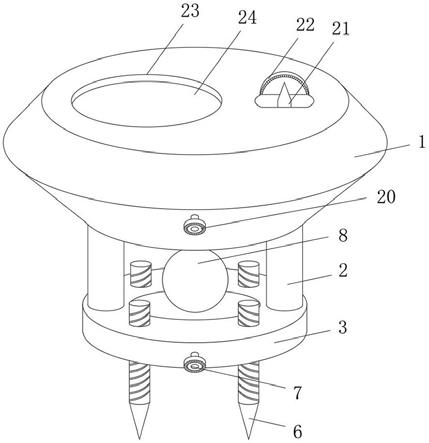
40.具体地,请一并参阅图2至图5,所述空箱检测装置20包括底座21、主体22、举升杆23以及激光雷达24,所述底座21上设有第一旋转机构211,所述主体22设置于所述第一旋转机构211上,所述主体22上设有举升驱动机构222,所述举升杆23活动设置于所述主体22上且与所述举升驱动机构222连接,所述举升杆23上设有第二旋转机构231,所述激光雷达24设置于所述第二旋转机构231上,使得一对所述空箱检测装置20通过所述激光雷达24能够对集装箱的头端和/或者尾端进行空箱检测。
41.可以理解的是,请一并参阅图1,当所述车道10内无货车进入时,所述举升驱动机构222驱动所述举升杆23收起,一方面可以减少所述激光雷达24等机构遭受风吹日晒的时间,提高使用寿命,另一方面,方便货车可以正常驶入所述车道10内,避免货车撞倒所述举升杆23。
42.请一并参阅图10及图11,当货车进入所述车道10内,并在规定的检测区域内停止后,若货车上的集装箱打开的是后门,则位于所述入口端11的所述空箱检测装置20开始工作,所述第一旋转机构211首先根据集装箱的位置,驱动所述主体22以所述底座21的中轴线为中心进行旋转,使得所述举升杆23朝向集装箱的后门。然后所述举升驱动机构222驱动所述举升杆23抬起,使得所述激光雷达24位于正对集装箱的后门,所述第二旋转机构231还可
以调节所述激光雷达24的探测角度,使得所述激光雷达24全方位精准探测到集装箱内的每一个角落。
43.请一并参阅图8及图9,若货车上的集装箱打开的是前门,则位于所述出口端12的所述空箱检测装置20开始工作,所述第一旋转机构211首先货车的位置,驱动所述主体22以所述底座21的中轴线为中心进行旋转,使得所述举升杆23朝向货车的车头与集装箱之间的空隙。然后所述举升驱动机构222驱动所述举升杆23抬起,使得所述激光雷达24位于车头与集装箱之间,所述第二旋转机构231还可以调节所述激光雷达24的探测角度,使得所述激光雷达24通过集装箱的前门全方位精准探测到集装箱内的每一个角落。
44.针对少数带中间隔层的集装箱,或者货车上同时载有两个集装箱的情况,可以同时打开集装箱前后两端的门,一对所述空箱检测装置20同时工作,共同对货车上的集装箱进行检测,以加快货车的空箱检测效率,又能适应不同货车搭载的集装箱类型。
45.可以理解的是,即使货车没有停在标准位置,也可以通过旋转所述主体22来调节,避免所述举升杆23抬起时直接触碰到集装箱,对所述激光雷达24造成损坏;又或者所述举升杆23抬起后,所述激光雷达24距离集装箱的门距离过远,影响空箱检测准确性。
46.值得补充说明的是,所述激光雷达24的转子上固定安装有激光发射和接收装置,通过内部电机旋转实现水平方向360
°
扫描,所述激光雷达24的测距原理为飞行时间测量法(time of flight),激光发射器发出一束超短激光脉冲,激光投射到物体上,发生漫反射,激光接收器收到漫反射光,通过测量激光束在空中的飞行时间,可准确计算目标物体到传感。例如,所述激光雷达24为型号为pandarqt的64线机械式激光雷达24。
47.本技术提供的空箱检测车道100,与现有技术相比,通过在所述车道10的入口端11与出口端12分别设置与所述空箱检测装置20,所述第一旋转机构211能够调节所述主体22的旋转方向,所述举升驱动机构222能够将所述举升杆23抬起或收起,所述第二旋转机构231可以调节所述激光雷达24的探测角度,既能够适应不同货车搭载的集装箱类型,提高空箱检测效率,又可以通过多方位调节所述激光雷达24的位置与探测角度,提高空箱检测的准确性。
48.在本技术另一个实施例中,请一并参阅图3至图7,所述主体22的侧壁上设有收纳槽222,所述举升驱动机构222安装于所述收纳槽222内,且所述举升驱动机构222驱动所述举升杆23收缩时,所述举升杆23能够收纳于所述收纳槽222内。
49.可以理解的是,所述主体22可以由金属管加工制成,在金属管的侧壁上切割一条裂缝,以便在金属管的内部安装所述举升驱动机构222、控制盒、线路等部件,使得所述主体22的外壳起到保护作用。当所述举升杆23落下后,可以封住所述收纳槽222,进一步起到保护作用,同时也提升美观性。
50.在本技术另一个实施例中,请一并参阅图3至图7,所述第一旋转机构211包括第一电机2111以及第一旋转轴2112,所述第一电机2111固定于所述底座21的顶端,所述第一旋转轴2112的一端与所述第一电机2111的输出端连接,且所述第一旋转轴2112的另一端与所述主体22的顶端连接。
51.可以理解的是,当所述第一电机2111转动时,可以通过所述第一旋转轴2112带动所述主体22进行旋转,使得所述举升杆23朝向集装箱的门。当所述第一电机2111反向转动时,可以通过所述第一旋转轴2112带动所述主体22反向旋转。
52.在本技术另一个实施例中,请一并参阅图3至图7,所述举升驱动机构222包括电缸2221、第一转动销2222以及第二转动销2223,所述电缸2221通过所述第一转动销2222安装于所述收纳槽222内,所述电缸2221的输出端通过所述第二转动销2223与所述举升杆23连接。
53.可以理解的是,所述电缸2221是将伺服电机与丝杠一体化设计的模块化产品,将伺服电机的旋转运动转换成直线运动,同时将伺服电机最佳优点
‑
精确转速控制,精确转数控制,精确扭矩控制转变成
‑
精确速度控制,精确位置控制,精确推力控制;实现高精度直线运动系列的全新革命性产品。
54.当所述电缸2221收缩时,所述举升杆23开始收起,直至所述举升杆23收纳于所述收纳槽222内。当所述电缸2221伸长时,所述举升杆23开始抬起。
55.进一步地,请一并参阅图3至图7,所述举升杆23的活动范围为0至90度。
56.可以理解的是,当所述举升杆23完全抬起时,所述举升杆23与所述主体22的夹角为90度;当所述举升杆23完全收起时,所述举升杆23收纳于所述主体22的所述收纳槽222内。
57.在本技术另一个实施例中,请一并参阅图3至图5,所述第二旋转机构231包括第二电机2311以及第二旋转轴2312,所述第二电机2311固定于所述举升杆23上,所述第二旋转轴2312的一端与所述第二电机2311的输出端连接,且另一端与所述激光雷达24连接。
58.可以理解的是,当所述第二电机2311转动时,可以通过所述第二旋转轴2312带动所述激光雷达24进行旋转,调节所述激光雷达24探测角度。当所述第二电机2311反向转动时,可以通过所述第二旋转轴2312带动所述激光雷达24反向旋转。
59.在本技术另一个实施例中,请一并参阅图3至图5,所述空箱检测装置20还包括若干距离传感器25,若干所述距离传感器25设置于所述举升杆23上。
60.例如,所述距离传感器25具有四个,所述距离传感器25分别设置于所述举升杆23的四个侧面,进而从四个方向分别探测障碍物,进而防止所述激光雷达24与集装箱或者车头发生碰撞,对空箱检测装置20起到全方位保护作用。
61.在本技术另一个实施例中,请一并参阅图1,所述车道10的两侧设有安全岛13,所述空箱检测装置20安装于所述安全岛13上。
62.可以理解的是,通过设置安全岛13可以对所述空箱检测装置20起到保护左右,防止货车偏离车道10,对所述空箱检测装置20发生撞击。
63.在本技术另一个实施例中,请一并参阅图1,所述入口端11设有入口道闸14,所述出口端12设有出口道闸15,所述入口道闸14与所述出口道闸15用于限制货车的通行。
64.可以理解的是,当货车进入车道10内时,所述入口道闸14开启。当货车进入所述车道10内,并在规定的检测区域内停止后,所述入口道闸14关闭。所述空箱检测装置20通过所述激光雷达24能够对集装箱的头端和/或者尾端进行空箱检测完成后,所述出口道闸15开启。当货车驶出车道10的出口端12后,所述出口道闸15关闭,等待下一辆货车进入。
65.请一并参阅图12,本技术还提供一种检测系统200,所述检测系统200包括后台中心201、前端分控中心202以及如上所述的空箱检测车道100。
66.具体的,所述空箱检测车道100与所述前端分控中心202连接,所述前端分控中心202与所述后台中心201连接。
67.可以理解的是,所述前端分控中心202与所述空箱检测车道100既可以通过有线的方式连接,也可以通过wifi、g网络、g网络等无线的方式连接,旨在实现所述前端分控中心202实时接收所述空箱检测车道100的检测信息,后台工作人员通过电脑主机接收到货车的集装箱检测结果,判断是否放行。
68.本技术提供的检测系统200,与现有技术相比,通过将所述空箱检测车道100与所述前端分控中心202连接,且所述前端分控中心202与所述后台中心201连接,后台工作人员可以远程实时监控,降低了劳动强度,提高了工作效率。
69.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。