1.本实用新型涉及焊接设备技术领域,特别是涉及一种全位置管道焊接小车。
背景技术:
2.随着我国经济的飞速发展,船舶、桥梁、机车、钢结构、石油化工等行业正朝着大型化、集成化方向发展,这就使得焊接结构更加复杂,如:加强筋板、肋板、交叉部位的焊接,箱型梁的焊接等,对施工技术提出了新挑战。在管道工程施工中,焊接质量是保证工程质量最重要的环节之一,焊接效率也直接影响着施工进度,即工程的质量和进度在极大程度上取决于焊接质量和焊接进度,传统手工焊接方法速度慢,质量低,效率低以及受操作人制约,人为因素容易造成焊缝质量不良,已逐步不能适应管道建设的要求。
3.现有技术中,提出了授权公告号为cn108637431b,授权公告日为2020年05月22日的中国发明专利文件,来解决上述存在的技术问题,该专利文献所公开的技术方案如下:一种管道全位置自动焊接机,包括可套设于管道外壁的圆形导轨,导轨上架设有行走小车机构,且行走小车机构可沿圆形导轨做圆周运动。行走小车上设置有焊枪摆动机构,焊枪摆动机构上设置有焊枪升降机构和焊丝输送机构,焊丝输送机构的送丝管与焊枪相连。
4.上述技术方案在实际使用过程中,会出现以下问题:
5.(1)导轨的形状已经被完全限制,只能适用于相同尺寸的管道,适用范围窄。
6.(2)导轮之间的间距不可调整,适用范围窄。
7.(3)焊枪只能进行摆动和上下升降,无法进行水平方向的调整,使得焊枪的焊接范围有限。
技术实现要素:
8.为解决上述技术问题,本实用新型提出了一种全位置管道焊接小车,能有效解决适用范围窄短和焊接范围有限的问题。
9.本实用新型是通过采用下述技术方案实现的:
10.一种全位置管道焊接小车,其特征在于:包括柔性电磁轨道、小车主体、用于夹持焊枪的焊枪夹、用于驱动焊枪夹纵向调整的竖向调节装置、用于驱动焊枪夹横向调整的横向调节装置、用于驱动焊枪夹摆动的摆动装置和用于驱动小车主体移动的行走驱动件;所述柔性电磁轨道底部间隔设有若干磁铁,用于将柔性电磁轨道固定在管道上;所述小车主体底部设有固定靠轮组和活动靠轮组,所述固定靠轮组和活动靠轮组之间的间距通过伸缩件调整,用于将柔性电磁轨道卡入固定靠轮组和活动靠轮组之间。
11.还包括控制器,所述控制器用于控制行走驱动件的输出、焊枪位置调节和焊枪的焊接。
12.所述伸缩件为伸缩杆,所述伸缩杆的两端分别与固定靠轮组和活动靠轮组相连。
13.所述固定靠轮组和活动靠轮组的滑轮上都设有与柔性电磁轨道厚度相匹配的凹槽。
14.相邻两条柔性电磁轨道之间能实现对接延长。
15.所述柔性电磁轨道两端分别设有定位件和紧固件,通过定位件和紧固件的配合实现对接延长。
16.所述横向调节装置包括滑板、步进电机a和滚珠丝杠a,所述滑板一端与小车主体相连,另一端与滚珠丝杠a的螺母a相连。
17.所述竖向调节装置包括固定框、步进电机b和滚珠丝杠b,所述步进电机b和滚珠丝杠b位于固定框内且纵向设计,所述固定框的外部与步进电机a相连,所述滚珠丝杠b的螺母b与摆动装置相连。
18.与现有技术相比,本实用新型的有益效果表现在:
19.1、本实用新型中,柔性电磁轨道可以通过磁铁吸在待加工的工件上,安装和拆卸都很方便,能应用于水平对接焊和垂直对接焊,特别适合中厚板焊接和大型管道环缝焊接。本实用新型中,通过竖向调节装置、横向调节装置和摆动装置,能更有效调整焊枪的位置和角度,焊枪的工作范围更广,可以进行角焊、横焊、仰焊和圆弧焊接。并且,由于本实用新型为分体设置,可以在工件上边行走边焊接,加工效率更高,焊接的质量也更好。本实用新型中,通过摆动装置,能实现摆动焊接,能防止咬边和焊不足现象的出现。
20.本实用新型中,所述小车主体底部设有固定靠轮组和活动靠轮组,所述固定靠轮组和活动靠轮组之间的间距通过伸缩件调整,用于将柔性电磁轨道卡入固定靠轮组和活动靠轮组之间,首先能将小车主体牢牢固定在柔性电磁轨道上,避免在环形工件或者在竖向工件上进行焊接时,小车主体脱离柔性电磁轨道的现象发生,可以实现垂直焊接、横向焊接、环缝焊接和水平焊接等多种位置焊接。其次,固定靠轮组和活动靠轮组之间的间距可调,可以适用于更多不同宽度的柔性电磁轨道,适用范围更广。
21.2、还包括控制器,所述控制器用于控制行走驱动件的输出、焊枪位置调节和焊枪的焊接,通过控制器控制,能有效提高工作效率,减少劳动强度,能有效避免人为因素所造成的焊缝质量不良。
22.3、所述伸缩件可以为伸缩杆,所述伸缩杆的两端分别与固定靠轮组和活动靠轮组相连,伸缩方式简单。
23.4、所述固定靠轮组和活动靠轮组的滑轮上都设有与柔性电磁轨道厚度相匹配的凹槽,使得柔性电磁轨道能更好的卡入固定靠轮组和活动靠轮组之间时,避免小车主体和柔性电磁轨道分离。
24.5、所述柔性电磁轨道两端分别设有定位件和紧固件,通过定位件和紧固件的配合实现对接延长,相同宽度的两条柔性电磁轨道都能对接,根据工件的加工需求选择合适数量和合适长度的柔性电磁轨道,能扩大本焊接小车的使用范围。
25.6、本实用新型中的横向调节装置和竖向调节装置都是通过滚珠丝杠传动,传动方式简单直接。
附图说明
26.下面将结合说明书附图和具体实施方式对本实用新型作进一步的详细说明,其中:
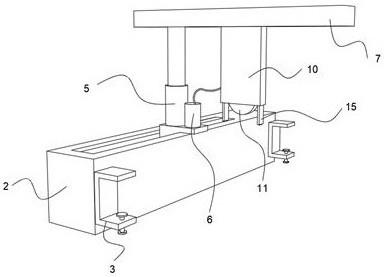
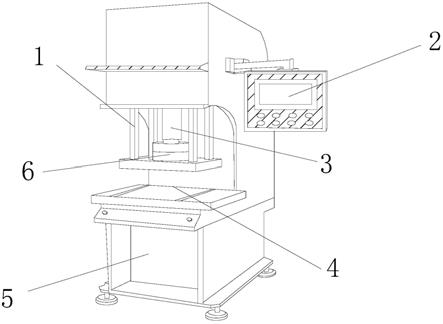
27.图1为本实用新型的结构示意图;
28.图中标记:
29.1、小车主体,2、焊枪夹,3、竖向调节装置,4、横向调节装置,5、摆动装置,6、行走驱动件,7、固定靠轮组,8、活动靠轮组,9、手动离合装置,10、焊枪。
具体实施方式
30.实施例1
31.作为本实用新型基本实施方式,本实用新型包括一种全位置管道焊接小车,包括柔性电磁轨道、小车主体1、用于夹持焊枪10的焊枪夹2、用于驱动焊枪夹2纵向调整的竖向调节装置3、用于驱动焊枪夹2横向调整的横向调节装置4、用于驱动焊枪夹2摆动的摆动装置5和用于驱动小车主体1移动的行走驱动件6。所述行走驱动件6为本领域的常规技术手段,故不再此进行过多的描述。所述柔性电磁轨道底部间隔设有若干磁铁,用于将柔性电磁轨道固定在管道上。
32.所述小车主体1底部设有固定靠轮组7和活动靠轮组8,所述固定靠轮组7和活动靠轮组8之间的间距通过伸缩件调整,用于将柔性电磁轨道卡入固定靠轮组7和活动靠轮组8之间。本实用新型中,并不限于伸缩件的具体结构,只要能实现固定靠轮组7和活动靠轮组8之间的间距调整即可。
33.实施例2
34.作为本实用新型一较佳实施方式,本实用新型包括一种全位置管道焊接小车,包括控制器、柔性电磁轨道、小车主体1、用于夹持焊枪10的焊枪夹2、用于驱动焊枪夹2纵向调整的竖向调节装置3、用于驱动焊枪夹2横向调整的横向调节装置4、用于驱动焊枪夹2摆动的摆动装置5和用于驱动小车主体1移动的行走驱动件6。所述控制器可以发送操控信号,用于控制所述行走驱动件6的输出方向及速率,也用于控制竖向调节装置3、横向调节装置4和摆动装置5,用于控制焊枪10的焊接工作。
35.所述柔性电磁轨道底部间隔设有若干磁铁,用于将柔性电磁轨道固定在管道上。所述小车主体1底部设有固定靠轮组7和活动靠轮组8,所述固定靠轮组7和活动靠轮组8之间的间距通过伸缩件调整,用于将柔性电磁轨道卡入固定靠轮组7和活动靠轮组8之间。所述伸缩件可以参照公开号为cn203956342u的实用新型专利,该伸缩件包括至少一根连杆,所述连杆包括两端的连接管以及位于中间的将连接管连接的圆钢连接杆,所述圆钢连接杆的一端与其中一根连接管上分别形成有外内螺纹,通过螺纹连接实现相对旋转以调节长度,所述圆钢连接杆的另一端可滑动地插入到另一根连接管内。通过该结构,可以实现固定靠轮组7和活动靠轮组8之间的间距调整,使能适应更多规格的柔性电磁轨道。
36.实施例3
37.作为本实用新型另一较佳实施方式,本实用新型包括一种全位置管道焊接小车,包括控制器、柔性电磁轨道、小车主体1、用于夹持焊枪10的焊枪夹2、用于驱动焊枪夹2纵向调整的竖向调节装置3、用于驱动焊枪夹2横向调整的横向调节装置4、用于驱动焊枪夹2摆动的摆动装置5和用于驱动小车主体1移动的行走驱动件6。
38.所述柔性电磁轨道底部间隔设有若干磁铁,用于将柔性电磁轨道固定在管道上。所述柔性电磁轨道两端分别设有卡块和与卡块相匹配的卡槽,通过卡块和卡槽的配合,相邻两条柔性电磁轨道之间能实现对接延长。
39.所述小车主体1底部设有固定靠轮组7和活动靠轮组8,所述固定靠轮组7和活动靠轮组8之间的间距通过伸缩件调整,用于将柔性电磁轨道卡入固定靠轮组7和活动靠轮组8之间。
40.其中,所述横向调节装置4并不限于具体的结构,只要能实现横向的距离调整即可,例如采用液压气缸等方式实现。所述竖向调节装置3和摆动装置5的结构可以采用现有技术,例如本技术背景技术中所描述的授权公告号为cn108637431b的专利文件中的结构。
41.实施例4
42.作为本实用新型最佳实施方式,参照说明书附图1,本实用新型包括一种全位置管道焊接小车,包括控制器、柔性电磁轨道、小车主体1、用于夹持焊枪10的焊枪夹2、用于驱动焊枪夹2纵向调整的竖向调节装置3、用于驱动焊枪夹2横向调整的横向调节装置4、用于驱动焊枪夹2摆动的摆动装置5和用于驱动小车主体1移动的行走驱动件6。
43.所述小车主体1底部设有固定靠轮组7和活动靠轮组8,固定靠轮组7和活动靠轮组8相对设置,且固定靠轮组7和活动靠轮组8都设有两个沿柔性电磁轨道方向设置的滑轮。所述固定靠轮组7和活动靠轮组8之间通过伸缩件相连,所述伸缩件可以为伸缩杆,所述伸缩杆能调整长度,进一步能改变固定靠轮组7和活动靠轮组8之间的间距。
44.所述滑轮上都设有与柔性电磁轨道厚度相匹配的凹槽,便于更好的将柔性电磁轨道卡入固定靠轮组7和活动靠轮组8之间。所述柔性电磁轨道可以具有一定的回弹性,底部间隔设有若干磁铁,用于将柔性电磁轨道固定在管道上。所述柔性电磁轨道的长度可以设有若干种规格,最标准的规格可以为2米。并且所述柔性电磁轨道两端分别可以设有定位件和紧固件,通过定位件和紧固件的配合实现对接延长。定位件用于限制两根柔性电磁轨道之间的位置,所述紧固件用于将定位后的两根柔性电磁轨道进行连接固定。
45.所述行走驱动件6为现有技术,具体可以采用直流电机加锥齿传动,配手动离合装置9,实现滑轮的主驱动。
46.所述横向调节装置4包括滑板、步进电机a和滚珠丝杠a,所述滑板一端与小车主体1相连,另一端与滚珠丝杠a的螺母a相连。所述竖向调节装置3包括固定框、步进电机b和滚珠丝杠b,所述步进电机b和滚珠丝杠b位于固定框内且纵向设计,所述固定框的外部与步进电机a相连,所述滚珠丝杠b的螺母b与摆动装置5相连。所述摆动装置5可以为现有技术,例如采用型号为hbq
‑
cⅱ的焊接摆动器。所述焊枪夹2为焊枪10的夹持装置,可以调节焊枪10的角度,调节范围
±
90
°
。
47.所述控制器为本焊接小车的控制中枢,焊接小车的一切动作都由该控制器控制,控制器可以由单片机进行程序控制,调节参数采用液晶显示,单片机控制输出脉冲,控制行走驱动件6的输出、焊枪10位置调节和焊枪10的焊接。
48.使用时,调整固定靠轮组7和活动靠轮组8之间的间距,将柔性电磁轨道和小车主体1组装在一起后,安装至待焊接处,然后调节竖向调节装置3和横向调节装置4,使得焊枪对准焊缝,然后行走驱动件6、摆动装置5和焊枪10在控制器的控制作用下,开始工作,焊接管缝,焊接完成后,再移动本焊接小车至下一待焊接处即可,重复进行焊接工作。
49.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出的其他各种相应的变换方案,均属于本实用新型所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。