一种屈服强度
≥
550mpa低屈强比大型石油储罐用钢板及其生产方法
技术领域
1.本发明属于微合金钢生产技术领域,涉及一种屈服强度≥550mpa、低屈强比、易焊接大型石油储罐用钢板及其生产方法,为我国石油储罐的大型化发展,保障我国能源安全提供材料支撑,同时为高强度大型石油储罐用钢板的生产提供一种绿色化、高表面质量保证能力的工艺途径。
背景技术:
2.能源需求的加剧和现代工业的迅速发展,使得石油对于现代工业发展的战略性日益凸现,石油储备对保障能源安全至关重要,因此,世界各国,特别是工业发达国家,纷纷进行原油储备。随着石油储备制度的推进,世界各国大型储油罐的数量逐年增多,单储罐容积也伴随着高强钢的支撑研发和高效焊接技术的应用而逐年增大。同时,随着原油储罐容积的增大,对储罐钢板力学性能和焊接性能的要求也越高,主要体现在高强度、低温冲击韧性与易焊接性。目前国内已有多家钢厂能够生产储罐用高强度钢板,各项技术指标达到国外同类产品的先进水平,但钢制石油储罐作为现场组装焊接的一种大型薄壁焊接容器,随着原油储罐容积增大,建造成本、难度及规模增大,进而对所建造储罐的安全裕度有了更高的要求,体现在钢铁材料上为:更高的强塑性、更低的屈强比、更优异的焊接性能与表面质量,尤其低屈强比要求在越来越多的储罐建造工程设计方案中被提出,但该指标国家标准中尚未明确要求。
技术实现要素:
3.基于上述不足,本发明的目的是,提供一种屈服强度≥550mpa低屈强比、易焊接大型石油储罐用钢板及其生产方法,该钢种成本相对低廉,工艺简单易于操作,非常适合连续化大生产,钢板综合性能良好,为我国石油储罐的大型化发展,保障我国能源安全提供材料支撑,同时为高强度大型石油储罐用钢板的生产提供一种绿色化、高表面质量保证能力的工艺途径。
4.为达到上述目的,本发明采用了如下的技术方案:
5.一种屈服强度≥550mpa低屈强比大型石油储罐用钢板,钢板的成分及重量百分比含量为:
6.c:≤0.10%,si:0.20
‑
0.35%,mn:1.30
‑
1.50%,p:≤0.012%,s:≤0.003%,ni:0.15
‑
0.30%,nb:0.010
‑
0.030%,v:≤0.05%,ti:≤0.030%,mo:0.08
‑
0.20%,al:0.020
‑
0.050%,n:≤0.003%,as:≤0.0050%,[h]≤0.0002%,[o]≤0.0025%,并控制cev:≤0.40%,pcm:≤0.20%,其余为fe和不可避免的夹杂。
[0007]
本发明中,所述钢板的金相组织为铁素体 回火索氏体的复合组织,厚度≤34mm;[mn]/[si]控制在4.5~5.0;ca含量为0.0008
‑
0.0025%;[ti]/[n]≥3.4;屈强比≤0.88;
‑
40℃冲击功≥200j,钢板厚度中心处
‑
40℃冲击功>150j。
[0008]
一种屈服强度≥550mpa低屈强比大型石油储罐用钢板的生产方法,所述生产方法包括以下步骤:
[0009]
1)冶炼及连铸:
[0010]
采用转炉冶炼,期间采用双渣操作以降低p含量;进行全保护浇注,配合轻压下工艺,轻压下量控制在5~6mm,拉坯速度控制在1.1~1.3m/min,连铸坯下线缓冷48h以上;
[0011]
2)加热:
[0012]
加热温度为1160~1200℃,加热参考时间按8~10min/cm,均热时间不少于40min;
[0013]
3)轧制:
[0014]
采用≥1000℃的高渗透模式完全再结晶区粗轧 精轧开轧温度880~900℃的未再结晶区应变积累的两阶段控轧工艺,采用粗轧阶段逐道次递增的道次分配并保证最后一道次在热轧阶段压下率>15%;中间待温厚度为3.0~5.0倍成品厚度,轧后钢板空冷至室温;
[0015]
4)热处理:
[0016]
钢板上下表面经抛丸处理后加热至840
‑
850℃亚温淬火处理;然后进行630
‑
650℃回火处理。
[0017]
本发明的生产方法中:
[0018]
冶炼及连铸工艺:采用转炉冶炼,期间采用双渣操作以降低p含量;通过lf rh精炼,降低o、h、n等有害气体及s含量。采用专用保护渣进行全保护浇注,配合轻压下工艺,轻压下量控制在5~6mm,拉坯速度控制在1.1~1.3m/min,加强连铸过程一冷、二冷工艺控制,且连铸坯下线缓冷48h以上。
[0019]
加热工艺:严格控制加热炉内的气氛,采用微正压控制。加热温度为1160~1200℃,加热参考时间按8~10min/cm,均热时间不少于40min以保证钢坯烧匀烧透。
[0020]
轧制工艺:采用≥1000℃的高渗透模式完全再结晶区粗轧 精轧开轧温度880~900℃的未再结晶区应变积累的两阶段控轧工艺,并保证粗轧阶段逐道次递增的道次分配并保证最后一道次在热轧阶段压下率最大,压下率>15%,中间待温厚度为3.0~5.0倍成品厚度,精轧阶段道次变形率逐道次递减并保证钢板平直度,轧后钢板空冷至室温,以控制晶粒细化对钢板屈强比的影响。
[0021]
热处理工艺:钢板上下表面经抛丸处理后加热至略低于该钢种a
c3
温度点的奥氏体 铁素体两相区840
‑
850℃保温一定时间(t*1.0min/mm)后淬火至室温;然后进行630
‑
650℃回火处理。
[0022]
本发明采用低碳设计,以mn ni mo并辅以nb ti v复合微合金化,以达到钢板同时具备优异的强塑性、低温冲击性、焊接性及抗pwht性能。
[0023]
本发明的生产工艺流程为:铁水预处理
→
120t转炉冶炼
→
lf精炼
→
rh精炼
→
板坯连铸
→
铸坯缓冷
→
铸坯清理
→
再热炉加热
→
除鳞
→
粗轧
→
精轧
→
加速水冷
→
热矫直
→
剪切
→
抛丸处理
→
淬火热处理
→
回火热处理
→
钢板标识
→
入库。运用上述成分设计和易于操作的热变形及热处理工艺,将钢板的强塑性、低温冲击韧性、焊接性及抗pwht性能发挥到最佳水平:屈服强度≥550mpa,屈强比≤0.88;伸长率>23%;
‑
40℃冲击功≥200j,且钢板厚度中心处
‑
40℃冲击功>150j,585℃ 6h模焊热处理后钢板综合性能基本保持稳定。
[0024]
与现有技术相比,本发明具有如下积极效果:
[0025]
(1)本发明采用低cev/pcm nb/v/ti复合微合金化成分设计,高渗透轧制以实现钢
板厚度方向组织均匀细化,轧后空冷有助钢板晶粒大小适度,亚温淬火以保留少量韧性铁素体组成相达到低屈强比控制目的,最终实现了屈服强度≥550mpa低屈强比、易焊接大型石油储罐用钢板的批量稳定生产,很好地支撑了我国大型石油储罐的大型化安全发展。
[0026]
(2)所采用的亚温淬火热处理工艺,在相对低的加热温度下完成钢板淬火前的组织准备,保证了钢板低屈强比实现的同时成功避免了钢板在传统更高淬火温度炉底辊结瘤带来的钢板下表面压痕问题,进而保证了钢板良好的表面质量。
[0027]
(3)亚温淬火 高温回火热处理工艺生产低屈强比大型石油储罐用钢板属于一种新的绿色高效的工艺途径。
[0028]
(4)钢板轧后空冷与较低的亚温淬火温度降低了生产成本,提高了生产效率。
具体实施方式
[0029]
下面列举采用本发明的生产工艺生产的三种化学成分配比的风电用钢板,即实施例1、2和3,三个实施例得到的钢板化学成分配比参见表1,具体生产工艺见表2。
[0030]
概括的说,实施例1
‑
3钢板的生产方法依次包括如下步骤:
[0031]
(1)冶炼工艺:采用转炉冶炼;
[0032]
(2)lf精炼 rh真空处理:通过精炼和rh真空处理工艺降低钢水中o、h、n等有害气体及s含量;在lf精炼时,控制钢水中ca含量为0.0008
‑
0.0030wt%。
[0033]
(3)连铸:采用全保护浇注,连铸坯下线缓冷48h以上,得到的连铸坯尺寸为250*1800*3600(mm)。
[0034]
(4)板坯加热:加热温度为1150~1200℃,加热速度参考为8~10min/cm,以保证钢坯烧匀烧透,均热时间不少于40min。
[0035]
(5)轧制:采用双机架两阶段控轧工艺,粗轧机进行≥1000℃的高渗透模式完全再结晶轧制,待温厚度为3.0~5.0倍成品厚度;精轧机开轧温度为880~900℃,完成未结晶区应变积累。
[0036]
(6)轧制后冷却:采用空冷至室温,控制晶粒细化对钢板屈强比的影响。
[0037]
(7)热处理:钢板加热至略低于该钢种a
c3
温度点的奥氏体 铁素体两相区840
‑
850℃保温一定时间(t*1.0min/mm)后淬火至室温;然后进行630
‑
650℃回火处理。
[0038]
将回火后的钢板进行实物性能检验,结果见表3,表4为585℃ 6h模焊热处理后钢板性能水平。
[0039]
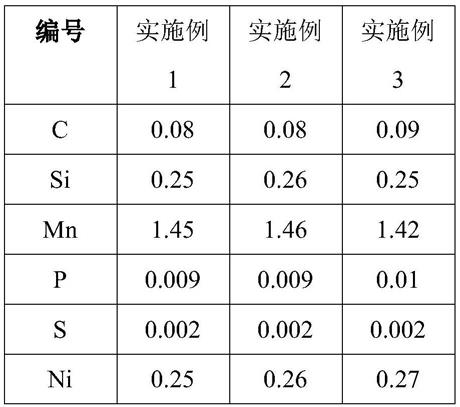
表1本发明q550mpa级别低屈强比、易焊接大型石油储罐用钢板的化学成分及含量(wt%)
[0040][0041][0042]
注:cev=c mn/6 (cr v mo)/5 (ni cu)/15;
[0043]
pcm(%)=c si/30 (mn cu cr)/20 ni/60 mo/15 v/10 5b;
[0044]
表2本发明q550mpa级别低屈强比、易焊接大型石油储罐用钢板的生产工艺参数
[0045]
编号加热温度/℃粗轧开轧温度/℃粗轧终轧温度/℃待温厚度/mm精轧开轧温度/℃精轧终轧温度/℃冷却速率/℃/s实施例111701135108570.0880809空冷实施例211681131108787.5882812空冷实施例311651131108890.0883814空冷
[0046]
表3本发明q550mpa级别低屈强比、易焊接大型石油储罐用钢板的实物性能
[0047][0048]
表4本发明q550mpa级别低屈强比、易焊接大型石油储罐用钢板585℃ 6h模焊热处理后
[0049][0050]
表3和表4中钢板的屈服强度、抗拉强度和伸长率测试请参见gb/t228
‑
2002《金属材料室温拉伸试验》。钢材的冲击功测试请参见gb/t229
‑
2007《金属材料夏比摆锤冲击试验方法》。
[0051]
从以上表中数据可以看出,该工艺简单易于操作,钢板具有强度适中,塑性好,低温韧性高,低屈强比,易焊接等特点,适合大规模工业生产,满足目前大型石油储罐大型化与高效焊接的发展需求。
[0052]
本发明的工艺参数(如温度、时间等)区间上下限取值以及区间值都能实现本法,在此不一一列举实施例。
[0053]
本发明未详细说明的内容均可采用本领域的常规技术知识。
[0054]
最后所应说明的是,以上实施例仅用以说明本发明的技术方案而非限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应该理解,对本发明的技术方案进行修改或者等同替换,都不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

