1.本技术涉及拉丝机的技术领域,尤其是涉及一种收丝均匀的拉丝机。
背景技术:
2.金属拉丝机属于标准件等金属制品生产预加工设备,其目的是为了把由钢材生产厂家生产运输至标准件等金属制品生产企业的线材或棒材经过拉丝机的拉拔处理,使线材或棒材的直径、圆度、内部金相结构、表面光洁度和矫直度都达到标准件等金属制品生产需要的原料处理要求。
3.相关技术中的金属拉丝机包括坯料架、多级冷轧拉丝模以及收丝架以及驱动源,各个冷轧拉丝模可对经过其的金属丝的直径、矫直度等物理特性进行逐级加工。金属丝离开冷轧拉丝模后被收丝架所收纳,驱动源通常为转动电机,其用来控制收丝架转动。金属丝的一端固定于收丝架上,在旋转的收丝架的拉扯下,金属丝被收丝架拉扯并缠绕其上,同时金属丝也获得了行进的动力。
4.收丝架通常为以自身轴线为转动轴线的旋转体,金属丝沿收丝架周向缠绕,与此同时,大量缠绕于收丝架上的金属丝之间形成相互挤压的趋势,从而使金属丝逐渐在收丝架轴线方向上分散,并最终形成于收丝架长度方向上不均匀分散的成品金属丝物料。而在金属丝相互挤压摩擦的过程中,易造成金属丝物料的摩擦损坏,导致金属丝成品物料的质量下降。
技术实现要素:
5.为了改善金属丝在收丝过程中发生挤压摩擦而造成的金属丝表面磨损的问题,本技术提供一种收丝均匀的拉丝机。
6.本技术提供的一种收丝均匀的拉丝机采用如下的技术方案:
7.一种收丝均匀的拉丝机,包括机架,所述机架上设有拉丝轮、收丝滚筒和收丝电机,所述收丝电机用于控制收丝滚筒转动,所述机架上还设有传动减速器和导向杆,所述传动减速器的输入端与收丝电机的输出端连接,输出端同轴固定连接有控制轮,所述控制轮的转动平面与收丝滚筒的轴线平行,所述控制轮上铰接有调节杆,所述导向杆与机架固定连接,所述导向杆位于拉丝轮与收丝滚筒之间,所述导向杆的长度方向与收丝滚筒的轴线平行,所述导向杆上套设有调节块,所述调节块与调节杆远离控制轮的一端铰接,所述调节块上设有供金属丝穿过的引导轮。
8.通过采用上述技术方案,控制轮、调节杆、调节块组成了一个偏心轮机构,收丝电机在工作的同时通过传动减速器驱动控制轮转动,从而驱动控制块沿导向杆的长度方向移动,同时控制块上的引导轮将金属丝反复引导向收丝滚筒长度方向上的各处,由此使金属丝于收丝滚筒的长度方向上均匀分布,以此减小了由于金属丝于收丝滚筒上分布不均而导致的金属丝挤压磨损。
9.可选的,所述导向杆的截面为矩形。
10.通过采用上述技术方案,调节块套设于导向杆上并沿导向杆滑移,截面为矩形的导向杆对调节块形成了周向止转限位,提高了调节块滑动过程中的稳定性,从而使引导轮对金属丝的引导方向不易改变。
11.可选的,所述收丝滚筒外可拆卸套设有缠丝套筒,所述收丝滚筒内设有用于将收丝滚筒和缠丝套筒相互安装的锁定组件。
12.通过采用上述技术方案,缠丝套筒与金属丝直接接触并直接用于金属丝的收纳,收丝完成将要取下金属丝时,将缠绕着金属丝的缠丝套筒整体取下,由此可尽可能提高金属丝于取料过程中的状态稳定性。
13.可选的,所述缠丝套筒内侧壁上固定连接有滑移凸条,所述滑移凸条的长度方向与缠丝套筒的轴线平行,所述收丝滚筒的外侧壁上开设有供滑移凸条插入的滑移凹槽。
14.通过采用上述技术方案,滑移凸条和滑移凹槽相互配合可使收丝滚筒和缠丝套筒实现周向相对位置固定。
15.可选的,所述锁定组件包括中轴柱,所述中轴柱与收丝滚筒同轴固定连接,所述中轴柱上穿设有定轴杆,所述定轴杆的长度方向与中轴柱的轴线相垂直,所述定轴杆的一端穿过收丝滚筒并插入缠丝套筒内。
16.通过采用上述技术方案,移动定轴杆使之在穿过中轴柱的同时也穿过收丝滚筒和缠丝套筒,此时收丝滚筒和缠丝套筒便于轴向和周向均获得了相对固定的位置关系。
17.可选的,所述中轴柱上套设有限位套筒,所述限位套筒上设有限位销,所述限位销的长度方向与中轴柱的轴线平行,所述定轴杆上开设有供限位销插入的限位孔。
18.通过采用上述技术方案,移动限位套筒,使限位销插入限位孔中,定轴杆便获得了自身长度方向上的限位固定,由此使定轴杆在将收丝滚筒和缠丝套筒相对固定的状态下保持位置稳定。
19.可选的,所述限位套筒同轴转动连接有锁止螺母,所述锁止螺母与中轴柱螺纹连接。
20.通过采用上述技术方案,根据螺纹连接的自锁特性,在限位销插入限位孔内后旋紧锁止螺母,锁止螺母便可将限位套筒、以及限位销的位置进行固定,进一步提高了收丝工作进行时定轴杆的位置稳定性。
21.可选的,所述缠丝套筒上固定连接有吊环。
22.通过采用上述技术方案,吊环用于为在取下缠丝套筒的工作时提供辅助支撑点,便于起吊器械的操作。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过传动减速器、控制轮、调节杆、调节块和导向杆的设置,在收丝电机工作的同时调节块沿导向杆进行直线往复运动,调节块上的引导轮将金属丝引导向收丝滚筒长度方向上的不同位置处,提高金属丝于收丝滚筒长度方向上缠绕分布的均匀程度,减小由于金属丝于收丝滚筒上分布不均而导致的金属丝挤压磨损;
25.2.通过缠丝套筒的设置,缠丝套筒与金属丝直接接触并直接用于金属丝的收纳,收丝完成将要取下金属丝时,将缠绕着金属丝的缠丝套筒整体取下,由此可尽可能提高金属丝于取料过程中的状态稳定性。
附图说明
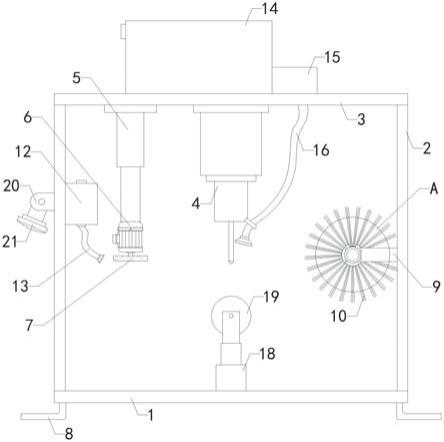
26.图1是本技术实施例中用于体现收丝均匀的拉丝机的结构示意图。
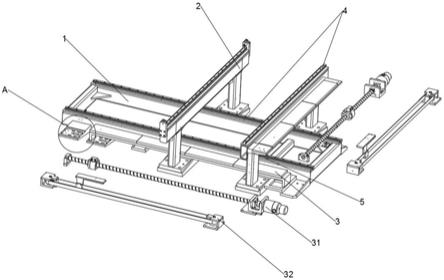
27.图2是本技术实施例中用于体现收丝滚筒和缠丝套筒结构的爆炸示意图。
28.附图标记说明:1、机架;11、拉丝轮;12、金属丝;2、收丝机构;21、收丝滚筒;211、滑移凹槽;22、收丝电机;23、缠丝套筒;231、滑移凸条;232、卡扣;233、吊环;3、调节组件;31、传动减速器;311、控制轮;32、调节杆;33、导向杆;34、调节块;341、引导轮;4、锁定组件;41、中轴柱;42、定轴杆;421、限位孔;43、限位套筒;431、限位销;44、锁止螺母。
具体实施方式
29.以下结合附图1
‑
2对本技术作进一步详细说明。
30.本技术实施例公开一种收丝均匀的拉丝机,如图1和2所示,包括机架1,机架1上设有多组拉丝轮11,还设有收丝机构2;拉丝轮11用于对金属丝12进行冷加工,收丝机构2用于将加工完成的成品金属丝12进行收纳。收丝机构2包括收丝滚筒21和用于将金属丝12引导至收丝滚筒21长度方向上的不同位置的调节组件3。
31.如图1和2所示,收丝滚筒21与机架1转动连接,机架1上固定安装有用于驱动收丝滚筒21转动的收丝电机22,收丝滚筒21在收丝电机22的驱动下绕自身轴线旋转,同时向环绕于收丝滚筒21外的金属丝12提供了拉力,此拉力便为驱动金属丝12行进的动力。金属丝12并不直接贴合收丝滚筒21外壁缠绕,收丝滚筒21外同轴套设有缠丝套筒23,缠丝套筒23上固定连接有用于将金属丝12端部固定的卡扣232(本实施例中卡扣232采用的形式为穿设有螺栓的套环,金属丝12的端部穿过套环后旋紧螺栓即可实现对金属丝12的固定),缠丝套筒23的内侧壁与收丝滚筒21的外侧壁相贴合,缠丝套筒23的内侧壁上一体成型有滑移凸条231,滑移凸条231的长度方向与缠丝套筒23的轴线平行,收丝滚筒21的外侧壁上开设有供滑移凸条231穿过的滑移凹槽211。使滑移凸条231沿滑移凹槽211移动以将缠丝套筒23套装于收丝滚筒21外,滑移凸条231完全置于滑移凹槽211内时,收丝滚筒21与缠丝套筒23于周向上相对固定。
32.如图2所示,收丝滚筒21内还设有用于将收丝滚筒21和缠丝套筒23相对固定的锁定组件4,锁定组件4包括中轴柱41和定轴杆42。中轴柱41位于收丝滚筒21内并与收丝滚筒21同轴固定连接,定轴杆42的长度方向与中轴柱41的轴线垂直,定轴杆42设有多个且分别于中轴柱41长度方向的不同位置处穿过中轴柱41;定轴杆42的端部穿过收布滚筒并插入缠丝套筒23的筒壁内,此时收丝滚筒21与缠丝套筒23与轴向与周向均获得相对固定的位置关系。
33.如图2所示,锁定组件4还包括限位套筒43和锁止螺母44,限位套筒43套设于中轴柱41上,锁止螺母44与限位套筒43同轴转动连接,中轴柱41靠近自身端部的侧壁上成型有外螺纹结构,锁止螺母44与中轴柱41螺纹连接,旋转锁止螺母44时,锁止螺母44与限位套筒43沿中轴柱41的长度方向移动。定轴杆42上开设有限位孔421,限位孔421的长度方向与定轴杆42的长度方向垂直,限位套筒43的外侧壁上焊接固定有限位销431,限位销431位于限位套筒43远离锁止螺母44的端部,限位销431的长度方向与限位套筒43的轴线平行,旋转锁止螺母44使限位套筒43移动,以将限位销431插入限位孔421中,此时定轴杆42便与中轴柱41相对固定。
34.如图1和2所示,调节组件3包括传动减速器31、调节杆32、导向杆33和调节块34,传动减速器31的扭矩输入端与收丝电机22通过齿轮啮合实现连接传动,传动减速器31的扭矩输出端固定连接有控制轮311,传动减速器31对由收丝电机22输入的扭矩进行变向,使控制轮311的旋转平面与收丝滚筒21的轴线平行。导向杆33固定焊接于机架1上且位于拉丝轮11与收丝滚筒21之间,导向杆33的长度方向与收丝滚筒21的轴线平行,调节块34套设于导向杆33上且二者过渡配合,导向杆33的截面为矩形,由此调节块34与导向杆33便不会发生相对转动。调节杆32的一端与控制轮311铰接,另一端与调节块34铰接,调节杆32的翻转平面与控制轮311的转动平面平行;控制轮311、调节杆32、调节块34共同组成了偏心轮机构,控制轮311旋转一周,调节块34便沿导向杆33往复滑移一次,且调节块34的移动范围于垂直导向杆33的长度方向上的投影始终位于收丝滚筒21的长度范围内。调节块34上转动连接有两个引导轮341,金属丝12离开拉丝轮11之后,从两个引导轮341之间穿过,而后来到缠丝套筒23上,在调节组件3的引导下,金属丝12于缠丝套筒23长度方向的缠绕位置不断地被缓慢改变,最终使缠丝套筒23所收纳的金属丝12分布均匀。
35.如图1和2所示,缠丝套筒23的端部固定连接有用于为将缠丝套筒23起吊时提供辅助的吊环233,收丝完成时,将金属丝12端部与缠丝套筒23固定,而后解除缠丝套筒23与收丝滚筒21的连接关系,将缠丝套筒23整体起吊即可将成品金属丝12取下。
36.本技术实施例一种收丝均匀的拉丝机的实施原理为:
37.通过滑移凸条231和滑移凹槽211的配合以将缠丝套筒23安装于收丝滚筒21上,而后移动定轴杆42使之穿过收丝滚筒21并插入缠丝套筒23,此时转动锁止螺母44,通过旋转锁止螺母44推进限位套筒43沿中轴柱41移动,最终使限位销431插入限位孔421中,旋紧锁止螺母44,便完成了缠丝套筒23的安装固定;将金属丝12穿过引导轮341并固定于缠丝套筒23上,即可启动收丝电机22开始收丝工作,收丝的过程中调节块34不断沿导向杆33往复滑动,使金属丝12均匀分布于缠丝套筒23长度方向的各个位置,减小了金属丝12由于分布不均匀而导致的于缠丝套筒23上的挤压滑动磨损。收丝结束后,反向操作安装过程以解除缠丝套筒23与收丝滚筒21之间的连接关系,并将缠丝套筒23起吊卸下即可。
38.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。