1.本技术涉及装夹设备领域,具体涉及一种夹持装置。
背景技术:
2.对刀具进行打磨时,需要将刀具夹持到一固定位置,然后操作打磨件相对刀具运动进行刀具的打磨。目前,对刀具的夹持往往通过人工完成,劳动强度大,而且需要操作者具有一定经验来控制夹持力,夹持力需要足够大以使得刀具在被打磨时不会脱落,又不能过于大以导致刀具损伤。
技术实现要素:
3.鉴于上述状况,有必要提供一种夹持装置,以解决刀具夹持劳动强度大,夹持力难以控制的问题。
4.本技术的实施例提供一种夹持装置,包括基座、驱动组件和夹紧组件。所述驱动组件和所述夹紧组件安装在所述基座上;驱动组件包括驱动动力件和传动件,所述夹持装置还包括定位组件,所述定位组件包括锥形件和定位件,所述锥形件通过所述定位件与所述基座连接。所述夹紧组件包括连接件和夹紧件,所述夹紧件设置在所述连接件的一端,所述连接件设置于所述锥形件内且与所述驱动组件的传动件连接。所述驱动组件通过所述传动件驱动所述连接件运动,以带动所述夹紧件在所述锥形件内移动,而使所述夹紧件松开或夹紧刀具。
5.通过驱动组件驱动夹紧组件夹紧刀具,将基座固定后,刀具的位置也就随之固定。能够使用打磨工具对刀具进行打磨。驱动组件通过直线输出的运动量转化为刀具周向的夹持力,可以便于调节刀具的夹持力,而且驱动组件可以实现自动化,减少操作者的劳动强度。
6.在一种可能的实施方式中,所述夹紧件包括多个夹臂,多个所述夹臂之间形成夹持空间,刀具放置在夹持空间内,所述驱动组件可驱动夹臂靠近或远离所述锥形件,以夹紧或松开所述刀具。
7.通过多个夹臂对刀具进行夹持,可以使得夹持力均匀分散到刀具的周面。对刀具进行打磨时,刀具不易松动而相对夹紧组件偏移。
8.在一种可能的实施方式中,所述锥形件内设置有导向件,所述导向件内形成导向孔,所述导向孔内设置所述连接件以导向所述连接件的运动方向。
9.导向孔与传动件同轴设置,导向孔的内壁抵持连接件的外壁,为连接件提供支撑,使得连接件在导向孔的导向下沿传动件的轴向运动。
10.在一种可能的实施方式中,所述驱动动力件通过固定件安装在所述基座上。
11.固定件使得驱动动力件与基座可拆卸地设置。
12.在一种可能的实施方式中,所述驱动动力件为气缸。
13.气缸具有能够沿直线方向输出的输出端,以控制传动件和连接件沿其轴向运动。
14.在一种可能的实施方式中,所述连接件远离所述夹紧件的一端设置有连接孔,所述传动件的端部插入所述连接孔,所述连接件设置有连通所述连接孔的销孔,所述传动件上设置有与所述销孔对应的销槽,销轴插入所述销孔和所述销槽中以固定所述传动件和所述连接件。
15.通过销轴插入销孔和销槽,使得连接件与导向件固定,而取出销轴又可以拆卸连接件和导向件。
16.在一种可能的实施方式中,还包括固定座,所述基座与所述固定座连接。
17.固定座能够固定基座的位置,以使得对被夹持的刀具加工时,不会带动刀具和基座一起产生位移。
附图说明
18.图1是本技术的一个实施例中的夹持装置第一视角的爆炸图。
19.图2是本技术的一个实施例中的夹持装置的结构示意图。
20.图3是图2中iii
‑
iii向的剖视图。
21.图4是图3中a区域的局部放大图。
22.图5是本技术的一个实施例中的夹持装置的第二视角的爆炸图。
23.主要元件符号说明
24.夹持装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
001
25.刀具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
002
26.基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
27.第二安装面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101
28.夹紧组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
29.连接件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210
30.连接孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
211
31.销孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
213
32.夹紧件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
230
33.夹臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
231
34.定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
35.锥形件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
310
36.收放孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311
37.第一环形槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
313
38.定位件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
330
39.导向件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
350
40.导向孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
351
41.第二环形槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
315
42.驱动组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
400
43.驱动动力件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410
44.缸体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411
45.活塞
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
413
46.传动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
430
47.销槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
431
48.固定件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
450
49.固定座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500
50.固定面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
501
51.第一安装面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
503
52.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
53.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
54.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中设置的元件。当一个元件被认为是“设置在”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中设置的元件。
55.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
56.本技术的实施例提供一种夹持装置,包括基座、驱动组件和夹紧组件。所述驱动组件和所述夹紧组件安装在所述基座上;驱动组件包括驱动动力件和传动件,所述夹持装置还包括定位组件,所述定位组件包括锥形件和定位件,所述锥形件通过所述定位件与所述基座连接。所述夹紧组件包括连接件和夹紧件,所述夹紧件设置在所述连接件的一端,所述连接件设置于所述锥形件内且与所述驱动组件的传动件连接。所述驱动组件通过所述传动件驱动所述连接件运动,以带动所述夹紧件在所述锥形件内移动,而使所述夹紧件松开或夹紧刀具。
57.通过驱动组件驱动夹紧组件夹紧刀具,将基座固定后,刀具的位置也就随之固定。能够使用打磨工具对刀具进行打磨。
58.下面结合附图,对本技术的实施例作进一步的说明。
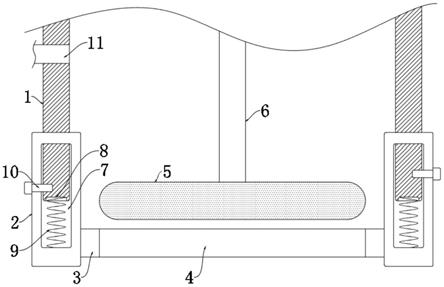
59.请参阅图1,本技术的一实施方式提供一种夹持装置001,用于夹持刀具002以便加工刀具002。这种夹持装置001包括基座100、夹紧组件200、定位组件300和驱动组件400。夹紧组件200、定位组件300和驱动组件400均安装在基座100上。定位组件300包括锥形件310和定位件330,锥形件310通过定位件330与基座100连接。夹紧组件200包括连接件210和夹紧件230,夹紧件230设置在连接件210的一端,连接件210设置于锥形件310内且与驱动组件400的传动件430连接。驱动组件400包括驱动动力件410和传动件430,驱动组件400的驱动动力件410通过传动件430驱动连接件210运动,以带动夹紧件230在锥形件310内移动,而使夹紧件230松开或夹紧刀具002。
60.通过驱动组件400控制夹紧组件200松开或夹紧刀具002,当驱动组件400提供驱动力使得刀具002被夹紧时,能够固定刀具002以便使用打磨工具打磨刀具002,比如使用打磨件打磨刀具002。而刀具002打磨完成后又可以通过驱动组件400提供驱动力以松开刀具
002,随后可以取出刀具002。驱动组件400通过直线输出的运动量转化为刀具002周向的夹持力,可以便于调节刀具002的夹持力,而且驱动组件400可以实现自动化,减少操作者的劳动强度。
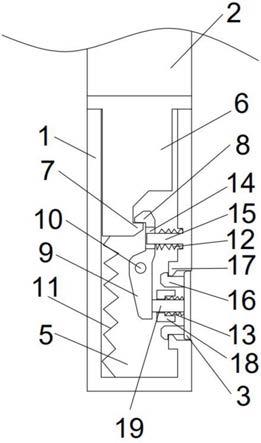
61.请参阅图2、图3和图4,夹紧件230包括多个弹性设置的夹臂231,夹臂231之间形成夹持空间,刀具002的刀把部分插入夹持空间后通过夹臂231的收缩或者扩放实现夹紧或松开。夹臂231的一端弹性地连接到连接件210上,在夹臂231不受外力时,所有夹臂231的初始状态呈现扩放状态以便于刀具002插入夹持空间。夹臂231在受到朝向夹持空间挤压的力时会收缩以夹持刀具002,但是朝向夹持空间挤压的力消除后,所有夹臂231能够通过自身的弹性力实现扩放到初始状态以松开刀具002。为了对夹臂231施加朝向夹持空间的力,锥形件310设置有一收放孔311,所有夹臂231靠近连接件210的一端能够伸入收放孔311之中,通过收放孔311的内壁的抵持对夹臂231施加朝向夹持空间的挤压力,所有夹臂231形成的外径与其抵持的收放孔311的内径相同,收放孔311为一锥形孔,随着夹臂231逐渐深入收放孔311中,收放孔311的内径逐渐缩小以使得所有夹臂231形成的夹持空间逐渐收缩,从而对刀具002形成逐渐增大的夹持力。
62.为了降低夹臂231局部的压强,需要增加夹臂231与收放孔311内壁的接触面积,因此夹臂231靠近连接件210的一端形成锥形面,锥形面匹配收放孔311的内壁,从而增加夹臂231进入收放孔311时夹臂231与收放孔311内壁的接触面积。
63.锥形件310内还设置有导向件350,导向件350内形成导向孔351,导向孔351为圆柱孔,连接件210为一圆筒,导向孔351的内径与连接件210的外径相当,连接件210插入导向孔351中能够在导向孔351的导向下沿轴向运动。
64.为了避免连接件210带动导向件350沿轴向运动,连接件210与锥形件310轴向限位连接。具体的,在锥形件310内形成安装孔,安装孔的内径与导向件350的外径相当,导向件350容置在安装孔内。在安装孔的内壁还设置有第一环形槽313,在导向件350的外壁设置有与第一环形槽313对应的第二环形槽315。一卡簧(图中未示出)设置的外侧容置于第一环形槽313,内侧容置于第二环形槽315,通过卡簧使得锥形件310与导向件350轴向限位连接。
65.锥形件310与定位件330通过螺栓可拆卸连接,定位件330大致为板状,在定位件330上设置有多个通孔,紧固螺栓穿过通孔与基座100螺纹连接实现定位件330与基座100的连接。通过定位件330将锥形件310安装到基座100上,可以使得锥形件310与基座100可拆卸连接。
66.连接件210通过传动件430与驱动动力件410连接,连接件210与传动件430的连接方式采用销轴和销孔213的形式。具体的,连接件210大致为圆筒状,在其内部形成连接孔211,传动件430大致为圆柱状,传动件430的端部插入连接孔211中,传动件430插入连接孔211的部分其外径与连接孔211的内径相当,也即传动件430的外壁能够贴合连接孔211的内壁。在传动件430插入连接孔211的部分设置有销槽431,在连接件210上设置有与销槽431对应的销孔213,一销轴插入销孔213和销槽431中以固定传动件430和连接件210,使得传动件430在驱动动力件410的驱动下沿轴向运动时,也能带动连接件210沿轴向运动。
67.驱动动力件410为一气缸,包括缸体411和活塞413,缸体411与固定件450通过螺栓可拆卸连接,固定件450大致为板状,在固定件450上设置有多个通孔,紧固螺栓穿过通孔与基座100螺纹连接实现固定件450与基座100的连接。通过固定件450将驱动动力件410安装
到基座100上,可以使得驱动动力件410与基座100可拆卸连接。
68.请参阅图5,为了将基座100的位置固定,且使得夹持装置001放置于水平面上时,刀头能够具有向上倾斜的朝向以便对刀头进行打磨,夹持装置001还包括固定座500。固定座500具有固定面501和第一安装面503,其中固定面501用于贴合承载面,以将固定座500固定在承载面上,第一安装面503上设置有多个连接螺纹孔,基座100具有与连接件210的轴向平行的第二安装面101,基座100设置有多个穿过第二安装面101的连接通孔,在第一安装面503和第二安装面101贴合时,通过连接螺栓穿过连接通孔与连接螺纹孔螺纹配合,实现基座100和固定座500的固定连接。第一安装面503相对固定面501倾斜设置,使得固定座500安装的承载面处于水平时,第一安装面503与水平面倾斜,此时与夹紧组件200固定的刀具002也相对水平面倾斜,方便使用打磨工具对刀具002进行打磨。
69.本技术提供的夹持装置001在使用时:通过驱动动力件410驱动传动件430带动夹紧组件200远离锥形件310,以使得多个夹臂231在自身弹性的作用下扩放到初始状态,将刀具002的刀把插入多个夹臂231之间的夹持空间中。驱动动力件410驱动传动件430带动夹紧组件200靠近锥形件310,并使得锥形面插入收放孔311中,收放孔311抵持夹臂231,使得多个夹臂231收缩以夹紧刀具002,维持驱动动力件410,使用打磨工具对刀具002进行打磨。当打磨刀具002结束后,再次驱动动力件410驱动传动件430带动夹紧组件200远离锥形件310,以使得多个夹臂231在自身弹性的作用下扩放到初始状态以松开刀具002,取出刀具002。
70.通过这种夹持装置001,能够将刀具002固定以便进行打磨等加工。整个过程可以实现自动操作,而无需人工参与。通过驱动动力件410来控制夹紧组件200的收放程度以提供一定的夹持力,因此通过控制驱动动力件410可以直观地调整夹持力以实现不同刀具002的夹持,且能够避免伤及刀具002。
71.另外,本领域技术人员还可在本技术精神内做其它变化,当然,这些依据本技术精神所做的变化,都应包含在本技术所公开的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。