1.本技术涉及电池技术领域,具体涉及一种电芯制作方法和电芯。
背景技术:
2.随着动力电池的不断发展,使得电池叠片工艺得到了较为广泛的应用。
3.一般来说,电池叠片工艺会通过交错叠放隔膜、正极极片和负极极片的方式,来完成电池的生产;实际应用中,交错堆叠隔膜、正极极片和负极极片的方式工艺复杂,这使得电池的生产效率低下。
技术实现要素:
4.本技术实施例提供一种电芯制作方法和电芯,可解决电池的生产效率低下的问题。
5.第一方面,本技术实施例提供一种电芯制作方法,包括:
6.获取第一胶纸、第二胶纸、第一隔膜、第二隔膜、多个第一极片和多个第二极片;
7.在所述第一隔膜和所述第二隔膜之间放置所述多个第一极片,所述多个第一极片呈阵列排布;
8.在所述第一隔膜和所述第二隔膜的相背两面依次交替对所述多个第二极片中的各第二极片进行放置,每一所述第二极片在所述第一隔膜上的正投影均与一所述第一极片在所述第一隔膜上的正投影重叠;
9.将所述第一隔膜和所述第二隔膜进行折叠,获得电芯。
10.可选的,在所述将所述第一隔膜和所述第二隔膜进行折叠,获得电芯之前,所述方法还包括:
11.获取第三隔膜和/或第四隔膜;
12.将所述第三隔膜热压于所述第一极片的第一面和/或所述第二极片的第一面;
13.将所述第四隔膜热压于所述第一极片的第二面和/或所述第二极片的第二面;
14.所述第一极片的第一面和所述第二极片的第一面均为设置有极耳的面,所述第一极片的第一面和所述第一极片的第二面为所述第一极片的相对两面,所述第二极片的第一面和所述第二极片的第二面为所述第二极片的相对两面。
15.可选的,在所述第一隔膜和所述第二隔膜之间放置所述多个第一极片之后,在所述第一隔膜和所述第二隔膜的相背两面依次交替对所述多个第二极片中的各第二极片进行放置之前,所述方法还包括:
16.对所述第一极片的端部进行热压处理,将所述第一极片与所述第一隔膜和所述第二隔膜固定。
17.可选的,在所述将所述第一隔膜和所述第二隔膜进行折叠,获得电芯之后,所述方法还包括:
18.获取第一胶纸和/或第二胶纸;
19.在所述电芯的第一折叠位置包覆所述第一胶纸,在所述电芯的第二折叠位置包覆所述第二胶纸,其中,所述第一折叠位置与所述第二折叠位置为所述电芯的不同侧的折叠位置;
20.对所述第一胶纸和所述第二胶纸进行热压。
21.第二方面,本技术实施例提供一种电芯,包括:
22.相对设置的第一隔膜和第二隔膜、多个第一极片和多个第二极片;
23.所述第一极片热压于所述第一隔膜和所述第二隔膜之间,所述多个第二极片中的各第二极片依次交替设置于所述第一隔膜和所述第二隔膜的相背两面,所述第一隔膜和所述第二隔膜为折叠设置,所述第二极片在折叠后的所述第一隔膜上的正投影与所述第一极片在折叠后的所述第一隔膜上的正投影重叠。
24.可选的,所述电芯还包括第三隔膜和/或第四隔膜,
25.所述第三隔膜设置于所述第一极片的第一面和/或所述第二极片的第一面,所述第四隔膜设置于所述第一极片的第二面和/或所述第二极片的第二面;
26.所述第一极片的第一面和所述第二极片的第一面均设置有极耳,所述第一极片的第一面和所述第一极片的第二面为所述第一极片的相对两面,所述第二极片的第一面和所述第二极片的第二面为所述第二极片的相对两面。
27.可选的,所述多个第一极片的极耳的中心位置的连线与第一极片垂直,所述多个第二极片的极耳的中心位置的连线与第二极片垂直。
28.可选的,所述第一极片和所述第二极片的极性相反,所述第一极片的极性为负。
29.可选的,所述第一极片的端部与所述第一隔膜和所述第二隔膜固定连接。
30.可选的,所述电芯还包括相对设置的第一胶纸和/或第二胶纸;
31.所述第一胶纸包覆设置于所述电芯的第一折叠位置,所述第二胶纸包覆设置于所述电芯的第二折叠位置,所述第一折叠位置和所述第二折叠位置为所述电芯的不同侧的折叠位置。
32.上述技术方案具有如下优点或有益效果:
33.本技术实施例提供的电芯制作方法,通过在第一隔膜上和第二隔膜的相背两面预先放置第二极片的方式,省去第二极片在第一隔膜和第二隔膜的折叠过程中的放置步骤,使电芯和电池的生产效率提高。
附图说明
34.图1是本技术实施例提供的一种电芯制作方法的流程图;
35.图2是本技术实施例提供的一种电芯的结构示意图;
36.图3是本技术实施例提供的第一隔膜和第二隔膜的结构示意图;
37.图4是本技术实施例提供的第一子极片和第二子极片的结构示意图之一;
38.图5是本技术实施例提供的第一子极片和第二子极片的结构示意图之二;
39.图6是本技术实施例提供的一种电芯制作装置的结构示意图。
具体实施方式
40.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
41.请参阅图1,图1是本技术一些实施例提供的一种电芯制作方法的流程图,如图1所示,所述方法包括以下步骤:
42.步骤101、获取第一隔膜、第二隔膜、多个第一极片和多个第二极片。
43.步骤102、在所述第一隔膜和所述第二隔膜之间放置所述多个第一极片。
44.其中,所述多个第一极片呈阵列排布。
45.步骤103、在所述第一隔膜和所述第二隔膜的相背两面依次交替对所述多个第二极片中的各第二极片进行放置。
46.其中,每一所述第二极片在所述第一隔膜上的正投影均与一所述第一极片在所述第一隔膜上的正投影重叠。
47.步骤104、将所述第一隔膜和所述第二隔膜进行折叠,获得电芯。
48.本技术实施例提供的电芯制作方法,通过在第一隔膜上和第二隔膜之间预先放置第一极片,在第一隔膜和第二隔膜的相背两面预先放置第二极片的方式,省去第一极片在第一隔膜和第二隔膜的折叠过程中的放置步骤,以及第二极片在第一隔膜和第二隔膜的折叠过程中的放置步骤,能缩短第一隔膜和第二隔膜在折叠过程中的移动距离,使电芯和电池的生产效率提高。
49.另外,通过折叠第一隔膜和第二隔膜来制作电芯的方式,使电芯内的第一隔膜和第二隔膜保持连续不裁断的状态,能降低第一隔膜和第二隔膜受外部因素干扰而发生收缩的概率,使电池内部的正负极发生短路的风险降低。
50.其中,所述第一隔膜和所述第二隔膜的折叠方式可以为z型折叠的方式。
51.可选的,在将所述第一隔膜和所述第二隔膜进行折叠,获得电芯之后,所述方法还包括:
52.获取第一胶纸和/或第二胶纸;
53.在所述电芯的第一折叠位置包覆所述第一胶纸,在所述电芯的第二折叠位置包覆所述第二胶纸;
54.对所述第一胶纸和所述第二胶纸进行热压。
55.其中,所述第一折叠位置与所述第二折叠位置为所述电芯的不同侧的折叠位置。通过所述第一胶纸和所述第二胶纸的设置,能对折叠后的第一隔膜和第二隔膜进行限位与保护,使电芯的安全性得到增强。
56.如图3所示,在所述第一隔膜203和所述第二隔膜204之间放置所述多个第一极片2051之后,将第二极片2052在所述第一隔膜203的背离所述第二隔膜204的面上的放置区域称为第一放置区域208,将第二极片2052在所述第二隔膜204的背离所述第一隔膜203的面上的放置区域称为第二放置区域209;
57.其中,每一所述第一放置区域208内仅能放置一个所述第二极片2052,每一所述第二放置区域209内也仅能放置一个所述第二极片2052。
58.所述第一放置区域208包括相邻的第一放置子区域2081和第二放置子区域2082;在第二极片2052放置于所述第一放置子区域2081的情况下,所述第二极片2052与对应的第
一极片2051在所述第一隔膜203上的正投影重叠;在第二极片2052放置于所述第二放置子区域2082的情况下,所述第二极片2052与对应的第一极片2051在所述第一隔膜203上的正投影重叠。
59.所述第二放置区域209包括相邻的第三放置子区域2091和第四放置子区域2092,在第二极片2052放置于所述第三放置子区域2091的情况下,所述第二极片2052与对应的第一极片2051在所述第二隔膜204上的正投影重叠;在第二极片2052放置于所述第四放置子区域2092的情况下,所述第二极片2052与对应的第一极片2051在所述第二隔膜204上的正投影重叠。
60.需要说明的是,相邻的两个所述第一极片2051的相对面的间距为一预定距离,实际应用中,所述预定距离优选设置为大于0且小于等于5毫米。
61.可选的,所述多个第二极片2052包括多个第一子极片2053和多个第二子极片2054,所述在所述第一隔膜203和所述第二隔膜204的相背两面依次交替对所述多个第二极片2052中的各第二极片2052进行放置的步骤,包括:
62.在所述第一隔膜203的背离所述第二隔膜204的面上放置所述多个第一子极片2053,所述多个第一子极片2053呈阵列排布;
63.在所述第二隔膜204的背离所述第一隔膜203的面上放置所述多个第二子极片2054,所述多个第二子极片2054呈阵列排布;
64.每一所述第一子极片2053在所述第一隔膜203上的正投影均与一所述第一极片2051在所述第一隔膜203上的正投影重叠,每一所述第二子极片2054在所述第一隔膜203上的正投影均与一所述第一极片2051在所述第一隔膜203上的正投影重叠。
65.如图4和图5所示,通过阵列排布多个第一子极片2053和多个第二子极片2054的方式,使多个第一子极片2053和多个第二子极片2054能进行自动化放置动作,这能提升第一子极片2053在第一隔膜203的背离第二隔膜204的面上的放置效率,以及第二子极片2054在第二隔膜204的背离第一隔膜203的面上的放置效率,使电芯和电池的生产效率得到进一步提高。
66.可选的,在所述将所述第一隔膜和所述第二隔膜进行折叠,获得电芯之前,所述方法还包括:
67.获取第三隔膜和/或第四隔膜;
68.将所述第三隔膜热压于所述第一极片的第一面和/或所述第二极片的第一面;
69.将所述第四隔膜热压于所述第一极片的第二面和/或所述第二极片的第二面;
70.所述第一极片的第一面和所述第二极片的第一面均为设置有极耳的面,所述第一极片的第一面和所述第一极片的第二面为所述第一极片的相对两面,所述第二极片的第一面和所述第二极片的第二面为所述第二极片的相对两面。
71.通过在第一极片的第一面和/或所述第二极片的第一面热压第三隔膜的方式、或者在第一极片的第二面和/或所述第二极片的第二面热压第四隔膜的方式、或者在第一极片的第一面和/或所述第二极片的第一面热压第三隔膜且在第一极片的第二面和/或所述第二极片的第二面热压第四隔膜的方式,对电芯中的相邻的第一极片和第二极片进行分隔,以进一步降低电池内部的正负极短路的风险。
72.第一极片包括第一集流体和涂在上面的第一活性物质层,以及和第一集流体电连
接的第一极耳,第二极片包括第二集流体和涂在上面的第二活性物质层,以及和第二集流体电连接的第二极耳。第一极片可以为正极或者负极,第二极片和第一极片极性相反。
73.在一个实施例中,第一极片为正极片,第二极片为负极片。
74.在另一个实施例中,第一极片为负极片,第二极片为正极片。
75.所述集流体没有特别的限制,只要所述集流体是导电的,而不在所制造的电池中引起不利的化学变化。所述集流体的实施例包括铜、不锈钢、铝、镍、钛或合金(例如铜
‑
镍合金),但本公开内容不限于此。在一些实施例中,所述集流体的表面上可包括细小的不规则物(例如,表面粗糙度)以增强所述集流体的表面对活性物质的粘合。在一些实施例中,集流体可以多种形式使用,其实施例包括膜、片、箔、网、多孔结构体、泡沫体或无纺物,但本公开内容不限于此。
76.本领域技术人员应了解,正极活性物质层通常包括正极活性物质、导电剂、粘结剂,负极活性物质层通常包括负极活性物质、导电剂,粘结剂。
77.作为能够嵌入和脱嵌锂的正极活性物质,例如锂氧化物、锂磷氧化物、锂硫化物或包含锂的层间化合物等含锂化合物是合适的,可以示例出锂金属复合氧化物。构成锂金属复合氧化物的金属元素例如为选自mg、al、ca、sc、ti、v、cr、mn、fe、co、ni、cu、zn、ga、ge、y、zr、sn、sb、w、pb和bi中的至少1种。其中,优选包含选自co、ni、mn和al中的至少1种。作为适宜的锂金属复合氧化物的一个例子,可列举出含有co、ni和mn的锂金属复合氧化物、含有co、ni和al的锂金属复合氧化物。
78.作为负极活性物质层中包含的负极活性物质,只要是能够吸藏、释放锂离子的材料就没有特别限制,例如可列举出碳材料、锂金属、能与锂形成合金的金属或包含该金属的合金化合物等。作为碳材料,可以使用天然石墨、难石墨化性碳、人造石墨等石墨类、焦炭类等,作为合金化合物,可列举出包含至少1种能与锂形成合金的金属。作为能与锂形成合金的元素,优选为硅、锡,也可以使用这些与氧结合而成的氧化硅、氧化锡等。另外,可以使用将上述碳材料与硅、锡的化合物混合而成者。除了上述之外,还可以使用相对于钛酸锂等金属锂的充放电的电位高于碳材料等者。
79.粘结剂是有助于活性材料与导电材料之间的粘附强度和与集电器的粘结的成分,并且例如可以为但不限于选自由如下构成的组中的至少一种:聚偏二氟乙烯(pvdf)、聚偏二氟乙烯
‑
聚六氟丙烯共聚物(pvdf/hfp)、聚乙酸乙烯酯、聚乙烯醇、聚乙烯醚、聚乙烯、聚环氧乙烷、烷基化聚环氧乙烷、聚丙烯、聚(甲基)丙烯酸甲酯、聚(甲基)丙烯酸乙酯、聚四氟乙烯(ptfe)、聚氯乙烯、聚丙烯腈、聚乙烯吡啶、聚乙烯吡咯烷酮、苯乙烯
‑
丁二烯橡胶、丙烯腈
‑
丁二烯橡胶、乙烯
‑
丙烯
‑
二烯单体(epdm)橡胶、磺化epdm橡胶、苯乙烯
‑
丁烯橡胶、含氟橡胶、羧甲基纤维素(cmc)、淀粉、羟丙基纤维素、再生纤维素和其混合物。
80.导电剂应不受特别限制,只要它不会引起电池的内部环境中的副反应并且不会引起电池中的化学变化、而且具有优异的导电性即可。导电剂通常可以为石墨或导电碳或碳纳米管,并且例如可以为但不限于选自由如下构成的组中的一种:石墨,如天然石墨或人造石墨;炭黑类,如炭黑、乙炔黑、科琴黑(ketjen black)、denka炭黑(denka black)、热裂法炭黑、槽法炭黑、炉黑、灯黑和热裂法炭黑;晶体结构为石墨烯或石墨的碳类材料;导电纤维,如碳纤维和金属纤维;氟化碳;金属粉末,如铝粉和镍粉;导电晶须,如锌氧化物和钛酸钾;导电氧化物,如钛氧化物;导电聚合物,如聚亚苯基衍生物;和其两种以上的混合物。
81.隔膜可使用具有离子透过性和绝缘性的多孔片。作为多孔片的具体例,可列举出微多孔薄膜、织布、无纺布等。作为隔膜的材质,聚乙烯、聚丙烯、包含乙烯和丙烯中的至少一者的共聚物等烯烃系树脂、纤维素等是适宜的。隔膜可以是具有纤维素纤维层和烯烃系树脂等热塑性树脂纤维层的层叠体。另外,可以是包含聚乙烯层和聚丙烯层的多层隔膜,还可以使用在隔膜的表面涂布了芳族聚酰胺系树脂等的隔膜。另外,还可以在隔膜的表面形成包含无机化合物的填料的耐热层;当使用固体电解质(例如聚合物)作为电解质时,固体电解质也可以兼任隔膜和电解质。
82.当电芯制备完成后,通常会将其封装在包装外壳内,注入电解质,形成电池。
83.非水电解质包含非水溶剂和溶解于非水溶剂中的电解质盐。非水电解质不限定于液体电解质(非水电解液),还可以是使用了凝胶状聚合物等的固体电解质。
84.电解液可以是选自如下中的至少一种的混合有机溶剂:碳酸亚丙酯(pc)、碳酸亚乙酯(ec)、碳酸二乙酯(dec)、碳酸二甲酯(dmc)、碳酸二丙酯(dpc)、二甲基亚砜、乙腈、二甲氧基乙烷、二乙氧基乙烷、四氢呋喃、n
‑
甲基
‑2‑
吡咯烷酮(nmp)、碳酸乙甲酯(emc)、γ
‑
丁内酯(gbl)、氟代碳酸亚乙酯(fec)、甲酸甲酯、甲酸乙酯、甲酸丙酯、乙酸甲酯、乙酸乙酯、乙酸丙酯、乙酸戊酯、丙酸甲酯、丙酸乙酯和丙酸丁酯。
85.此外,根据本发明的电解液还可以包含锂盐,并且所述锂盐的阴离子可以是选自如下中的至少一种:f
‑
、cl
‑
、br
‑
、i
‑
、no3
‑
、n(cn)2
‑
、bf4
‑
、clo4
‑
、pf6
‑
、(cf3)2pf4
‑
、(cf3)3pf3
‑
、(cf3)4pf2
‑
、(cf3)5pf
‑
、(cf3)6p
‑
、f3so3
‑
、cf3cf2so3
‑
、(cf3so2)2n
‑
、(fso2)2n
‑
、cf3cf2(cf3)2co
‑
、(cf3so2)2ch
‑
、(sf5)3c
‑
、(cf3so2)3c
‑
、cf3(cf2)7so3
‑
、cf3co2
‑
、ch3co2
‑
、scn
‑
和(cf3cf2so2)2n
‑
。
86.需要说明的是,实际应用中,所述第三隔膜被所述第一极片的极耳和所述第二极片的极耳所穿过,以便于后续多个第一极片的极耳的焊接和多个第二极片的极耳的焊接。
87.可选的,在所述第一隔膜和所述第二隔膜之间放置所述多个第一极片之后,在所述第一隔膜和所述第二隔膜的相背两面依次交替对所述多个第二极片中的各第二极片进行放置之前,所述方法还包括:
88.对所述第一极片的端部进行热压处理,将所述第一极片与所述第一隔膜和所述第二隔膜固定。
89.通过上述热压处理,将所述第一极片的端角部分与所述第一隔膜和所述第二隔膜进行固定,以限位第一隔膜和第二隔膜与第一极片抵接的隔膜部分,使电池内部的正负极发生短路的风险进一步降低。
90.可选的,所述第一极片和所述第二极片的极性相反,所述第一极片的极性为负。
91.一般来说,在实际应用中,负极极片的形状与正极极片的形状相同,负极极片的面积大于正极极片的面积;通过上述设置,以便于用户对第一极片和第二极片的放置位置进行校对。
92.如图2所示,本技术另一些实施例还提供一种电芯200,所述电芯200包括:
93.相对设置的第一隔膜203和第二隔膜204、多个第一极片2051和多个第二极片2052;
94.所述第一极片2051热压于所述第一隔膜203和所述第二隔膜204之间,所述多个第二极片2052中的各第二极片2052依次交替设置于所述第一隔膜203和所述第二隔膜204的
相背两面,所述第一隔膜203和所述第二隔膜204为折叠设置,所述第二极片2052在折叠后的所述第一隔膜203上的正投影与所述第一极片2051在折叠后的所述第一隔膜203上的正投影重叠。
95.所述电芯200通过本技术实施例提供的电芯制作方法制得,利用折叠设置的第一隔膜203和第二隔膜204,使电芯200内的第一隔膜203和第二隔膜204保持连续不裁断的状态,这能降低第一隔膜203和第二隔膜204受外部因素干扰而发生收缩的概率,并使得电池内部的正负极短路的风险降低。
96.可选的,所述电芯200还包括相对设置的第一胶纸201和第二胶纸202,所述第一胶纸201包覆设置于所述电芯200的第一折叠位置2061,所述第二胶纸202包覆设置于所述电芯200的第二折叠位置2062,所述第一折叠位置2061和所述第二折叠位置2062为所述电芯200的不同侧的折叠位置。
97.通过所述第一胶纸201和所述第二胶纸202的设置,能对折叠后的第一隔膜203和第二隔膜204进行限位与保护,使电芯200的安全性得到增强。
98.可选的,所述第一极片2051和所述第二极片2052的极性相反,所述第一极片2051的极性为负。
99.可选的,所述电芯200还包括第三隔膜和/或第四隔膜,
100.所述第三隔膜设置于所述第一极片2051的第一面和/或所述第二极片2052的第一面,所述第四隔膜设置于所述第一极片2051的第二面和/或所述第二极片2052的第二面;
101.所述第一极片2051的第一面和所述第二极片2052的第一面均设置有极耳207,所述第一极片2051的第一面和所述第一极片2051的第二面为所述第一极片2051的相对两面,所述第二极片2052的第一面和所述第二极片2052的第二面为所述第二极片2052的相对两面。
102.通过第三隔膜和/或第四隔膜的设置,对电芯200中相邻的第一极片2051和第二极片2052进行分隔,以进一步降低电池内部的正负极短路的风险。
103.可选的,所述多个第一极片2051的极耳207的中心位置的连线与第一极片2051垂直,所述多个第二极片2052的极耳207的中心位置的连线与第二极片2052垂直。
104.通过上述设置,以便于多个第一极片2051的极耳207的焊接和多个第二极片2052的极耳207的焊接,使多个第一极片2051的极耳207,以及多个第二极片2052的极耳207获得较好的焊接效果。
105.可选的,所述第一极片2051的端部与所述第一隔膜203和所述第二隔膜204固定连接。
106.通过上述设置,将第一极片2051的端部与所述第一隔膜203和所述第二隔膜204进行固定,以限位第一隔膜203和第二隔膜204与第一极片2051抵接的隔膜部分,使电池内部的正负极发生短路的风险进一步降低。
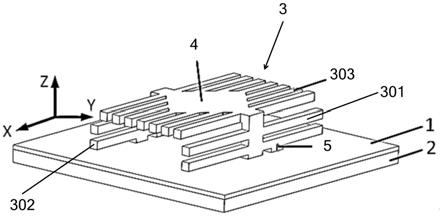
107.如图6所示,本技术实施例还提供一种电芯制作装置,所述装置包括:
108.第一获取模块301,用于获取第一隔膜、第二隔膜、多个第一极片和多个第二极片。
109.第一放置模块302,用于在所述第一隔膜和所述第二隔膜之间放置所述多个第一极片,以使所述多个第一极片呈阵列排布。
110.第二放置模块303,用于在所述第一隔膜和所述第二隔膜的相背两面依次交替对
所述多个第二极片中的各第二极片进行放置,以使每一所述第二极片在所述第一隔膜上的正投影均与一所述第一极片在所述第一隔膜上的正投影重叠。
111.折叠模块304,用于将所述第一隔膜和所述第二隔膜进行折叠,获得电芯。
112.可选的,所述电芯制作装置还包括第三热压模块,所述第三热压模块具体用于:
113.获取第三隔膜和/或第四隔膜;
114.将所述第三隔膜热压于所述第一极片的第一面和/或所述第二极片的第一面;
115.将所述第四隔膜热压于所述第一极片的第二面和/或所述第二极片的第二面;
116.其中,所述第一极片的第一面和所述第二极片的第一面均为设置有极耳的面,所述第一极片的第一面和所述第一极片的第二面为所述第一极片的相对两面,所述第二极片的第一面和所述第二极片的第二面为所述第二极片的相对两面。
117.可选的,所述电芯制作装置还包括第四热压模块,所述第四热压模块具体用于:
118.对所述第一极片的端部进行热压处理,将所述第一极片与所述第一隔膜和所述第二隔膜固定。
119.可选的,所述电芯制作装置还包括第五热压模块,所述第五热压模块具体用于:
120.获取第一胶纸和/或第二胶纸;
121.在所述电芯的第一折叠位置包覆所述第一胶纸,在所述电芯的第二折叠位置包覆所述第二胶纸,其中,所述第一折叠位置与所述第二折叠位置为所述电芯的不同侧的折叠位置;
122.对所述第一胶纸和所述第二胶纸进行热压。
123.以上所述是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。