一种可持续发光的聚乳酸基3d打印复合材料及其制备
技术领域
1.本发明属于聚合物材料和3d打印材料技术领域,涉及一种可持续发光的聚乳酸基3d打印复合材料及其制备方法。
背景技术:
2.3d打印技术,又称快速成型技术,是一种以金属、陶瓷和聚合物等材料为原料,通过计算机动画模型建模之后,以数字模型文件的形式进行逐层打印,无需任何机械加工或模具就可以得到结构器件的技术。其打印原理与传统打印相似,但所用原料不同。与去除加工相比,3d打印过程中几乎没有材料的浪费,人力资源消耗小,因而受到许多材料加工领域的青睐。近年来,3d打印开始出现在人们的日常生活中,且广泛应用于医学、教育、建筑、汽车和航天工业等领域,如苏格兰科学家利用人体细胞打印出的人造肝脏组织和3d打印汽车。
3.3d打印技术早在20世纪90年代中期就出现了,发展至今已经有了长足的进步。我国在1995年就将3d打印列为未来十大模具工业发展方向之一。自查尔斯
·
赫尔于1986年开发了第一台商业3d印刷机之后,人类仿佛打开了新世界的大门,短短30多年,我国已经掌握了大型结构关键件激光成型3d打印技术,于2019年成功打印了中国第一座使用3d打印技术制作的高分子材料观景桥。由此可见,3d打印技术有着广阔的发展前景,这也注定它必将成为研究的潮流。
4.目前,主要的3d打印材料分为金属材料、陶瓷材料和聚合物材料。由于3d打印材料在加工过程中既需要流动性好,又要在成型时能够快速凝固、聚合成为具有良好力学性能和机械强度的功能性材料,因此聚合物材料就成为用量最大、应用最广、成型方式多样化的材料。其中的聚乳酸(pla)因其耐热性好、可生物降解、抗拉强度好、生物相容性强以及无污染等特性,成为3d打印的首选材料。尽管如此,3d打印材料种类还是过于单一,无法实现在更多领域的广泛应用,因此,研究者们将目光转向了荧光3d打印。这在专利《能自发红光的3d打印材料的制备方法》(公告号cn108407252b)和专利申请《一种能发荧光的pla基体用于3d打印的复合材料制备》(公布号cn109721979a)中均有报道。
5.在过去的二十多年中,已经开发出了许多光学性能优异、化学性能稳定的长余辉发光材料,如掺铕和镝的铝酸锶荧光粉(sral2o4: eu
2
,dy
3
)完全可以与高分子材料(pla)复合。然而,将荧光粉(sral2o4: eu
2
,dy
3
)与聚乳酸直接混合时具有在空气中易吸潮结块、在聚乳酸中分散性差等缺点。
技术实现要素:
6.本发明的目的是提供一种可持续发光的聚乳酸基3d打印复合材料,在空气中不易吸潮结块,易分散于聚乳酸中。
7.本发明的另一个目的是提供一种上述3d打印复合材料的制备方法,通过将荧光粉与3d打印原材料结合,突破3d打印材料的单一化限制,实现3d打印技术在各行各业的广泛
应用。
8.为实现上述目的,本发明所采用的技术方案是:一种可持续发光的聚乳酸基3d打印复合材料,该复合材料为直径1.75
±
0.03mm的丝状物。
9.本发明所采用的另一个技术方案是:一种上述3d打印复合材料的制备方法,具体按以下步骤进行:1)按质量百分比,分别取长余辉荧光粉1~12%、γ
‑
(甲基丙烯酰氧)丙基三甲氧基硅烷(kh570)0.1~3%和聚乳酸86~98%,各组分总量100%;该长余辉荧光粉为铝酸锶掺杂铕、镝的荧光粉;该长余辉荧光粉是按1996年发表在《journal of the electrochemical society》杂志上的a new long phosphorescent phosphor with high brightness, sral2o4: eu
2
,dy
3
文献的方法制得。
10.2)按1ml乙醇中加入0.1~1g长余辉荧光粉的比例,将所取的长余辉荧光粉加入乙醇中,超声振荡10~30min后,再加入kh570,用醋酸调节ph值为4~6,在50~70℃和n2气氛下回流10~24h(转速200~500r/min),冷却至室温后离心,并用氨水和乙醇进行多次过滤洗涤,除去醋酸与未反应的kh570,在80~90℃真空干燥箱中烘干至恒重,研磨,得kh570修饰的荧光粉;3)将步骤1)中所取的聚乳酸置于真空烘箱中,在60℃的温度下烘5~10h,得干燥聚乳酸,混合干燥聚乳酸和kh570修饰的荧光粉,得可持续发光的3d打印共混料;4)将可持续发光的3d打印共混料装入3d打印挤出机中进行熔融制造,熔体温度为170~230℃,经挤压、牵引和拉丝,制成可持续发光的3d打印复合丝状物,该丝状物即为可持续发光的聚乳酸基3d打印复合材料。
11.以下为性能测试:1)xrd图谱:通过图1可以看出,相比于未处理的长余辉荧光粉,kh570修饰的荧光粉在10~20
°
之间出现了隆峰,这说明荧光粉表面包覆上了固态有机非晶物质;此外,kh570修饰的荧光粉衍射峰强度也比长余辉荧光粉的衍射峰强度弱很多,这是因为表面包覆的物质会对x射线起到覆盖作用。
12.2)红外光谱:从图2可以看出,长余辉荧光粉在447cm
‑1、420cm
‑1处存在o
‑
al
‑
o的对称弯曲振动峰,650cm
‑1和852cm
‑1可归因于sr
‑
o振动,位于786cm
‑1和895 cm
‑1的吸收峰来自铝酸盐基团(alo4)。而经kh570处理过的荧光粉除了具有以上吸收峰外,在1720cm
‑1并未出现明显的c=o的吸收峰,可能是反应过程中所用kh570含量过少导致的;1640cm
‑1处是
‑
c=c的伸缩振动峰,1166cm
‑1处是c
‑
o
‑
c的伸缩振动峰,819cm
‑1处的si
‑
o
‑
ch3吸收峰由于kh570的水解而消失,1100~1000cm
‑1范围内出现了硅氧烷si
‑
o
‑
si的伸缩振动,1025cm
‑1和846cm
‑1存在si
‑
o
‑
al的吸收峰,以上分析说明,荧光粉与kh570发生了缩合反应,包覆在了荧光粉的表面,即对荧光粉进行了修饰。
13.本发明制备方法采用高温固相法制备长余辉荧光粉。选用kh570对荧光粉进行有机修饰。kh570的特点是分子一端含有易水解(醇解)基团,另一端含有双键。荧光粉表面易吸附一层水膜,硅烷与荧光粉表面的水分反应,水解形成硅羟基,进而与荧光粉表面的羟基
形成氢键或缩合成
‑
sio
‑
m共价键(m为sr或al),同时硅烷各分子间的硅醇又相互缩合,齐聚形成网状的膜覆盖在荧光粉表面,在不影响荧光粉光学性能的基础上,提高粉体的防水性,以及荧光粉与聚乳酸基体的相容性,使其均匀分散,同时,还可提高复合材料的机械强度。
14.本发明制备方法通过简单、轻便的手段,实现了长余辉发光材料与3d打印技术的结合。使得这种3d打印复合材料不仅具有发光性质,而且提高了其力学性能,大大拓展了3d打印的应用领域。可以进一步应用于医学、制造业、食品产业、工业和珠宝行业等方面。
附图说明
15.图1为长余辉荧光粉和kh570修饰的荧光粉的xrd图。
16.图2是长余辉荧光粉、kh570修饰的荧光粉和kh570的红外光谱图。
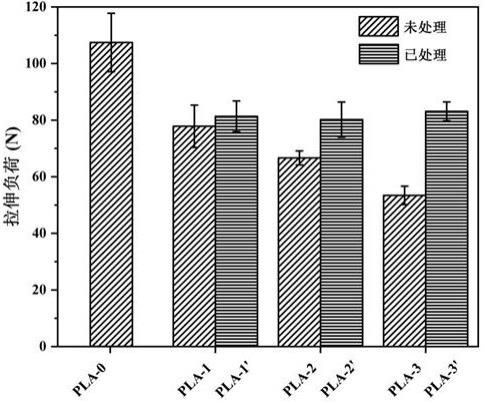
17.图3是聚乳酸、本发明实施例1~3制得3d打印复合材料以及对比例1~3制得复合材料的力学性能对比图。
具体实施方式
18.下面结合附图和具体实施方式对本发明作进一步说明。
19.实施例1以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的制备方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取1%的长余辉荧光粉、1%的kh570和98%的聚乳酸;按1ml乙醇中加入0.1g长余辉荧光粉的比例,将长余辉荧光粉加入乙醇中,超声振荡20min后,加入所取的kh570,用醋酸调节ph=4,在50℃和n2气氛下回流10h(转速250r/min),冷却至室温,离心,用氨水和乙醇进行多次过滤洗涤,除去醋酸与未反应的kh570,在80℃真空干燥箱中烘干至恒重,研磨,得到kh570修饰的荧光粉;将所取的聚乳酸置于真空烘箱中,在60℃温度下干燥7h后,与kh570修饰的荧光粉共混,得可持续发光的3d打印共混料;将该共混料装入3d打印挤出机中进行熔融制造,熔体温度为200℃,通过挤压、牵引、拉丝,制得可持续发光的聚乳酸基3d打印复合材料。
20.实施例1制得3d打印复合材料为丝状物,其直径约为1.75mm,直径误差在
±
0.03mm以内。
21.对比例1以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的制备方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取1%的长余辉荧光粉和99%的聚乳酸;将所取的聚乳酸置于真空烘箱中,在60℃温度下干燥7h后,与长余辉荧光粉共混,得共混料;将该共混料装入3d打印挤出机中进行熔融制造,熔体温度为200℃,通过挤压、牵引、拉丝,制得第一复合材料(pla
‑
1)。
22.实施例2以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取2%的长余辉荧光粉、1.6%的kh570和96.4%的聚乳酸,按1ml乙醇中加入1g长余辉荧光粉的比例,将长余辉荧光粉加入乙醇中,超声振荡30min后,加入所取的kh570,用醋酸调节ph=5,在60℃和n2气氛下回流15h(转速350r/min),冷却至室温,离心,用氨水和乙醇进行多次过滤洗涤,除去醋酸与未反应的
kh570,在90℃真空干燥箱中烘干至恒重,研磨,得到kh570修饰的荧光粉;将聚乳酸在60℃真空箱中干燥5h后,与kh570修饰的荧光粉共混,得可持续发光的3d打印共混料;将该共混料装入3d打印挤出机中进行熔融制造,熔体温度为230℃,通过挤压、牵引、拉丝,制得可持续发光的聚乳酸基3d打印复合材料。
23.实施例2制得的3d打印复合材料为丝状物,其直径约为1.75mm,直径误差在
±
0.03mm以内。
24.对比例2以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取2%的长余辉荧光粉和98%的聚乳酸,将聚乳酸在60℃真空箱中干燥5h后,与长余辉荧光粉共混,得共混料;将该共混料装入3d打印挤出机中进行熔融制造,熔体温度为230℃,通过挤压、牵引、拉丝,制得第二复合材料(pla
‑
2)。
25.实施例3以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取3%的长余辉荧光粉、0.1%的kh570和96.9%的聚乳酸;按1ml乙醇中加入0.55g长余辉荧光粉的比例,将所取的长余辉荧光粉加入乙醇中,超声振荡10 min后,加入所取的kh570,用醋酸调节ph=6,在70℃温度和n2气氛下回流24h(转速500r/min),冷却至室温,离心,用氨水和乙醇进行多次过滤洗涤,除去醋酸与未反应的kh570,在85℃真空干燥箱中烘干至恒重,研磨,得到kh570修饰的荧光粉;将聚乳酸在60℃真空箱中干燥10h后,与kh570修饰的荧光粉共混,得可持续发光的3d打印共混料;将该共混料装入3d打印挤出机中进行熔融制造,熔体温度为170℃,通过挤压、牵引、拉丝,制得可持续发光的聚乳酸基3d打印复合材料。
26.实施例3制得的3d打印复合材料为丝状物,其直径约为1.75mm,直径误差在
±
0.03 mm以内。
27.对比例3以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取3%的长余辉荧光粉和97%的聚乳酸;将聚乳酸在60℃真空箱中干燥10h后,与长余辉荧光粉共混,得共混料;将该共混料装入3d打印挤出机中进行熔融制造,熔体温度为170℃,通过挤压、牵引、拉丝,制得第三复合材料(pla
‑
3)。
28.实施例4以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取12%的长余辉荧光粉、2%的kh570和86%的聚乳酸;按实施例1的方法制得可持续发光的聚乳酸基3d打印复合材料。
29.实施例4制得的3d打印复合材料为丝状物,其直径约为1.75mm,直径误差在
±
0.03 mm以内。
30.实施例5以碳酸锶、氧化铝、硼酸、氧化铕和氧化镝为原料,按现有技术中的方法制得长余辉荧光粉(sral2o4: eu
2
,dy
3
);按质量百分比,分别取6.5%的长余辉荧光粉、1.5%的kh570
和92%的聚乳酸;按实施例2的方法制得可持续发光的聚乳酸基3d打印复合材料。
31.按照国标gb/t37643
‑
2019的标准进行力学性能测试,测试结果如图3。从图3可以看出,纯的聚乳酸(pla
‑
0)的最大拉伸负荷为107.36n。对比例1、对比例2和对比例3制得复合材料pla
‑
1、pla
‑
2和pla
‑
3的最大拉伸负荷分别为77.84n、66.64n和53.42n。由图3可看出,随着长余辉荧光粉掺杂含量的增加,pla
‑
1、pla
‑
2和pla
‑
3的最大拉伸负荷呈下降趋势,这是因为无机填料(长余辉荧光粉)的固有刚度对复合材料的拉伸性能造成了很大的影响。然而,用经kh570修饰的长余辉荧光粉制得的可持续发光的聚乳酸基3d打印复合材料pla
‑
1'(实施例1制得)、pla
‑
2'(实施例2制得)、pla
‑
3'(实施例3制得)的最大拉伸负荷分别为81.34n、80.18n和83.10n,相比于未用kh570处理的长余辉荧光粉制得的复合材料(pla
‑
1、pla
‑
2和pla
‑
3)的最大拉伸负荷有着明显的提高。这一结果也证明了长余辉荧光粉的有机修饰可增强荧光粉在聚乳酸基体中的相容性与分散性。
32.经kh570修饰的荧光粉与聚乳酸通过挤出机挤出的方式进行机械共混,在熔融状态下可能形成两相交错、互锁的共连续形态结构,且两组分之间存在一定的相界面亲和力,分散较为均匀,促进了组分间的相容性,从而提高复合材料的力学性能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

