1.本实用新型属于机械弯管技术领域,特别是涉及一种配管用多角度弯管装置。
背景技术:
2.大型机械设备上一般配有各种类型管线为设备提供润滑和冷却、工作介质的进出、辅助控制气动设备的控制等,所使用的管线直径从dn6到dn2000。机械设备用管线直径大于dn15开始一般采用厚壁管焊接或者螺纹的连接形式;而小于dn15的管线一般采用薄壁管,薄壁管需要弯曲改变方向就需要相应的弯管机或者弯管工具。
3.对于大型往复式压缩机设备由于产品参数的多样化,无法使用弯管机进行批量弯管的模式化操作,只能根据不同产品进行定制化的管路加工。传统的弯管器结构过于简单,自由度太大,无法精确掌握弯管后的成型角度,经常出现角度偏差后长度方向无法安装的情况,需要反复操作,严重浪费时间和人力,生产效率低下,产品质量无法保证。而且由于压缩机的专用性,不同的机型,不同的配管工人,最后配置出的管路样式千差万别,影响产品外观的统一性和美观性。
技术实现要素:
4.鉴于上述问题,本实用新型提出了一种以便克服上述问题或者至少部分地解决上述问题的配管用多角度弯管装置。
5.根据本实用新型实施例的一个方面,提供一种配管用多角度弯管装置,包括:
6.基板,在所述基板上设有多个定位孔;
7.定位销,设有至少两个,所述定位销对配管的多种折弯角度进行定位,所述定位销可拆卸固定在所述定位孔内;
8.折弯组件,从至少两个定位销中确定一个定位销作为基准定位销,在所述基准定位销上可旋转固定折弯组件。
9.进一步地,所述定位销包括:外圈和内圈,所述外圈与所述定位孔匹配,固定在所述定位孔内,所述内圈设置在所述外圈内与所述外圈固定为一体,所述内圈中间开设内孔。
10.进一步地,所述折弯组件包括:手柄和压块,所述压块设置在所述手柄的一端,与所述手柄固定为一体,携带压块的手柄可旋转固定在所述基准定位销上。
11.进一步地,所述手柄包括:固定柱和旋转柄,所述旋转柄的一端为固定头,所述固定头与所述内圈的内孔相匹配,所述固定头中间开设固定孔,所述固定柱固定在所述固定孔内,所述固定柱可旋转固定在所述基准定位销上。
12.进一步地,所述压块包括:折弯头和旋转部,所述折弯头与所述旋转部一体成型,所述折弯头上设有可放置配管的凹槽,所述旋转部上开设与所述固定柱相匹配的安装孔,所述旋转部通过安装孔固定在所述固定柱上。
13.进一步地,所述固定柱与所述固定头相接底部的四周设有多个限位销,所述旋转部的安装孔上设有与所述限位销相匹配的开孔。
14.进一步地,所述凹槽设置在所述折弯头的顶部和/或底部。
15.进一步地,所述定位孔包括:多个圆形定位孔、和/或多个双圆叠加定位孔。
16.本实用新型实施例提供的配管用多角度弯管装置,具有如下有益效果:
17.通过本实用新型的技术方案,在基板上预设好各角度的定位孔,确保了两个定位销之间的角度固定,避免不同的操作者因为用力不同对管线角度的影响,提高了产品整体的统一性和美观性。
附图说明
18.构成说明书的一部分的附图描述了本实用新型的实施例,并且连同描述一起用于解释本实用新型的原理。
19.参照附图,根据下面的详细描述,可以更加清楚地理解本实用新型,其中:
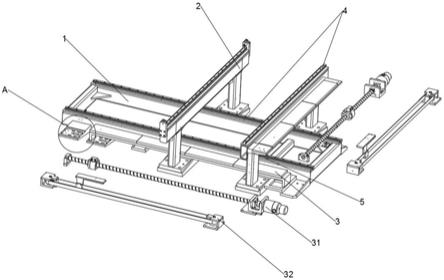
20.图1为本实用新型实施例的配管用多角度弯管装置的配管折弯前的结构示意图;
21.图2为本实用新型实施例的配管用多角度弯管装置的配管折弯后的结构示意图;
22.图3为本实用新型实施例的手柄的侧视图;
23.图4为本实用新型实施例的手柄的仰视图;
24.图5为本实用新型实施例的压块的俯视图;
25.图6为本实用新型实施例的压块的侧视图;
26.图7为本实用新型实施例的基板上常用定位孔的结构示意图;
27.图8和9为本实用新型实施例的定位孔常用折弯钝角示意图;
28.图10至12为本实用新型实施例的定位孔常用“z”字折弯示意图。
29.附图标记说明:1基板,11定位孔;
30.2定位销,21外圈,22内圈;
31.3折弯组件,31手柄,311固定柱,312旋转柄,313限位销,32压块,321折弯头,3211凹槽,322旋转部,3221安装孔。
具体实施方式
32.现在将参照附图来详细描述本实用新型的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件的相对布置、数字表达式和数值不限制本实用新型的范围。
33.同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。
34.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,绝不作为对本实用新型及其应用或使用的任何限制。
35.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
36.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
37.如图1所示,一种配管用多角度弯管装置,包括:基板1,在基板1上设有多个定位孔11;定位销2,设有至少两个,定位销2对配管的多种折弯角度进行定位,定位销2可拆卸固定
在定位孔11内;折弯组件3,从至少两个定位销2中确定一个定位销2作为基准定位销,在基准定位销上可旋转固定折弯组件3。
38.在上述方案中,如果用户进行自由度折弯,可以选用两个定位销2,选择其中一个作为基准定位销。然后,用户将需要进行折弯的配管放置在两个定位销2之间。在基准定位销上安装好折弯组件3,使得配管固定在折弯组件3上,旋转折弯组件3进而带动配管进行折弯至合适角度之后,取下折弯后的配管即可完成自由折弯的过程。其中,配管优选用钢管。
39.如果用户需要进行确定角度的折弯,需要选用三个定位销2,其中两个定位销2的作用与上述相同,另外一个的定位销2的作用用来限定折弯终止点。根据角度确定好三个定位销2的位置之后,选定基准定位销另外两个定位销一个作为折弯定位销,另一个作为终止位定位销。然后,用户将需要进行折弯的配管放置在基准定位销和折弯定位销之间。在基准定位销上安装好折弯组件3,使得配管固定在折弯组件3上,旋转折弯组件3进而带动配管进行折弯至终止定位销的位置后,折弯的角度即为需要的角度,如图2所示。
40.如果用户需要对一根配管进行多次折弯,可以选用三个以上的定位销2,并根据折弯角度和折弯长度确定定位销2的位置,以及从中选择对应基准定位销的位置和数量,将配管放置在第一个折弯处的两个定位销2之间。在第一个基准定位销上安装好折弯组件3,使得配管固定在折弯组件3上,旋转折弯组件3进而带动配管进行折弯至下一个定位销2的位置然后在下一个定位销2上固定好折弯组件3进行再次折弯,直至将配管折弯至用户需要的形状为止。
41.另外,还可以根据常用的折弯角度,在基板1上设置对应角度需要的定位孔11,这样用户无需进行测量计算确定定位销2的位置。方便快速完成折弯任务。
42.通过上述方案,在基板1上预设好各角度的定位孔11,确保了两个定位销2之间的角度固定,避免不同的操作者因为用力不同对管线角度的影响,提高了产品整体的统一性和美观性。
43.在具体实施例中,定位销2包括:外圈21和内圈22,外圈21与定位孔11匹配,固定在定位孔11内,内圈22设置在外圈21内与外圈21固定为一体,内圈22中间开设内孔。
44.在上述方案中,在定位销2的外圈21的外侧设置螺纹,在定位孔11内设置对应匹配的螺纹,这样定位销2就可以与定位孔11通过螺纹固定在一起。或者通过锁扣连接或者其他固定方式,在此不做具体限定。
45.在具体实施例中,折弯组件3包括:手柄31和压块32,压块32设置在手柄31的一端,与手柄31固定为一体,携带压块32的手柄31可旋转固定在基准定位销上。
46.在上述方案中,压块32上设有可以定位配管的凹槽3211,压块32和手柄31固定好后,安装在定位销2上,使得配管置于凹槽3211内。然后转动手柄31带动压块32转动,压块32对配管施加折弯力,对配管进行折弯。其中,手柄31的长度可根据需要进行设定。
47.在具体实施例中,如图3和4所示,手柄31包括:固定柱311和旋转柄312,旋转柄312的一端为固定头,固定头与内圈22的内孔相匹配,固定头中间开设固定孔,固定柱311固定在固定孔内,固定柱311可旋转固定在基准定位销上。
48.在上述方案中,为了方便旋转折弯,固定柱311深入至定位销2的部分为圆柱型,与旋转柄312连接的部分可以为圆柱型也可以为其他形状,具体根据固定孔的形状进行匹配设定。其中固定头可以为:圆形、椭圆形、多边形等,优选为圆形固定头。旋转柄312的另一端
可以做成方便用户手握的形状。
49.在具体实施例中,如图5和图6所示,压块32包括:折弯头321和旋转部322,折弯头321与旋转部322一体成型,折弯头321上设有可放置配管的凹槽3211,旋转部322上开设与固定柱311相匹配的安装孔3221,旋转部322通过安装孔3221固定在固定柱311上。
50.在上述方案中,一组配管用多角度弯管装置对应可以配置多个压块32,每个压块32的凹槽3211对应各种粗细和形状的配管,具体数量和凹槽3211形状可根据实际需要进行设定。旋转部322与固定柱311对应处为半圆形,并且该旋转部322倾斜设置在折弯头321上。
51.在具体实施例中,固定柱311与固定头相接底部的四周设有多个限位销313,旋转部322的安装孔3221上设有与限位销313相匹配的开孔。
52.在上述方案中,该限位销313优选对应设有四个,均匀分布在固定柱311的四个方位,构成十字型,这样对应旋转部322的安装孔3221也为中间为圆形,四周开设对应十字型的开孔,该开孔的形状、位置和数量均与限位销313相匹配。这样能够使得固定柱311与旋转部322能够稳定连接,保证在转动手柄31时能够通过固定柱311带动旋转部322旋转进而带动折弯头321上的配管转动,顺利完成折弯任务。
53.在具体实施例中,凹槽3211设置在折弯头321的顶部和/或底部。
54.在上述方案中,该凹槽3211还可以设置在折弯头321的侧部,具体设置位置这里不做具体限定。优选的,凹槽3211设置在折弯头321顶部和底部,这样配管可以放置在折弯头321的顶部凹槽3211或者底部凹槽3211,或者同时将两根配管放置在上下两个凹槽3211内同时进行折弯,这样可以提高折弯效率。
55.在具体实施例中,定位孔11包括:多个圆形定位孔11、和/或多个双圆叠加定位孔11。
56.在上述方案中,定位孔11的大小和位置可以根据实际需要进行设定,另外可以预先设置几种常用的定位孔11装配位置。
57.如图7所示,为基板1上定位孔11示意图,图中“abcdefgopq”对应各个定位孔11的中心,其中b和o为双圆叠加定位孔11。其中可以选用a为基准孔放置基准定位销,选用b或c为限位孔,放置用来限位的定位销2,defg为折弯孔(即折弯终点限位孔),其中d可以配合折弯45
°
或135
°
,e为90
°
,f为60
°
或120
°
,g为30
°
和150
°
。opq为“z”字结构的折弯孔,od、fp、gq相互配合使用。
58.如图8所示,针对常用钝角,135
°
使用cad,如图9所示,120
°
使用baf,150
°
使用bag。
59.如图10所示,“z”字结构,高度差10mm,角度150
°
(bag)后 p;
60.如图11所示,“z”字结构,高度差15mm,角度135
°
(cad)后 o;
61.如图12所示,“z”字结构,高度差20mm,角度120
°
(baf)后 q。
62.通过上述实施例的技术方案,在基板上预设好各角度的定位孔,确保了两个定位销之间的角度固定,避免不同的操作者因为用力不同对管线角度的影响,提高了产品整体的统一性和美观性。
63.本说明书中各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同或相似的部分相互参见即可。
64.本实用新型的描述是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显然的。
选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。