1.本实用新型涉及航空发动机中的发动机装配技术领域,特别涉及一种用于工艺短舱拉紧机构的功能验证装置。
背景技术:
2.大涵道比涡轮风扇发动机通常与进气道、风扇罩、反推力装置一起构成飞机的动力装置。其中,发动机大部分推力由反推力装置构成的外涵流道产生。反推力装置结构复杂、机构繁多、成本较高。因此,在发动机地面台架试车时,经常采用不具备反推力功能的工艺短舱代替反推力装置,形成发动机外涵流路,确保发动机试车项目顺利进行。
3.现有技术中,工艺短舱一般由功能相同、结构类似的左半c型涵和右半c型涵构成,左半c型涵和右半c型涵的上侧通过铰链连接杆连接,并通过铰链安装在试车台架上;左半c型涵和右半c型涵的下部通过快卸锁锁紧;左半c型涵和右半c型涵上安装有可压缩橡胶密封件。工艺短舱自然闭合时,因橡胶密封件挤压变形的作用,左半c型涵和右半c型涵无法完全闭合,导致快卸锁无法连接左半c型涵和右半c型涵。
4.为解决上述问题,在专利公布号为cn211904643u的专利文献中,公开了一种用于拉紧左半c型涵和右半c型涵的拉紧机构。如图2和3所示,该拉紧机构300包括挂钩31、曲臂32以及手柄33,挂钩31用于勾住工艺短舱左半耳片21上的第一定位销211,曲臂32包括第一连接部和第二连接部,两者端部固定连接,第一连接部设置有该挂钩31,第二连接部与手柄33转动连接。工艺短舱左、右半c型涵自然垂下时,手柄33的一端通过第二定位销221转动连接在工艺短舱的右半耳片22上,挂钩31搭在左半耳片21的第一定位销211上。需要锁紧时,转动拉紧机构手柄,工艺短舱左、右半c型涵拉紧后,依次闭合工艺短舱上的快卸锁。
5.然而,对于上述的拉紧机构,在拉紧机构试制完成后,首次直接在工艺短舱上进行使用时,拉紧机构可能会出现卡滞、无法闭合等故障,影响到工艺短舱的闭合,从而影响到发动机的试车进度。
技术实现要素:
6.本实用新型要解决的技术问题是为了克服现有技术中的拉紧机构可能会出现卡滞、无法闭合等故障,影响工艺短舱闭合以及发动机试车进度的缺陷,提供一种用于工艺短舱拉紧机构的功能验证装置。
7.本实用新型是通过下述技术方案来解决上述技术问题:
8.一种用于工艺短舱拉紧机构的功能验证装置,所述功能验证装置包括第一固定件和第二固定件,所述第一固定件用于连接拉紧机构的挂钩,所述第二固定件用于转动连接于所述拉紧机构的手柄,所述第一固定件沿靠近所述第二固定件的方向与所述第二固定件可产生相对移动以模拟所述拉紧机构的拉紧过程。
9.在本方案中,功能验证装置能够用于模拟工艺短舱的左半耳片和右半耳片被拉紧机构的拉紧,第一固定件可连接挂钩,对应于左半耳片,第二固定件转动连接于手柄,对应
于右半耳片。在使用时,操作人员转动拉紧机构的手柄,由于第一固定件与第二固定件之间可相对移动,则第一固定件与第二固定件能够随手柄的旋转逐渐靠近,从而使拉紧机构从展开状态逐渐变为收起状态,实现对拉紧机构的功能验证。采用本方案的功能验证装置,能够排除拉紧机构可能出现的卡滞、无法闭合等故障,保证工艺短舱闭合时,能够正常使用拉紧机构,从而保证发动机的正常试车进度安排。
10.优选地,所述功能验证装置还包括轨道,所述轨道沿所述拉紧机构的拉紧方向延伸,所述第一固定件在所述轨道上可滑动;
11.和/或,第二固定件在所述轨道上滑动。
12.在本方案中,通过设置轨道,保证第一固定件和/或第二固定件能够沿着既定的轨迹移动,使得对工艺短舱的左右半耳片的拉紧过程的模拟更加贴切。在第一固定件滑动,第二固定件保持固定或者第二固定件滑动,第一固定件固定的方案中,功能验证装置的结构较为简单,便于加工;在第一固定件和第二固定件均在轨道上滑动的方案中,能够实现模拟左半耳片和右半耳片同时移动的情况,验证的结果更加准确。
13.优选地,所述第一固定件包括滑槽,所述滑槽与所述轨道相匹配。
14.在本方案中,通过在第一固定件中设置滑槽,实现了第一固定件沿轨道的滑动。
15.优选地,所述功能验证装置还包括安装板,所述第一固定件、所述第二固定件和所述轨道连接于所述安装板的底部,所述轨道设置于所述第一固定件的顶面。
16.在本方案中,安装板将第一固定件、第二固定件和轨道连接成一个整体,使得功能验证装置结构更加紧凑;由于拉紧机构的手柄通常由下向上逆时针转动,将上述部件均设置于安装板的底部,能够预留出足够的空间,避免安装板对拉紧机构的手柄产生干涉。
17.优选地,所述功能验证装置还包括弹性件,所述弹性件的一端相对于所述轨道固定,另一端连接于所述第一固定件,所述弹性件用于向所述第一固定件提供远离所述第二固定件方向拉力。
18.在本方案中,通过设置弹性件,一方面能够给第一固定件施加拉力,该拉力模拟左、右半c型涵自然垂下时因橡胶密封件挤压变形产生的闭合反力,随着拉紧机构的手柄转动角度的增加,弹性件也能模拟闭合反力的增加;另一方面,弹性件可作为复位件,当功能验证过程结束后,弹性件收缩,带动第一固定件回弹至原位。
19.优选地,所述功能验证装置还包括安装板,所述第一固定件、所述第二固定件和所述轨道连接于所述安装板的底面;
20.所述功能验证装置还包括支撑腿,所述支撑腿设于所述安装板的一端,所述支撑腿自所述安装板的底面向下延伸,所述弹性件的两端分别连接于所述支撑腿和所述第一固定件。
21.在本方案中,一方面,支撑腿能够使得功能验证装置在放置时更加平稳,另一方面,支撑腿能够用于固定弹性件,使得弹性件保持水平,从而防止弹性件与轨道干涉。
22.优选地,所述支撑腿上开设有第一安装槽,所述第一固定件上开设有第二安装槽,所述第一安装槽自所述支撑腿的底面向上凹进,所述第二安装槽设置于第一固定件靠近所述支撑腿的侧面,并自所述侧面的底面向上凹进,所述弹性件的两端分别卡设于所述第一安装槽和所述第二安装槽内,并由螺栓固定。
23.在本方案中,弹性件卡设于第一安装槽和第二安装槽内,保证弹簧在第一固定件
与支撑腿之间可以拉紧;螺栓防止弹性件从第一安装槽或所第二安装槽内脱落。
24.优选地,所述第一固定件包括搭接件,所述挂钩通过与所述搭接件搭接实现与所述第一固定件的连接;
25.其中,所述搭接件在竖直方向上的位置可调节。
26.在本方案中,通过改变搭接件在竖直方向上的高度,能够改变挂钩在竖直方向上的高度,从而模拟在工艺短舱装配时因公差导致的左、右半c型涵上下错位的情况,增加了该功能验证装置的适应性。
27.优选地,所述第一固定件上开设有竖向槽,所述搭接件为调整螺栓,所述调整螺栓位于所述竖向槽内,所述调整螺栓在竖向槽内的高度可调节。
28.在本方案中,通过设置改变调整螺栓在竖向槽内的高度,实现挂钩在竖直方向上高度的改变,从而模拟在工艺短舱装配时因公差导致的左、右半c型涵上下错位的情况。
29.优选地,所述第二固定件包括两个相对设置的固定板,两个所述固定板之间的空间用于容置所述拉紧机构的手柄。
30.在本方案中,通过设置两个固定板,一方面能够保护拉紧机构避免刮擦,另一方面能够预留出手柄的旋转空间,避免在手柄的旋转过程中对手柄产生干涉。
31.优选地,所述功能验证装置还包括第一限位销,所述第二固定件上设有第一插销孔,所述第一限位销与所述第一插销孔配合,以限定所述手柄的转动角度。
32.在本方案中,当手柄从相对垂直方向的左侧转入到右侧的水平方向后,第一限位销对手柄限位,手柄无法再向上转动,使得拉紧装置保持在拉紧状态,此时,手柄在弹性件的拉力作用力下与第一限位销贴紧,拉紧机构不会自动脱开,形成自锁。
33.优选地,所述功能验证装置还包括第二限位销,所述第二固定件上还设有第二插销孔,所述第二插销孔位于所述第一插销孔的下方,以使所述第一限位销与所述第二限位销之间形成用于容置所述手柄的空间,所述第二限位销与所述第二插销孔配合,以限制所述手柄转动。
34.在本方案中,设置第二插销孔,能够限制手柄向下转动,在形成自锁的基础上,能够进一步增加拉紧机构与功能验证装置之间连接的稳定性。
35.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
36.本实用新型的积极进步效果在于:
37.本方案的功能验证装置能够用于模拟工艺短舱的左半耳片和右半耳片被拉紧机构的拉紧,第一固定件对应于左半耳片,第二固定件对应于右半耳片,转动连接于手柄。在使用时,操作人员转动拉紧机构的手柄,由于第一固定件与第二固定件之间可相对移动,则第一固定件与第二固定件能够随手柄的旋转逐渐靠近,从而使拉紧机构从展开状态逐渐变为收起状态,实现对拉紧机构的功能验证。采用本方案的功能验证装置,能够排除拉紧机构可能出现的卡滞、无法闭合等故障,保证工艺短舱闭合时,能够正常使用拉紧机构,从而保证发动机的正常试车进度安排。
附图说明
38.图1为现有技术中拉紧机构的立体结构示意图。
39.图2为现有技术中工艺短舱和拉紧机构配合的结构示意图,其中,拉紧机构处于展开状态。
40.图3为现有技术中工艺短舱和拉紧机构配合的结构示意图,其中,拉紧机构处于拉紧状态。
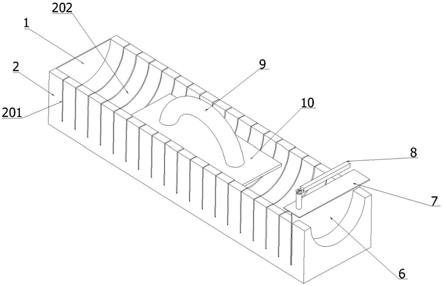
41.图4为根据本实用新型优选实施例的功能验证装置和拉紧机构配合的机构示意图,其中,拉紧机构处于拉紧状态。
42.图5为根据本实用新型优选实施例的又一功能验证装置和拉紧机构配合的机构示意图,其中,拉紧机构处于拉紧状态。
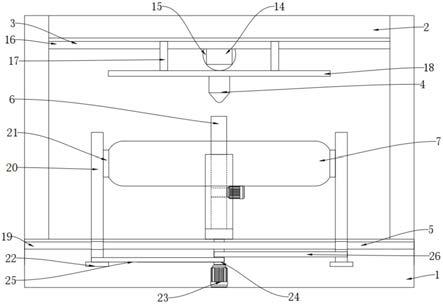
43.图6为根据本实用新型优选实施例的功能验证装置的剖面图。
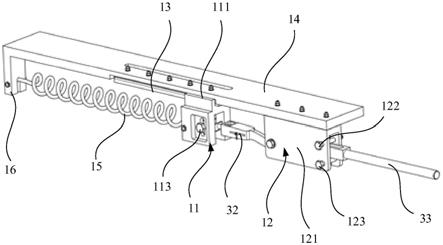
44.图7为根据本实用新型优选实施例的功能验证装置的主视图。
45.图8为图7中a所示结构的剖面图。
46.图9为图7中b所示结构的剖面图。
47.图10为图7中c所示结构的剖面图。
48.附图标记说明:
49.功能验证装置100
50.第一固定件11
51.滑槽111
52.第二安装槽112
53.搭接件113
54.竖向槽114
55.第二螺栓115
56.第二固定件12
57.固定板121
58.第一限位销122
59.第一插销孔1221
60.第二限位销123
61.第二插销孔1231
62.第二螺栓沉头孔124
63.轨道13
64.第一螺栓沉头孔131
65.安装板14
66.弹性件15
67.支撑腿16
68.第一安装槽161
69.第一螺栓162
70.拉紧机构300
71.挂钩31
72.曲臂32
73.手柄33
74.第三定位销331
75.右半耳片22
76.第二定位销221
77.左半耳片21
78.第一定位销211
具体实施方式
79.下面举个较佳实施例,并结合附图来更清楚完整地说明本实用新型。
80.在专利公布号为cn211904643u的专利文献中,公开了一种用于拉紧左半c型涵和右半c型涵的拉紧机构300。如图1
‑
3所示,拉紧机构300包括挂钩31,适于勾住工艺短舱上的左半耳片21的第一定位销211;曲臂32,包括第一连接部和第二连接部,两者端部固定连接,第一连接部的轴线与第二连接部的轴线相交,形成一钝角,挂钩31设置在第一连接部远离第二连接部的一端;手柄33,呈长条形,手柄33的一端通过第二定位销221固定于工艺短舱的右半耳片22,手柄33与曲臂32的第二连接部转动连接。拉紧机构300包括第三定位销331,手柄33的一端形成叉状,用于夹持第二连接部远离第一连接部的一端,第二连接部远离第一连接部的一端通过第三定位销331固定于手柄33上,以使曲臂32能相对手柄33转动。
81.本实施例提供一种用于上述工艺短舱拉紧机构300的功能验证装置100。如图4
‑
10所示,功能验证装置100包括第一固定件11和第二固定件12,第一固定件11用于连接拉紧机构300的挂钩31,第二固定件12用于转动连接于拉紧机构300的手柄33,第一固定件11沿靠近第二固定件12的方向与第二固定件12可产生相对移动以模拟拉紧机构300的拉紧过程。
82.在本实施方式中,功能验证装置100能够用于模拟工艺短舱的左半耳片21和右半耳片22被拉紧机构300的拉紧过程,第一固定件11可连接挂钩31,对应于左半耳片21,第二固定件12转动连接于手柄33,对应于右半耳片22。在使用时,操作人员转动拉紧机构300的手柄33,由于第一固定件11与第二固定件12之间可相对移动,则第一固定件11与第二固定件12能够随手柄33的旋转逐渐靠近,从而使拉紧机构300从展开状态逐渐变为收起状态,实现对拉紧机构300的功能验证。采用本方案的功能验证装置100,能够排除拉紧机构300可能出现的卡滞、无法闭合等故障,保证工艺短舱闭合时,能够正常使用拉紧机构300,从而保证发动机的正常试车进度安排。
83.功能验证装置100还包括轨道13,轨道13沿拉紧机构300的拉紧方向延伸,通过设置轨道13,保证第一固定件11和/或第二固定件12能够沿着既定的轨迹移动,使得对工艺短舱的左右半耳片22的拉紧过程的模拟更加贴切。第一固定件11包括滑槽111,滑槽111与轨道13相匹配。通过在第一固定件11中设置滑槽111,实现了第一固定件11沿轨道13的滑动。
84.在本实施方式中,第一固定件11在轨道13上滑动。采用这种第一固定件11滑动,第二固定件12保持固定的形式,功能验证装置100的结构较为简单,便于加工。第一固定件11包括滑槽111,滑槽111与轨道13相匹配。通过在第一固定件11中设置滑槽111,实现了第一固定件11沿轨道13的滑动。
85.功能验证装置100还包括弹性件15,弹性件15的一端相对于轨道13固定,另一端连接于第一固定件11,弹性件15用于向第一固定件11提供远离所述第二固定件方向的拉力。通过设置弹性件15,一方面能够给第一固定件11施加拉力,该拉力模拟左、右半c型涵自然
垂下时因橡胶密封件挤压变形产生的闭合反力,随着拉紧机构300的手柄33转动角度的增加,弹性件15也能模拟闭合反力的增加;另一方面,弹性件15可作为复位件,当功能验证过程结束后,弹性件15收缩,带动第一固定件11回弹至原位。
86.在可替代的实施方式中,也可以采用第一固定件11保持固定,第二固定件12滑动在轨道13上滑动的形式,同样地使得功能验证装置100具有结构简单、便于加工的优点。在这种情况下,弹性件的一端相对于轨道固定,另一端连接于第二固定件,向第二固定件提供远离所述第一固定件的拉力,以对第二固定件产生模拟橡胶密封件挤压变形产生的闭合反力。
87.在另一个可替代的实施方式中,第一固定件11和第二固定件12可均在轨道13上滑动,能够实现模拟左半耳片21和右半耳片22同时移动的情况,验证的结果更加准确。在这种情况下,功能验证装置包括两个弹性件,其中一个弹性件设置为一端相对于轨道固定,另一端连接于第一固定件,向第一固定件提供远离所述第二固定件的拉力;另一个弹性件设置为一端相对于轨道固定,另一端连接于第二固定件,向第二固定件提供远离所述第一固定件的拉力,从而保证同时对第一固定件和第二固定件提供拉力。
88.功能验证装置100还包括安装板14,第一固定件11、第二固定件12和轨道13连接于安装板14的底部,轨道13设置于第一固定件11的顶面。安装板14将第一固定件11、第二固定件12和轨道13连接成一个整体,使得功能验证装置100结构更加紧凑;由于拉紧机构300的手柄33通常由下向上逆时针转动,将上述部件均设置于安装板14的底部,能够预留出足够的空间,避免安装板14对拉紧机构300的手柄33产生干涉。具体地,轨道13的顶部开设有第一螺栓162沉头孔131,第二固定件12的顶部开设有第二螺栓沉头孔124,以使轨道13和第二固定件12分别与安装板14螺纹连接。
89.功能验证装置100还包括支撑腿16,支撑腿16设于安装板14的一端,支撑腿16自安装板14的底面向下延伸,弹性件15的两端分别连接于支撑腿16和第一固定件11。一方面,支撑腿16能够使得功能验证装置100在放置时更加平稳,另一方面,支撑腿16能够用于固定弹性件15,使得弹性件15保持水平,避免弹性件15与轨道产生干涉。
90.支撑腿16上开设有第一安装槽161,所述第一固定件11上开设有第二安装槽112,第一安装槽161自支撑腿16的底面向上凹进,第二安装槽112设置于第一固定件11靠近支撑腿16的侧面,并自侧面的底面向上凹进,弹性件15的两端分别卡设于第一安装槽161和第二安装槽112内,并分别通过第一螺栓162和第二螺栓115固定。弹性件15卡设于第一安装槽161和第二安装槽112内,保证弹簧在第一固定件11与支撑腿16之间可以拉紧;第一螺栓162和第二螺栓115防止弹性件15从第一安装槽161或所第二安装槽112内脱落。
91.第一固定件11包括搭接件113,挂钩31通过与搭接件113搭接实现与第一固定件11的连接;其中,搭接件113在竖直方向上的位置可调节。通过改变搭接件113在竖直方向上的高度,能够改变挂钩31在竖直方向上的高度,从而模拟在工艺短舱装配时因公差导致的左、右半c型涵上下错位的情况,增加了该功能验证装置100的适应性。
92.第一固定件11上开设有竖向槽114,搭接件113为调整螺栓,调整螺栓位于竖向槽114内,调整螺栓在竖向槽114内的高度可调节。通过设置改变调整螺栓在竖向槽114内的高度,实现挂钩31在竖直方向上高度的改变,从而模拟在工艺短舱装配时因公差导致的左、右半c型涵上下错位的情况。
93.第二固定件12包括两个相对设置的固定板121,两个固定板121之间的空间用于容置拉紧机构300的手柄33。通过设置两个固定板121,一方面能够保护拉紧机构300避免刮擦,另一方面能够预留出手柄33的旋转空间,避免在手柄33的旋转过程中对手柄33产生干涉。
94.功能验证装置100还包括第一限位销122,第二固定件12上设有第一插销孔1221,第一限位销122与第一插销孔1221配合,以限定手柄33的转动角度。当手柄33从相对垂直方向的左侧转入到右侧的水平方向后,第一限位销122对手柄33限位,手柄33无法再向上转动,使得拉紧装置保持在拉紧状态,此时,手柄33在弹性件15的拉力作用力下与第一限位销122贴紧,拉紧机构300不会自动脱开,形成自锁。
95.功能验证装置100还包括第二限位销123,第二固定件12上还设有第二插销孔1231,第二插销孔1231位于第一插销孔1221的下方,以使第一限位销122与第二限位销123之间形成用于容置手柄33的空间,第二限位销123与第二插销孔1231配合,以限制手柄33转动。设置第二插销孔1231,能够限制手柄33向下转动,在形成自锁的基础上,能够进一步增加拉紧机构300与功能验证装置100之间连接的稳定性。
96.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。