技术特征:
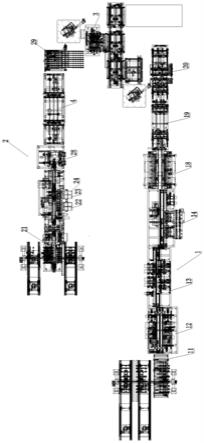
1.一种冷柜外箱穿刺铆接生产线,其特征在于,包括u壳围板生产线、背板生产线、铆接生产线,其中,所述u壳围板生产线流程包括:(s11)上料;(s12)冲切;(s13)侧折弯;(s14)l型折弯;(s15)折u型;所述背板生产线流程包括:(s21)上料;(s22)冲切;(s23)侧折弯;(s24)卡槽成型(s25)翻转;所述铆接生产线的流程包括:(s31)将步骤(s25)翻转后的背板移送至铆接装置上;(s32)将步骤(s15)完成折u型后的u型围板运输至背板下方的铆接装置上;(s33)铆接装置运作,完成铆接工作。2.根据权利要求1所述的一种冷柜外箱穿刺铆接生产线,其特征在于,所述u壳围板生产线流程包括:(s11)上料,通过机械手或人工将铝板放置到第一输送线上,(s12)冲切,通过冲切工位一、冲切工位二及冲切工位三完成铝板折边角、第一方形孔及插边角的冲切(s13)侧折弯,对冲切完成后的铝板上下两侧边进行折弯;(s14)l型折弯,对铝板左右两侧进行l型折弯;(s15)折u型,沿折边角对铝板进行折弯,完成后u型围板的制作;所述背板生产线流程包括:(s21)上料,通过机械手或人工将铝板放置到第二输送线上;(s22)冲切,通过冲切工位四、冲切工位五及冲切工位六对铝板的四角、第二方形孔及圆形孔进行冲切;(s23)侧折弯,对铝板的上下两侧进行折弯;(s24)卡槽成型,通过卡槽成型装置对铝板的左右两侧进行卡槽成型。(s25)翻转,通过翻转吸盘将完成卡槽成型的背板进行180
°
的翻转;所述铆接生产线的流程包括:(s31)将步骤(s25)翻转后的背板通过机械手或人工移送至铆接装置9上;(s32)将步骤(s15)完成折u型后的u型围板通过运转小车运输至背板下方的铆接装置上;(s33)铆接装置运作,完成铆接工作。3.根据权利要求1所述的一种冷柜外箱穿刺铆接生产线,其特征在于,步骤(s24)中所
述卡槽成型的卡槽成型装置包括压模机架、所述压模机架上设有上压模机构和下压模机构,所述上压模机构下方的上压模板下表面设有u型凹槽,所述下压模机构上方的下压模板的上表面设有与u型凹槽相匹配的u型凸槽。4.根据权利要求3所述的一种冷柜外箱穿刺铆接生产线,其特征在于,所述上压模机构包括竖直设于压模机架上的直线导轨,所述压模机架上方的直线导轨上通过滑块连接有上压板,所述上压板的上方与升降油缸的活塞杆自由端连接,所述升降油缸设于直线顶端的连接板上,所述上压板的下方连接有上压油缸,所述上压油缸的活塞杆自由端连接有下压模板。5.根据权利要求4所述的一种冷柜外箱穿刺铆接生产线,其特征在于,所述下压模机构包括设于压模机架下方的下压油缸,所述下压油缸的活塞杆自由端设有下压模板,当所述上压油缸和下压油缸的活塞杆同时伸出时,所述u型凸槽插入u型凹槽中。6.根据权利要求4所述的一种冷柜外箱穿刺铆接生产线,其特征在于,所述直线导轨前后两侧分别设有第一定位机构和第二定位机构,所述直线导轨的左右两侧分别设有第三定位机构和第四挡板。7.根据权利要求6所述的一种冷柜外箱穿刺铆接生产线,其特征在于,所述第一定位机构包括设于输送线下方的第一气缸,所述第一气缸的活塞杆自由端连接有第一挡板,所述第一气缸活塞杆伸出时,所述第一挡板从相邻输送带之间的空隙中向上顶出,所述第一气缸与直线滑组连接,所述第二定位机构包括设于输送线上方的第二气缸,所述第二气缸的活塞杆自由端朝向并连接有第三气缸,所述第三气缸的活塞杆水平设置并连接有第二挡板,所述第三定位机构包括设于压模机架上的第四气缸,所述第四气缸的活塞杆自由端朝向第四挡板并连接有第三挡板。8.根据权利要求1所述的一种冷柜外箱穿刺铆接生产线,其特征在于,步骤(s31)中所述铆接装置包括铆接机架,所述铆接机架的上方设有进料机构,所述进料机构的上方设有穿刺铆接机构,所述穿刺铆接机构的上方设有拍平压紧机构;所述穿刺铆接机构包括两个相对设置的支撑座,两个所述支撑座与铆接机架底部左右滑动连接,每个所述支撑座的上方设有相对设置的第一连接座和第二连接座,所述第一连接座和第二连接座的后端设有挡料板,所述第一连接座上设有第一气缸,所述第二连接座上设有油缸,所述第一气缸和油缸的活塞杆自由端分别设有第一推板和第二推板,所述第一连接座和第二连接座之间设有进料通道,所述进料通道的前端设有y型导料口。9.根据权利要求8所述的一种冷柜外箱穿刺铆接生产线,其特征在于,所述拍平压紧机构,包括两组相对设于铆接机架上方的的第五气缸,所述第五气缸的活塞自由端设有第五压板,所述第五气缸的气缸固定座的与第六气缸的活塞杆连接,所述第六气缸设于铆接机架上。10.根据权利要求8所述的一种冷柜外箱穿刺铆接生产线,其特征在于,所述铆接机架的前侧设有第四定位装置,所述第四定位装置包括设于铆接机架上的第八气缸,所述第八气缸的活塞自由端设有第六推板。
技术总结
本发明公开了一种冷柜外箱穿刺铆接生产线,包括U壳围板生产线、背板生产线、铆接生产线,所述U壳围板生产线流程包括:(S11)上料;(S12)冲切;(S13)侧折弯;(S14)L型折弯;(S15)折U型;所述背板生产线流程包括:(S21)上料;(S22)冲切;(S23)侧折弯;(S24)卡槽成型;(S25)翻转;所述铆接生产线的流程包括:(S31)将步骤(S25)翻转后的背板移送至铆接装置上;(S32)将步骤(S15);的U型围板运输至背板下方的铆接装置上;(S33)铆接装置运作,完成铆接工作。本发明的冷柜外箱穿刺铆接自动化生产线,自动完成U型围板和背板的冲切、折弯、铆接等工序,取代传统的人工操作的方式,提高铆接的工作效率,降低人员成本,促进自动化生产。促进自动化生产。促进自动化生产。
技术研发人员:李希广 王海朋 刘雅凤
受保护的技术使用者:青岛科博尔智能装备有限公司
技术研发日:2021.07.27
技术公布日:2021/10/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。