1.本实用新型涉及不锈钢管件焊接技术领域,具体涉及一种不锈钢管件点焊夹具。
背景技术:
2.目前不锈钢管件规格很多,对应的管件焊接件也非常多,目前对于管件的焊接,一般采用环焊,但是没有辅助工具,全靠人工手工点焊,人工点焊不能很好地把握两个管件焊接端面的位置关系,容易焊错位,导致焊接质量差,严重影响管件的质量和外观。
技术实现要素:
3.为了解决上述现有技术存在的问题,本实用新型提供了一种不锈钢管件点焊夹具,该夹具结构简单,操作简便,能轻松地调整好两管件焊接端面的位置关系,提高点焊质量,进而提高管件的质量和外观。
4.实现本实用新型上述目的所采用的技术方案为:
5.一种不锈钢管件点焊夹具,包括固定座、爪手组件和开合调节机构;
6.爪手组件包括多个爪手,多个爪手分布在同一圆周上,爪手包括夹柱,多根夹柱均匀分布在同一圆周上,多根夹柱均竖直设置;
7.开合调节结构包括丝杆和开合组件,丝杆包括螺杆和调节螺母,螺杆的下端固定于固定座上,调节螺母套设于螺杆上,开合组件与调节螺母的上端面接触,各根夹柱的下端与开合组件连接,旋转调节螺母时,开合组件可以调节螺母轴线为中心线开合。
8.所述的开合组件呈伞骨架状,包括铰接座和连接杆,连接杆和夹柱的个数相等,各连接杆的下端与铰接座铰接,各连接杆的上端与对应的夹柱铰接。
9.所述的铰接座呈板凳状,铰接座包括支撑底板和四个支撑柱,支撑底板中央设有穿孔,支撑底板与调节螺母的上端面接触,螺杆贯穿穿孔,螺杆垂直于支撑底板,四个支撑柱的下端固定于支撑底板上,各连接杆的下端位于对应的两相邻的支撑柱之间,且各连接杆的下端通过旋转销分别与对应的两相邻的支撑柱转动连接。
10.所述的爪手还包括压块和吊耳板,压块呈t形,压块包括连接板和压头,压头呈t形,连接板与压头一侧面的中部连接,夹柱与连接板顶部一侧连接,夹柱与连接板构成l型结构,吊耳板竖直设置,吊耳板与压头底部中部连接,连接杆顶部设有凹槽,各吊耳板的下端位于对应的连接杆的凹槽中,且各吊耳板通过销轴与对应的连接杆铰接。
11.所述的固定座为方形箱体,固定座顶部设有开口,开合调节组件位于固定座内,螺杆的下端固定于固定座底部中央。
12.还包括防护罩,防护罩呈圆柱状,固定座顶部的开口呈圆形,固定座顶部开口的直径和防护罩的直径相同,防护罩的下端面密封于固定座顶部开口上,防护罩的下端面上设有呈圆形阵列分布的第一导向槽,防护罩的上端面设有呈圆形矩阵分布的第二导向槽,防护罩的上端面上设有呈圆形矩阵分布的放置槽,第一导向槽、第二导向槽、放置槽和夹柱的个数相等,所有第二导向槽朝向防护罩中心的一端连通,各第二导向槽的背向防护罩中心
的一端与对应的放置槽连通,各吊耳板贯穿对应的第一导向槽,各压块贯穿对应的第二导向槽,爪手组件还包括多个弹簧,弹簧和夹柱的个数相等,各弹簧位于对应的放置槽内,各弹簧的一端固定于放置槽侧壁上,另一端固定于压头上。
13.还包括呈圆盘状的面板,面板和防护罩的直径相同,面板固定于防护罩上端面上,面板和防护罩的轴线相同,面板上设有呈圆形矩阵分布的第三导向槽,第三导向槽和夹柱的个数相等,各夹柱贯穿对应的导向槽。
14.所述的爪手组件还包括多个套柱,套柱和夹柱的个数相等,套柱的一端设有与夹柱端部配合的插口。
15.与现有技术相比,本实用新型的有益效果和优点在于:
16.1、该夹具结构简单,使用方便,只需将其中一个待点焊的管件套设在夹柱外围,再将另一个待点焊的管件套设在夹柱外围,使两个管件上下布设,并且使两管件的端面接触,夹柱支撑两管件内壁,将两管件进行定位,定位完成后再点焊,这样可有效避免人工手工点焊造成的两管件接触面偏移错位等问题,提高了点焊质量,进而提高管件的质量和外观。
17.2、该夹具可通过调节螺母来调节开合组件的开合程度,而开合组件的开合程度决定多个夹柱的开合程度,不同开合程度的夹柱决定其所在圆的直径,从而适应不同内径的管件,可以将不同大小的管件固定,适用范围广。
18.3、该夹具的夹柱上可以加设套柱来调节套柱的长度,进一步适应不同长度的管件,进一步扩大该夹具的应用范围。
附图说明
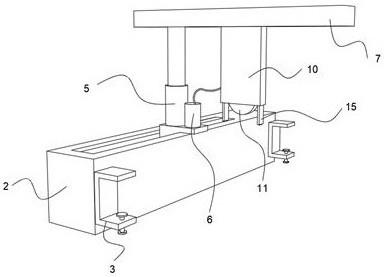
19.图1为不锈钢管件点焊夹具(去掉固定座的门)的结构示意图。
20.图2为爪手组件和开合调节机构的装配图。
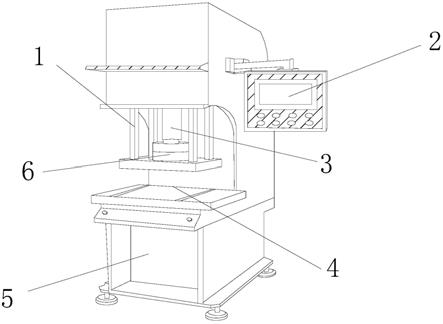
21.图3为爪手的结构示意图。
22.图4为开合组件和夹柱的装配图。
23.图5为铰接座的结构示意图。
24.图6为防护罩的结构示意图。
25.图7为防护罩的主视图。
26.图8为连接杆的结构示意图。
27.其中,1
‑
固定座、2
‑
夹柱、3
‑
螺杆、4
‑
调节螺母、5
‑
铰接座、6
‑
连接杆、7
‑
支撑底板、8
‑
支撑柱、9
‑
穿孔、10
‑
压块、11
‑
连接板、12
‑
压头、13
‑
吊耳板、14
‑
防护罩、15
‑
第一导向槽、16
‑
第二导向槽、17
‑
第三导向槽、18
‑
放置槽、19
‑
弹簧、20
‑
面板、21
‑
第三导向槽。
具体实施方式
28.下面结合附图对本实用新型进行详细说明。
29.本实施例提供的不锈钢管件点焊夹具的结构如图1和图2所示,包括固定座1、防护罩14、面板20、爪手组件和开合调节机构。
30.固定座1为方形箱体,固定座1顶部设有圆形的开口,固定座侧面设有柜门,可打开柜门调节调节螺母。
31.如图6和图7所示,防护罩14呈圆柱状,固定座1顶部开口的直径和防护罩14的直径
相同,防护罩14的下端面密封于固定座1顶部开口上。防护罩14的下端面上设有四个呈圆形阵列分布的第一导向槽15,防护罩14的上端面设有四个呈圆形矩阵分布的第二导向槽16,且四个第二导向槽16共同构成十字状槽。防护罩14的上端面上设有呈圆形矩阵分布的放置槽18,四个放置槽18分别与十字状槽的四端连通。
32.面板20呈圆盘状,面板20上设有四个呈圆形矩阵分布的第三导向槽21。面板20和防护罩14的直径相同,面板20通过螺栓固定于防护罩14上端面上,面板20和防护罩14的轴线相同。
33.爪手组件包括四个爪手和四个弹簧19,四个爪手分布在同一圆周上。
34.如图3所示,爪手包括夹柱2、套柱、压块10和吊耳板13。压块呈t形,压块包括连接板11和压头12,压头12呈t形,连接板11与压头12一侧面的中部连接。夹柱2与连接板11顶部一侧连接,夹柱2与连接板11构成l型结构。吊耳板13竖直设置,吊耳板13上端与压头12底部中部连接。
35.四个夹柱2分布在同一圆周上,四个压块10分别贯穿四个第二导向槽16。四个弹簧19分别位于四个放置槽18内,各弹簧19的一端固定于放置槽18侧壁上,另一端固定于压头12上。当四个夹柱之间的距离最小时,弹簧处于自然状态,当调节四根夹柱相互远离时,弹簧被压缩,弹簧推动压块,防止夹柱松动。
36.套柱有四个,套柱的一端设有与夹柱2夹柱上端部配合的插口。当管件的长度较长时,夹柱的长度不够,可将套柱与夹柱插接,增加夹柱的长度,以适应长度较长的管件。
37.开合调节机构位于固定座1内,开合调节机构包括丝杆和开合组件。丝杆包括螺杆3和调节螺母4,调节螺母4套设于螺杆3上,螺杆3的下端固定于固定座1底部中央。
38.开合组件呈伞骨架状,包括铰接座5和连接杆6。连接杆6有四个,连接杆6顶部设有凹槽。铰接座包括支撑底板7和四个支撑柱8,支撑底板7中央设有穿孔9。支撑底板7与调节螺母4的上端面接触,螺杆3贯穿穿孔9,螺杆3垂直于支撑底板7。四个支撑柱8的下端固定于支撑底板7上,各连接杆6的下端位于对应的两相邻的支撑柱8之间,且各连接杆6的下端通过旋转销分别与对应的两相邻的支撑柱8转动连接。
39.各吊耳板13贯穿对应的第一导向槽15,各吊耳板13的下端位于对应的连接杆6的凹槽中,且各吊耳板13通过销轴与对应的连接杆铰接。
40.上述的不锈钢管件点焊夹具的使用方法为:
41.逆时针旋转调节螺母4(即调节螺母向下移动时),调节螺母4带动四根连接杆6相互靠拢闭合,四根连接杆6带动吊耳板13相互靠拢,从而带动四根夹柱2相互靠拢,当开合组件完全闭合时,停止旋转调节螺母4,此时四根夹柱2分布在直径最小的圆上,接着将待焊接的两管件套设于四个夹柱2外围,并使两管件上下布设(即两管件的两端面相互接触),顺时针旋转调节螺母4(即调节螺母向上移动时),调节螺母带动开合组件打开,开合组件带动四根夹柱2相互远离,当四根夹柱2支撑两管件的的内壁时,此时无法再继续旋转调节螺母4,停止旋转调节螺母4,开始点焊,直至点焊结束。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。