用于电子设备外壳的耦接结构
1.本技术是国际申请日为2017年7月11日,国家申请号为201780020795.4,发明名称为“用于电子设备外壳的耦接结构”的发明专利申请的分案申请。
2.相关申请的交叉引用
3.本专利合作条约专利申请要求于2016年7月15日提交的并且名称为“coupling structures for electronic device housings”的美国非临时专利申请no.15/212,029的优先权,该专利申请的内容全文以引用方式并入本文。
技术领域
4.本公开的主题整体涉及用于电子设备外壳的耦接结构,并且更特别地涉及在电子设备外壳的部件或区段之间提供防水接头的偶接结构。
背景技术:
5.电子设备外壳通常包括耦接在一起以形成外壳的多个部件。例如,两个或更多个外壳部件可耦接在一起以形成外壳的外表面或外部表面并且形成容纳电子设备的部件的内部腔或容积。外壳还可包括定位在外壳部件之间的接头结构或其它中间部件。接头结构可与外壳部件一起形成外壳的外部表面的一部分。外壳和接头结构可由各种材料,诸如金属、塑料等形成。
技术实现要素:
6.用于电子设备的外壳包括限定第一界面表面的第一导电部件、限定面向第一界面表面的第二界面表面的第二导电部件以及第一界面表面与第二界面表面之间的接头结构。接头结构包括形成外壳的外部表面的一部分的模制元件,以及邻接模制元件并且在第一导电部件与第二导电部件之间形成防水密封的密封构件。
7.制造用于电子设备的外壳的方法包括将密封构件定位在第一部件与第二部件之间的间隙的第一部分中,从而在第一部件与第二部件之间形成防水密封,将连结材料引入间隙的第二部分中,以及固化连结材料以形成限定外壳的外部表面的一部分的模制元件。在一些实施方案中,将密封构件定位在间隙的第一部分中的操作发生在固化连结材料以形成模制元件的操作之后,并且将连结材料引入间隙的第二部分中的操作包括:使连结材料流入间隙的第一部分和第二部分中、固化连结材料以形成硬化的连结材料,以及从间隙的第一部分移除硬化的连结材料的至少一部分,从而形成模制元件。
8.用于电子设备的外壳包括:第一外壳部件,该第一外壳部件包含导电材料并且形成外壳的外部表面的第一部分;以及第二外壳部件,该第二外壳部件经由防水接头附接到第一外壳部件。第二外壳部件包括:非导电结构构件,该非导电结构构件耦接到第一外壳部件并且形成外壳的外部表面的第二部分;以及导电涂层,该导电涂层在结构构件的至少一部分上并且形成外壳的外部表面的第三部分。
9.制造用于电子设备的外壳的方法包括:将第一外壳部件耦接到第二外壳部件以形
成外壳,该外壳具有至少部分地由第一外壳部件的一部分和第二外壳部件的一部分限定的外部表面;以及从第一外壳部件移除导电涂层的一部分以暴露涂层下面的基本上非导电材料。
10.制造用于电子设备的外壳的方法包括从外壳坯件移除材料,该外壳坯件包括定位在第一导电部件与第二导电部件之间并且结合到第一导电部件和第二导电部件的非导电部件,以至少形成外壳的外部表面和适于接纳电子设备的部件的内部容积。在移除材料之后,非导电部件使第一导电部件与第二导电部件电隔离,并且非导电部件与第一导电部件的表面之间的界面是防水的。
附图说明
11.通过以下结合附图的详细描述,将容易理解本公开,其中类似的参考标号指代类似的结构元件,并且其中:
12.图1a示出示例电子设备。
13.图1b示出图1a的电子设备的外壳的分解图。
14.图2a示出示例电子设备。
15.图2b示出图2a的电子设备的外壳的分解图。
16.图3示出沿着图2a中的线a
‑
a观察的图2a的外壳的局部剖视图,其示出示例接头结构。
17.图4a
‑
图4c示出沿着图2a中的线a
‑
a观察的图2a的外壳的局部剖视图,其示出形成图3的接头结构的示例过程。
18.图5a
‑
图5d示出沿着图2a中的线a
‑
a观察的图2a的外壳的局部剖视图,其示出形成图3的接头结构的另一示例过程。
19.图6示出沿着图2a中的线a
‑
a观察的图2a的外壳的局部剖视图,其示出另一示例接头结构。
20.图7a
‑
图7c示出沿着图2a中的线a
‑
a观察的图2a的外壳的局部剖视图,其示出形成图6的接头结构的示例过程。
21.图8a
‑
图8d示出沿着图2a中的线a
‑
a观察的图2a的外壳的局部剖视图,其示出形成图6的接头结构的另一示例过程。
22.图9示出沿着图2a中的线a
‑
a观察的示例外壳的局部剖视图。
23.图10a
‑
图10d示出图9的外壳的局部剖视图,其示出形成图9的外壳的示例过程。
24.图11a
‑
图11c示出形成另一示例外壳的示例过程。
25.图12a
‑
图12c示出形成另一示例外壳的示例过程。
具体实施方式
26.现在将具体地参考在附图中示出的代表性实施方案。应当理解,以下描述不旨在将实施方案限制于一个优选实施方案。相反,其旨在涵盖可被包括在由所附权利要求限定的所述实施方案的实质和范围内的另选形式、修改形式和等同形式。
27.用于电子设备的外壳可包括多个不同的部件。例如,外壳可包括形成外壳的背部表面的第一部件和形成前部部分的第二部件(例如,用于支撑显示屏的支撑件或框架)。为
了连结第一部件和第二部件(和/或提供其它功能性),由聚合物或其它适当的材料形成的中间或连结结构可定位在部件之间。例如,粘性或可流动状态的聚合物材料可被引入外壳部件之间的间隙中,并且然后被固化以将外壳部件保持在一起。另选地,衬垫或其它结构可定位在间隙中,并且胶粘或以其它方式粘附到外壳部件。在一些情况下,外壳部件可为作为设备的电路的一部分的导电元件。在此类情况下,中间或连结结构可使电操作的外壳部件与其它外壳部件电隔离。例如,外壳部件可充当电子设备的无线通信电路的天线,并且中间或连结结构可使该部件与其它导电外壳部件电隔离,以有利于正常天线功能。
28.电子设备,诸如手持式电子设备和可佩戴电子设备,经常经受液体的影响,如果液体被允许进入设备外壳,则可损坏外壳内的敏感电部件。在外壳由多个不同的连结的部件形成的情况下,在部件之间提供防水的接头可为有利的。如本文所用,术语“防水”是指接头、密封、接缝或界面在预期或特定的条件下阻止水或其它液体穿过其的能力。例如,当接头、密封或界面在特定持续时间(例如,1小时)内在特定压力或水深(例如,10毫巴)下阻止水通过时,可认为该接头、密封或界面是防水的。也可使用其它压力和持续时间的组合,诸如在1m处浸没30分钟和/或经受指向设备的水射流。也可使用其它防水性或耐水性的量度、分类或标准,诸如国际标准化组织(iso)2281或6425标准、国际电工委员会(iec)ipx1
‑
ipx9k标准或水压额定值(例如,承受高达1
‑
20atm的水压的能力)。一般来讲,如果接头、密封、接缝或界面在电子设备的可预见使用或误用(例如,在游泳或淋浴时被穿戴,经受汗水、雨水或溢出,落入积水中等)下阻止水通过,则该接头、密封、接缝或界面可被认为是防水的。在接头、密封、接缝或界面在本文中被描述为防水的情况下,其可符合上述标准、量度或分类中的任何一个或多个。
29.如上所述,外壳可包括通过接头结构彼此连结的多个外壳部件。接头结构可提供各种功能。例如,接头结构可将外壳部件机械地保持在一起,同时也使外壳部件彼此电隔离。本文描述各种外壳,其中接头结构与外壳部件之间的接头或接缝是防水的。例如,为了形成防水外壳,接头结构可包括多个元件,诸如提供结构和/或装饰功能性并且形成外壳的外侧表面的一部分的外元件,以及提供防水密封的内元件。内元件可为例如衬垫、o形环、或压缩在外壳部件之间的其它弹性体或可变形材料。作为另一示例,内元件可为密封剂、粘合剂或被引入外壳部件之间并且任选地被固化以形成防水密封的其它材料。
30.外壳部件之间的防水密封也可通过组装外壳坯件并且加工外壳坯件以形成外壳来形成。例如,外壳坯件可包含用于外壳部件的材料和用于结合在一起的接头结构的材料,使得当机加工成外壳时,接头结构适当地定位在外壳部件之间。外壳坯件中各种材料之间的结合可为防水的,从而导致最终外壳中的外壳部件与接头结构之间的防水界面。本文论述了这些和其它外壳的细节以及形成它们的方法。
31.图1a示出示例电子设备100。电子设备100为智能电话,但是这仅仅是可与本文公开的思想结合使用的电子设备的一个代表性示例。其它示例电子设备包括但不限于可佩戴电子设备(诸如,图2a
‑
图2b中所示的智能手表)、平板电脑、膝上型计算机等。
32.电子设备100包括外壳104和附接到外壳104的盖体102,诸如玻璃、塑料或其它基本上透明的材料、部件或组件。盖体102可覆盖或以其它方式位于显示器和/或触敏表面(例如,触摸屏)上面。
33.如图所示,外壳104可为多件式外壳。例如,外壳104可由主体部分106和端部部分
108、110(图1b)形成。设备100还包括内部部件,诸如处理器、存储器、电路板、电池、传感器等。未示出的此类部件可设置在至少部分地由外壳104限定的内部容积内。
34.图1b示出设备100的分解图。外壳104包括主体部分106和端部部分108、110(本文中也被称为顶部部分108和底部部分110)。主体部分106和端部部分108、110可由任何合适的材料形成,诸如铝、钛、无定形金属、聚合物等。主体部分106和/或端部部分108、110中的任何一个可为电子设备100的电路的一部分。在此类情况下,这些部件可由导电材料形成或包含导电材料,并且可焊接或以其它方式电耦接到外壳104的内部容积内的电路。如本文所用,由导电材料形成的部件可被称为导电部件。
35.外壳104还包括位于主体部分106与顶部部分108和底部部分110之间的接头结构112。也被称为中间结构或部件的接头结构112将一个部件耦接和/或保持到另一个部件,并且可在其结合或邻近的部件之间形成防水密封。例如,如本文所述,接头结构112将端部部分108、110耦接到主体部分106。接头结构112可包括多个部分、区段、元件、层等。例如,如本文所述,接头结构112可包括将外壳部件机械地保持在一起的第一元件,以及在接头结构112与邻近的外壳部件之间形成防水密封的第二元件。
36.接头结构112可由任何合适的材料形成或包含任何合适的材料。例如,接头结构112或其部分可由聚合物形成,诸如尼龙、聚醚醚酮、聚砜、聚苯砜、聚芳醚酮、聚醚酰亚胺、聚醚砜或任何其它合适的材料。此外,接头结构112可用玻璃、碳或任何其它合适的材料的增强纤维来增强。接头结构112也可由陶瓷形成或包含陶瓷,诸如氧化锆、氧化铝或任何其它陶瓷材料。
37.接头结构112的外部表面可与其它外壳部件的外部表面形成连续表面。另选地,接头结构112的外部表面可从外壳104的邻近接头结构112的部分凹进或凸出。此外,接头结构112的外部表面可被配置为与外壳104的其它部分共混。例如,接头结构112可具有与外壳104的附近部分相同的颜色、可具有与外壳104的外部部分相同的表面光洁度/纹理等。如本文所述,接头结构112和外壳104的外部表面可共同修整。换句话说,接头结构112和外壳104可经受相同的修整过程(例如,研磨、机加工或抛光),以产生延伸穿过接头结构112和外壳104的邻近部分的连续表面,以及在接头结构112和外壳104上产生类似的表面光洁度和/或外观。
38.主体部分106和/或端部部分108、,110可为设备100的电路的一部分。例如,端部部分108、110中的一者或两者可为用于无线通信(例如,蜂窝、wi
‑
fi、蓝牙等)的天线或天线的一部分。在端部部分为天线或者为电路的其它部分的情况下,可需要或者期望将该端部部分与外壳104的其它部分(诸如,主体部分106)电和/或电容性地。因此,接头结构112可由电绝缘体形成或包括电绝缘体,以将外壳部件彼此电隔离和/或电容性隔离,同时还将它们耦接在一起以形成结构坚固并且防水的外壳104。在一些实施方案中,外壳部件的作用可相反,使得接头结构112被配置为充当天线或其它电路部件。在此类情况下,接头结构112可由导电材料形成或包含导电材料,并且外壳104的主体部分106和/或端部部分108、110可由非导电材料形成,或者可以其它方式与接头结构112电隔离。电子设备100还可或替代地包括定位在外壳内并且靠近接头结构112(或嵌入接头结构112)的天线。在此类情况下,接头结构112可由非导电材料形成,以有利于无线信号通过外壳104并且到达(和离开)内部天线。
39.图2a示出具有与电子设备100不同的外壳配置的示例电子设备200。如图2a所示,
电子设备200为智能手表,但是这仅仅是可使用本文所述的外壳的电子设备的一个示例。其它示例电子设备包括但不限于智能电话、平板电脑、膝上型计算机、其它可穿戴设备等。
40.电子设备200包括外壳204和附接到外壳204的盖体202,诸如玻璃、塑料或其它基本上透明的材料、部件或组件。盖体202可覆盖显示器和/或触敏表面(例如,触摸屏)。设备200还包括用于将设备200附接到用户(例如,附接到用户的手腕)的条带或带子205。
41.如图所示,外壳204可为多件式外壳。例如,外壳204可由下外壳部件206和上外壳部件210形成。设备200还包括内部部件,诸如处理器、存储器、电路板、电池、传感器等(未示出),其可设置在至少部分地由外壳204限定的内部容积内。
42.图2b示出设备200的分解图。外壳204包括下外壳部件206、接头结构208、上外壳部件210和盖体202。上外壳部件206和下外壳部件210可由任何合适的材料形成,诸如铝、钛、无定形金属、聚合物等。上外壳部件206和下外壳部件210中的一个或两个可为电子设备100的电路的一部分(例如,它们可充当无线通信电路的天线),并且因此可为由导电材料形成或包含导电材料的导电部件件。在外壳部件是电路的一部分的情况下,外壳部件可焊接或以其它方式电耦接到电路。类似于上面的论述,接头结构208可为电操作的,而不是外壳部件,在这种情况下,接头结构208可由导电材料形成或包含导电材料,并且外壳部件206、210可由非导电材料形成或包含非导电材料(或者它们可以其它方式与接头结构208电隔离)。此外,如上所述,非导电接头结构208可有利于无线信号通过外壳204到达定位在外壳204内或嵌入接头结构208中的天线。
43.返回图2b,外壳204包括上外壳部件206与下外壳部件210之间的接头结构208。类似于上述接头结构112,接头结构208将上外壳部件206耦接和/或保持到下外壳部件210。接头结构208为可用于电子设备200中的一个示例接头结构。更特别地,接头结构208为基本上框架状的部件,其沿着与盖体202基本上共面的平面连结上外壳部件206和下外壳部件210。然而,外壳204的其它实施方案或实现可具有不同配置和几何形状的外壳部件和接头结构,诸如沿着基本上垂直于盖体202的接头彼此分离的外壳部件。例如,外壳104(图1a
‑
图1b)包括具有基本上垂直于覆体102的区段的接头结构。在外壳204中可采用类似的结构。图12c示出具有另选的接头结构的另一外壳。实际上,本文所述的接头结构可用于任何外壳部件或部分之间,而不仅仅是图中所示的那些具体示例。
44.接头结构112(图1a
‑
图1b)和接头结构208(图2a
‑
图2b)以及外壳104和204的部件或部分在材料、功能、结构、制造方法等方面可类似。因此,对于给定电子设备的接头结构或外壳部件的任何论述同样适用于其它电子设备的接头结构或外壳部件。此外,虽然图3
‑
图12c示出电子设备200的示例接头结构,但是相同的几何形状、材料、电特性、功能和制造方法可应用于电子设备100或任何合适的电子设备的接头结构。
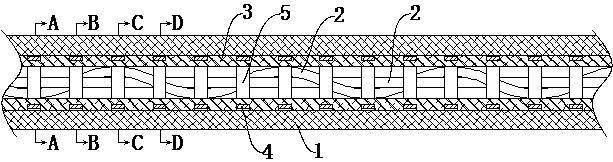
45.图3是沿着图2a的线a
‑
a观察的电子设备200的局部剖视图,示出可在外壳部件之间提供防水密封的接头结构的一个示例配置。为了清楚起见,设备200的其它部件诸如盖体202、电池、显示器等从图3(以及其它附图)中省略。
46.图3示出包括模制元件302和密封构件304的接头结构300。模制元件302和密封构件304定位在上外壳部件210的界面表面306与下外壳部件206的界面表面308之间。界面表面306、308彼此面对,并且可基本上平行。
47.上外壳部件210和/或下外壳部件206可由导电材料形成或包含导电材料,并且可
为电子设备200的电路的一部分。在此类情况下,包括模制元件302和密封构件304的接头结构300可由电绝缘体或非导电材料形成,使得密封构件304和模制元件302将下外壳部件206与上外壳部件210电隔离。
48.上外壳部件210和下外壳部件206可包括联锁特征部310,模制元件302与该联锁特征部310接合,以将上外壳部件210和下外壳部件206保持到模制元件302,从而彼此保持。如图3所示,联锁特征部310是梯形通道(类似于“燕尾形”通道),其具有阻止外壳部件210、206和模制元件302彼此分离的倾斜表面。作为图3所示的梯形通道的替代或者除了图3所示的梯形通道之外,还可使用其它联锁特征部。例如,外壳部件可包括通道、销、突出部、表面、纹理、凹部或接合模制元件302以将外壳部件210、206保持在一起的任何其它特征部或元件。
49.联锁特征部310可围绕外壳204的周边连续地延伸。另选地,外壳204可包括不围绕整个外壳204延伸的多个离散联锁特征部。外壳204还可在不同位置包括不同的联锁特征部(或者没有联锁特征部),诸如沿着外壳204一侧(如图3所示)的梯形通道和沿着外壳204另一侧(例如,外壳204的与图3所示一侧相对的一侧)的销。界面表面306、308也可具有不同的联锁特征部310。例如,界面表面306可包括梯形通道(如图3所示),并且界面表面308可包括不同的联锁特征部,诸如销、梯形突出部等。此外,外壳204沿着给定的模制元件/外壳部件界面可包括多个联锁特征部310。例如,两个梯形通道可形成在界面表面306、308中的一者或两者中。
50.在一些情况下,可省略联锁特征部310。例如,模制元件302可经由粘合剂或类似粘合剂的结合物固定到外壳部件210、206,诸如在以下的情况下:尽管没有宏观尺度联锁特征部,但模制元件302为包含粘合剂或者以其它方式与外壳部件210、206形成结合物的聚合物。也可或者替代地将单独的粘合剂施加到外壳部件210、206和/或模制元件302,以将模制元件302保持到外壳部件210、206。
51.模制元件302可形成外壳204的外部表面的一部分。在一些情况下,模制元件302可与上外壳部件210和下外壳部件206的邻近部分形成连续或基本上连续的表面。也就是说,上外壳部件210与下外壳部件206与模制元件302之间的接缝可缺少视觉上或触觉上可感知的间隙,并且通常可限定连续的几何形状(例如,在接缝处没有急剧或陡峭腔、通道、接缝、间隙等)。
52.如上所述,模制元件302可与上外壳部件210和下外壳部件206的邻近部分共同修整,这可包括研磨、抛光、机加工或其它操作。在一些情况下,模制元件302可形成为使得外表面相对于外壳部件的外部表面凹进,并且材料可从外壳部件移除以形成穿过外壳部件和模制元件302的齐平和/或连续表面。在此类情况下,用于修整外壳部件的工具可不接触(或者可仅仅是偶然接触)模制元件,因此减少工具损坏模制元件302的可能性。在材料从外壳部件移除之后,不太可能对模制元件302造成损坏的进一步磨光、抛光或其它修整操作仍可应用于模制元件302和/或外壳部件210、206。
53.在一些实施方案中,模制元件302可不在上外壳部件210与下外壳部件206之间形成防水密封。例如,模制元件302可通过将可流动聚合物材料引入(例如,注入)上外壳部件210与下外壳部件206之间的间隙中来形成。当聚合物固化时,其可收缩,从而有效地将模制元件302拉离与外壳部件210、206在至少一些界面部分中的紧密接触。这些区域可允许水、液体或其它污染物进入外壳204并且可能损坏电子设备200的内部部件。在模制元件302非
可靠地产生防水密封或提供二级或备用密封的情况下,外壳204可包括定位在模制元件302的内部侧上的密封构件304。密封构件304可被配置为紧密接触外壳部件的界面表面306、308,以在上外壳部件210与下外壳部件206之间形成防水密封。此外,如本文所论述的,模制元件302和密封构件304可彼此邻接,这可消除或减少接头结构300中和/或接头结构300与外壳部件210、206之间的空隙或间隙的出现。
54.密封构件304可由提供适当密封属性的弹性体材料形成或包含该弹性体材料,诸如橡胶、硅树脂等。密封构件304可类似于基本上围绕外壳204并且密封上外壳部件210和下外壳部件206的衬垫或o形环。
55.在一些情况下,密封构件304被压缩在外壳部件210、206之间,以便维持密封构件304与外壳部件210、206之间的紧密接触。也就是说,外壳部件210、206之间的距离可小于处于未压缩或“静止”状态的密封构件304的厚度。一旦被压缩在外壳部件之间,密封构件304将试图膨胀到其未压缩或静止的厚度,从而迫使其自身抵靠界面表面306、308。这种相互作用可形成或有助于防水密封。
56.通过由多个部件(例如,模制元件302和密封构件304)形成接头结构300,接头结构300的功能可在不同部件之间共享。这可允许对接头结构300进行较少的设计折衷妥协。例如,可期望接头结构300将外壳部件牢固地保持在一起、使外壳部件电隔离、形成防水密封、形成适当坚硬和耐用的表面、承受外壳的外部表面经受的化学和机械修整过程(例如研磨、抛光、阳极氧化),并且满足美学或装饰要求(例如能够被染色成期望的颜色或者具有吸引人的视觉外观)。在一些情况下,这些设计考虑可相互竞争,使得提高一个方面的性能(例如,密封)可降低另一方面的性能(例如,硬度和耐用性)。通过提供单独的密封元件,可能提供在几个方面比仅由单一材料或结构元件形成的接头结构更好的接头结构300。例如,模制元件302可由包括坚硬、耐用并且将外壳部件牢固地保持在一起的材料形成或包含该材料,而密封构件304可由形成防水密封的较软材料形成,但是该较软材料可能太软而不能用作外壳204的外部表面。
57.在一些情况下,模制元件302可与外壳部件210、206的邻近表面形成防水密封。在此类情况下,密封构件304可省略,或者可用作二级密封构件。形成防水密封的模制元件可由以下材料形成或包含以下材料:陶瓷、环氧树脂、金属陶瓷或复合材料(包括聚合物、陶瓷、环氧树脂、粘合剂等的组合)。
58.图4a
‑
图4c为沿着图2a中的a
‑
a观察的外壳204的局部剖视图,示出形成上述接头结构300的示例过程。在图4a中,密封构件304定位在上外壳部件210与下外壳部件206之间的间隙401中。如图所示,密封构件304放置在下外壳部件206的界面表面308上。在一些情况下,密封构件304可放置在上外壳部件210上,或者密封构件304的一部分可放置在外壳部件中的每个外壳部件上。密封构件304被示出为具有圆形横截面,但是可使用任何形状或尺寸的密封构件。
59.密封构件304可为任何合适的结构、部件或材料。例如,密封构件304可为预成形衬垫、o形环或定位在外壳部件206、210之间(或其一部分定位在外壳部件206、210之间)的其它部件。作为另一示例,密封构件304可通过使可变形材料在外壳部件206、210中的一个上流动或沉积来形成。沉积的可变形材料可被固化以形成弹性或可变形结构,或者可在不固化的情况下适用于密封。用于密封构件的适当的可变形材料可包含泡沫、橡胶、硅树脂、蜡、
聚氨酯、氯丁橡胶等。
60.在密封构件304或可变形材料被定位在间隙401中之后(或者在密封构件304或可变形材料以其它方式被放置在适当的位置,诸如在外壳部件的界面表面上之后),图4b中用箭头表示的力400可被施加至外壳部件206、210中的一者或两者。该力将密封构件304或可变形材料压缩在间隙401的靠近外壳204的内部容积的第一部分中,从而在密封构件304的表面与外壳部件206、210的界面表面306、308之间形成密封。如上所述,由密封构件304或可变形材料形成的密封可为防水密封。如图4a
‑
图4b所示,密封构件304或可变形材料响应于被压缩而改变形状,但是附图中所示的特定形状以及尺寸、形状和纵横比的变化是用于表示,并且可不对应于实际实现。
61.力400可通过在密封构件304被正确定位之后,将上外壳部件210和下外壳部件206放置在夹具、模具、夹钳或其它固定装置中来产生。固定装置可将外壳部件210、206保持在间隔开的取向,使得间隙401形成,并且使得密封构件304被压缩在外壳部件之间。垫片、间隔部或其它部件(未示出)也可定位在间隙401中或者以其它方式位于上外壳部件210与下外壳部件206之间,以在进一步加工期间建立和维持间隙尺寸。例如,垫片、间隔部或其它部件可在密封构件304被压缩在间隙401中之前定位在间隙401中,并且可与夹具、模具、夹钳或其它固定装置协作来限定和维持间隙401的尺寸。垫片可具有任何合适的尺寸或形状,诸如沿着整个间隙延伸(但是不必填充整个间隙)的连续垫片,或仅仅沿着间隙的一部分延伸的较小垫片。此外,可使用多个垫片,诸如用于外壳204的每个线性部分的一个垫片,或用于外壳204的每个拐角的一个垫片,或者在圆形外壳的情况下,围绕外壳间隔120度的三个垫片。还设想其它垫片和垫片布置。
62.夹具、模具、夹钳或其它固定装置还可限定基本上覆盖和/或封闭间隙401的外侧开口的模具表面,并且限定模制元件302的外部表面的形状。因此,当连结材料被引入间隙401时,连结材料可抵靠模具表面流动,从而形成具有对应于模具表面的外部表面的模制元件302。更特别地,模具表面可限定这样的轮廓或形状,该轮廓或形状将导致模制元件302具有与外壳的邻近部分连续的外表面。
63.在密封构件304被压缩之后,连结材料可被注入、流入或以其它方式引入间隙401的第二部分(该第二部分靠近外壳的外部表面或通常在密封构件304的外侧),以形成模制元件302(如图4b中箭头402所示)。如图4c所示,连结材料可流入、围绕和/或抵靠联锁特征部310,以在材料中形成互补形状和/或结构。类似地,连结材料可抵靠并且邻接密封构件304流动,从而形成与密封构件304互补的形状。连结材料可粘附或以其它方式结合到密封构件304。连结材料与密封构件304之间的紧密接触可减少或消除接头结构300中的空隙(并且特别是模制元件302与密封构件304之间的空隙),从而在外壳部件210、206之间产生更牢固或防水的密封。实际上,此类空隙或间隙可导致液体经由毛细管作用被吸入空隙,这可增加液体进入外壳204的可能性或者增加对外壳204和/或接头结构300的其它损坏的可能性。
64.连结材料也可抵靠模具表面流动以限定模制元件302的外部表面,该外部表面也是外壳204的外部表面。然后,连结材料被固化,从而使连结材料凝固或硬化并且形成模制元件302。在垫片或间隔部用于维持间隙401的尺寸的情况下,可在连结材料固化后将垫片或间隔件移除,因为固化材料将外壳部件保持在一起并且维持间隙401的尺寸。
65.因为连结材料在密封构件304被压缩在外壳部件之间的同时被引入间隙401并且
被固化,所以在移除力之后,密封构件304可保持在压缩状态。也就是说,一旦连结材料被引入间隙中并且固化以形成模制元件302,就维持间隙401的尺寸,使得残余压缩力维持在密封构件304上,从而在密封构件304与外壳部件之间提供正接触。
66.在模制元件302至少部分固化之后,外壳204可经受进一步修整或加工步骤。例如,外壳204可经阳极氧化、化学处理、镀覆、清洗等。作为另一示例,外壳204可经受机加工、研磨或抛光。此类修整和加工步骤可应用于外壳部件210、206(其可为金属)以及模制元件302(其可为聚合物)。特别地,研磨、机加工或抛光步骤可包括用合适的工具横跨外壳204的外部表面,包括沿着上外壳部件210、模制元件302和下外壳部件206以连续路径横跨。因此,模制元件302可由可经受与外壳部件相同的修整或加工步骤的材料形成。例如,如果外壳部件206、210待被研磨和抛光以便获得期望的表面光洁度,则模制元件302可由这样的材料形成,当经受与外壳部件206、210相同的研磨和抛光操作时,该材料产生期望的表面光洁度(例如,该材料不碎裂、开裂或熔化,并且产生平滑或其它期望的表面)。
67.图5a
‑
图5d为沿着图2a中的线a
‑
a观察的外壳204的局部剖视图,示出形成上述接头结构300的另一示例过程。图5a
‑
图5d中所示的过程类似于关于图4a
‑
图4c中所示的过程描述的过程,但是图5a
‑
5d示出以下过程:上外壳部件210和下外壳部件206通过连结构件彼此固定,以限定和/或基本上维持间隙的尺寸,直至模制元件302(和/或密封构件304)形成并且固化。
68.图5a示出上外壳部件210经由连结构件500固定到下外壳部件206。如图所示,连结构件500以及上外壳部件210和下外壳部件206是单个整体式部件。在其它实施方案(未示出)中,连结构件可为结合到或以其它方式附接到上外壳部分210和下外壳部分206的单独的材料片。连结构件500可围绕外壳204的内部容积的整个内周边连续延伸(例如,完全封封闭间隙401的内开口)。另选地,连结构件500可为不围绕整个外壳204延伸的材料区段。在一些情况下,多个连结构件500可围绕外壳204的内部容积的周边分布在不同位置处。
69.如图5b所示,当连结构件500维持间隙的尺寸时,密封构件304可被引入或压入间隙401中。为了清楚起见,在图5a中仅示出密封构件304的一部分。例如,密封构件304可为o形环或以其它方式形成连续套环,并且为了清楚起见,省略在图5a的背景中可见的套环的区段。然而,在一些情况下,密封构件304可不形成连续套环。例如,多个离散的密封构件304可沿着上外壳部件210与下外壳部件206之间的界面定位。
70.在其松弛或未压缩状态下,密封构件304(或其它可变形材料)可高于间隙401。因此,当被压入或被迫进入间隙401时,密封构件304被压缩在上外壳部件210与下外壳部件206之间,从而在密封构件304与外壳部件210、206的界面表面306、308之间形成防水密封。如上所述,密封构件304可为o形环、衬垫或可配合到间隙401中的其它材料片(例如,可变形材料)。在间隙401围绕外壳204的周边延伸的情况下,密封构件304可为连续的弹性体衬垫,该连续的弹性体衬垫被拉伸以围绕外边缘配合,并且然后返回到静止尺寸以将其自身拉入间隙401中。
71.代替将较大密封构件304压缩到较小间隙401中,密封构件304可由膨胀材料形成或包含膨胀材料,诸如聚合物材料,该膨胀材料可被引入间隙401并且然后膨胀以与界面表面306、308形成防水密封。例如,推进剂诸如加压气体或分解形成气体的化学品可与可膨胀聚合物材料混合或以其它方式掺入其中。一旦材料被引入间隙401中,推进剂就可导致材料
膨胀并且迫使材料抵靠界面表面306、308。
72.在密封构件304被引入间隙401之后,外壳204可被引入模具或具有覆盖间隙401的开口的模具表面的其它装置中。材料(例如,连结材料)然后流入、注入或以其它方式引入间隙401中(如图5b中箭头502所示)。连结材料可流入、围绕和/或抵靠联锁特征部310以在材料中形成互补结构,并且还可抵靠模具表面流动以限定模制元件302的外部表面。上面描述了模制元件302的其它方面以及形成模制元件302的过程,并且同样适用于关于图5a
‑
图5d描述的过程。例如,模制元件302可接触和/或邻接密封构件304,并且形成抵靠密封构件304的互补表面。
73.在形成模制元件302的材料固化并且模制元件302已将上外壳部件210和下外壳部件206保持在一起之后,可移除连结构件500。例如,机加工或切割操作(例如,激光、等离子或水射流切割)可沿着图5c中的线504切割以移除连结构件500。因为密封构件304和模制元件302为电绝缘体,所以移除连结构件500将使上外壳部件210和下外壳部件206电解耦。图5d示出在移除连结构件500之后的外壳204。
74.在一些情况下,可有用的是将一个外壳部件电耦接到另一个外壳部件。例如,天线设计可要求外壳部件在某些位置(任选地,其间具有接头结构300)处物理上彼此分离,并且在其它位置处电耦接。在外壳部件待在某些位置电耦接的外壳中,连结构件500(或其它连结构件)可不被移除,从而在外壳部件之间提供期望的电连接。
75.图6示出包括第一模制元件602和作为第二模制元件的密封构件604的接头结构600。接头结构600可为接头结构300的另选方案,但是可以其它方式执行与接头结构300相同或类似的功能,包括将外壳部件机械地保持在一起、使外壳部件电隔离以及在外壳部件之间形成防水密封。
76.第一模制元件602类似于上述模制元件302。例如,第一模制元件602可由相同的材料和使用相同的技术形成(例如,使聚合物材料注入或流入间隙401中并且抵靠限定模制元件602的外部边缘的模具表面)。第一模制元件602也可具有与模制元件302相同或类似的结构并且执行与模制元件302相同或类似的功能。例如,第一模制元件602可接合上外壳部件210和下外壳部件206的联锁特征部。
77.第二模制元件604可执行与密封构件304相同或类似的功能。例如,第二模制元件604可在上外壳部件210与下外壳部件206之间形成防水密封。代替压缩预成形密封构件或材料(例如,以使材料变形并且依靠密封构件的残余力来形成防水密封),第二模制元件604可以类似于模制元件302的方式模制在适当的位置。
78.图7a
‑
图7c为沿着图2a中的线a
‑
a观察的外壳204的局部剖视图,示出形成上述接头结构600的示例过程。图7a
‑
图7c所示的过程的各方面可类似于或相同于图4a
‑
图4c和图5a
‑
图5d所示的过程。为了清楚起见,这些细节可从图7a
‑
图7c的论述中省略,但是应该理解,它们同样适用于该过程。
79.在图7a中,间隔部700定位在上外壳部件210与下外壳部件206之间,以间隔开的配置支撑外壳部件。例如,间隔部700可定位在间隙401的靠近外壳204的内部容积的一部分中。因此,间隔部700可支撑外壳部件以限定间隙401的尺寸,并且还占据间隙401的稍后将被第二模制元件604填充的部分。
80.在间隔部700定位在间隙401中之后,第一模制元件602形成在间隙401的靠近外壳
204的外部表面的部分中。例如,第一材料(例如,连结材料)可流入、注入或以其它方式引入间隙401中(如图7a的箭头702所示)。第一材料可流入、围绕和/或抵靠联锁特征部310以在第一材料中形成互补形状和/或结构,并且还可抵靠模具表面流动以限定第一模制元件602的外部表面。模制元件302的各方面以及形成模制元件302的过程如上关于模制元件302进行了描述,并且同样适用于第一模制元件602和形成第一模制元件602的过程。
81.在第一模制元件602至少部分固化之后,可从间隙401移除间隔部700以暴露间隙401的靠近外壳204的内部容积的部分(例如,间隙401的内部部分)。然后第二材料流入、注入或以其它方式引入间隙的内部部分(如图7b中箭头704所示),并且随后固化,从而形成第二模制元件604。第二材料抵靠第一模制元件602的内表面流动,并且其一侧以第一模制元件602的内表面为界。一旦固化,第二材料可在上外壳部件210与下外壳部件206之间形成防水密封。
82.类似于图3
‑
图5d所示的模制元件302和密封构件304,第一模制元件602和第二模制元件604可在间隙401中彼此邻接。特别地,当第二材料被引入间隙的内部部分时(图7b),材料抵靠第一模制元件602的表面流动并且适形于第一模制元件602的表面。因此,第二模制元件604形成邻接第一模制元件604的互补表面,从而减少或消除接头结构600中的空隙、腔或间隙。
83.第一模制元件602和第二模制元件604可被设计为向外壳204提供不同的功能,因此可由不同的材料形成。例如,第一模制元件602可被配置为将上外壳部件210和下外壳部件206刚性地保持在一起,同时足够坚硬和耐用以充当设备的外部表面。另一方面,第二模制元件604可被配置为在外壳部件之间形成防水密封,并且其结构刚性和冲击韧性可较不重要。在一些情况下,第一材料基本上不结合到外壳部件210、206的界面表面,并且因此可允许液体或其它污染物在第一模制元件602与界面表面之间穿过。在此类情况下,第二模制元件604(例如,密封构件)可由环氧树脂、胶粘剂、粘合剂或与界面表面形成防水结合的其它材料形成。
84.图8a
‑
图8d为沿着图2a中的线a
‑
a观察的外壳204的局部剖视图,示出形成上述接头结构600的另一示例过程。尽管图7a
‑
图7c中所示的过程使用间隔部700来占据间隙401中最终被密封构件604占据的部分,但是图8a
‑
图8d中所示的过程包括用第一模制元件602的材料填充间隙401的该部分,并且然后移除一些材料以形成用于密封构件604的空间。
85.例如,如图8a所示,上外壳部件210和下外壳部件206可相对于彼此定位以限定间隙401。如上所述,这可包括将外壳部件210、206放置在模具、夹具或其它固定装置中。另选地或除此之外,上外壳部件210和下外壳部件206可通过连结构件,诸如连结构件500(图5a)连结。然后,第一材料(例如,连结材料)可流入、注入或以其它方式引入间隙401中(如箭头800所示),这可包括使第一材料抵靠联锁特征部310流动,如上所述。第一材料可基本上填充间隙401,或者可以其它方式占据比第一模制元件602的最终尺寸所需或期望的更多部分的间隙401。然后使第一材料固化或硬化。
86.一旦第一材料至少部分固化或硬化,将硬化的材料的至少一部分从间隙401的内部部分移除,从而形成第一模制元件602的最终内部尺寸和/或形状。可通过任何合适的方法移除第一材料。例如,如图8b所示,切割或研磨工具802可用于移除第一材料靠近外壳204的内部容积的部分,从而在间隙401中形成用于待定位或待形成的第二模制元件604或其它
密封构件的空间。代替研磨或机加工或者除研磨或机加工之外,可使用包括化学蚀刻、激光切割、水切割等的其它技术。
87.在第一材料从间隙401的内部部分移除之后,第二材料(例如,密封材料)流入、注入或以其它方式引入间隙的现在空的内部部分(如图8c中箭头804所示),并且随后固化。第二材料抵靠第一模制元件602的内表面流动,并且其一侧以第一模制元件602的内表面为界。一旦固化,第二材料可在上外壳部件210与下外壳部件206之间形成防水密封。
88.虽然在图6
‑
图8d中未示出,但是外壳部件210、206可包括接合第二模制元件604的附加联锁特征部。此类联锁特征部可与上述联锁特征部310相同或类似。此外,此类联锁特征部可成形为或以其它方式配置为有助于阻止水或其它液体进入外壳204的内部容积。例如,联锁特征部可包括沟槽、脊、齿条、锯齿通道等。
89.图9为可用于电子设备100或200的外壳900的局部剖视图。外壳900可类似于上述外壳204,并且可提供类似的功能性。例如,外壳900的一个或多个部件可为电子设备的电路的一部分。更特别地,外壳900的一个或多个部件可为天线或形成无线通信电路的天线的一部分。图9
‑
图10d中的剖视图可对应于外壳900沿着类似于图2a中的线a
‑
a的线的视图。
90.外壳900包括上外壳部件902和下外壳部件904。下外壳部件904可与下外壳部件206(图2a
‑
图8d所示)基本上相同。上外壳部件902可具有与上外壳部件210和接头结构208(图2a)相同或类似的外侧外观,但是可具有不同的机械结构。特别地,代替如前述示例中所述的单独的外壳部件和接头结构,上外壳部件902包括结构构件906和结构构件906的至少一部分上的涂层908。结构构件906可为聚合物或其它非导电材料,并且涂层908可为金属或导电材料。
91.上外壳部件902可被配置为支撑盖体,诸如盖体202(图2),并且在上外壳部件902与盖体202之间形成防水密封。例如,上外壳部件902可限定支撑盖体202(或另一部件)的表面910。表面910可为涂层908的一部分(如图9所示),或者其可为结构构件906的一部分。例如,可省略涂层908限定图9中的表面910的部分,并且可代替地暴露结构构件906。
92.当盖体耦接到表面910时,可在盖体与表面910之间形成防水密封。例如,衬垫、粘合剂或其它密封材料可将盖体附接到表面910,并且密封盖体与表面910之间的界面。
93.如图9所示,结构构件906的一部分形成外壳900的外部表面的一部分,涂层908也是如此。在一些情况下,涂层908、结构构件906和下外壳部件904中的每一者的一部分形成基本上连续的表面。例如,结构构件906与涂层908之间以及结构构件906与下外壳部件904之间的接缝可缺少间隙、凹槽或其它表面不连续性或不规则性,使得外壳900的外部表面是连续的和/或平滑的表面。
94.在一些情况下,下外壳部件904和涂层908两者都可由导电材料形成或包含导电材料,诸如金属、铝、不锈钢等。结构构件906可由非导电材料形成,诸如聚合物、陶瓷等。结构构件906的非导电材料使导电涂层908与导电下外壳部件904电隔离。这可允许涂层908和/或下外壳部件904用于电子设备的电路中,如上所述。例如,通过使导电涂层908与导电下外壳部件904电隔离,导电涂层908能够用作无线通信或无线电电路的天线。此外,因为涂层908与下外壳部件904电隔离,所以可更容易优化用作天线的涂层908的尺寸、形状、材料或其它属性,而不必考虑外壳的剩余部分对天线性能的电影响。
95.结构构件906可使用粘合剂或其它结合剂耦接到下外壳部件904,该粘合剂或其它
结合剂在结构构件906和下外壳部件904之间形成防水密封。例如,环氧树脂、氰基丙烯酸酯、热敏粘合剂(has)、压敏粘合剂(psa)等可用于形成防水密封。
96.图10a
‑
图10d是外壳900(或其部分)的局部剖视图,示出形成外壳900的示例过程。图10a示出结构构件906。结构构件906可通过模制(例如,注塑模制)聚合物材料(诸如,是电绝缘体的聚合物)来形成。
97.如图10b所示,然后结构构件906的至少一部分可涂覆有导电材料1000。导电材料1000可涂覆在结构构件906的最终形成外壳900和/或使用外壳900的电设备的外部表面的部分上。在一些情况下,导电材料1000可具有或可包含与下外壳部件904相同的材料。例如,导电材料1000和下外壳部件904两者都可具有或包含铝、不锈钢、铜等。在一些情况下,导电材料1000和下外壳部件904是具有类似视觉和/或触觉属性(例如,表面光洁度、颜色和纹理)的不同材料。在其它情况下,导电材料1000在这些或其它方面不同于下外壳部件904的材料。
98.导电材料1000可以任何合适的方式涂覆、沉积或以其它方式施加到结构构件906上。例如,导电材料1000可通过化学气相沉积、物理气相沉积、印刷(例如,用金属油墨喷墨印刷)、镀覆(例如,电镀、无电镀)、激光直接结构化等施加到结构构件906。在使用激光直接结构化的情况下,结构构件906可由掺杂有金属
‑
塑料添加剂的材料形成。然后,激光束被引导到结构构件906的待形成导电层908的部分上,从而在结构构件906上形成金属或金属化表面。金属或金属化表面然后可使用镀覆技术诸如电镀或无电镀进一步金属化,以将导电层908构建到期望的厚度。
99.上外壳部件902可耦接到下外壳部件904。例如,粘合剂或结合剂可被施加至上外壳部件902和下外壳部件904中的一者或两者上,并且外壳部件可彼此接触。粘合剂或结合剂可被选择成使得上外壳部件902与下外壳部件904之间的接头是防水的。示例粘合剂包括环氧树脂、氰基丙烯酸酯、热敏粘合剂(has)、压敏粘合剂(psa)等,可用于形成防水密封。为了将下外壳部件904牢固地结合到结构构件906,可在施加粘合剂之后,诸如用夹钳、真空袋或其它装置向结构构件906和/或下外壳部件904施加力。上外壳部件902和下外壳部件904可在导电层908形成在结构构件906上之前或之后耦接在一起。
100.形成在结构构件906上的导电材料1000的涂层可比导电层908的期望的最终厚度厚。在此类情况下,一些导电材料1000可通过进一步的加工或修整操作被移除,以获得期望的厚度。例如,如图10c所示,工具1002可用于研磨或以其它方式移除过量的导电材料。机加工操作可在一定位置中移除所有导电材料1000以暴露下面的结构构件906。例如,结构构件906可限定突出特征部1004,当导电材料1000从结构构件906移除时,该突出特征部1004与下外壳部件904和导电层908的邻近部分齐平。当修整操作完成时,突出特征部1004在视觉上可表现为位于上金属部分与下金属部分之间的接头结构,尽管上金属部分是结构构件906上的涂层,如图10d所示。
101.工具1002可用于共同修整下外壳部件904和上外壳部件902。特别地,可沿着下外壳部件904、导电涂层908和结构构件906的至少一部分使用相同的机加工操作,以在限定外壳900的外部表面的各种不同部件和材料上产生基本上均匀的纹理和/或外观。如图10c所示,共同修整操作可包括沿着路径1006移动旋转的机加工工具1002(如箭头1008所示),这将使工具与下外壳部件904、导电涂层908和结构构件906接触。
102.图11a
‑
图11c示出用于形成外壳的过程,该外壳包括通过接头结构彼此电隔离的导电外壳部件。特别地,该过程包括形成外壳坯件,该外壳坯件包括待以预组装配置形成外壳的材料。更特别地,参照图11a
‑
图11b,外壳坯件可通过将第一导电部件1100、非导电部件1102和第二导电部件1104结合在一起以形成外壳坯件1106来形成。第一导电部件1100和第二导电部件1104可由任何合适的导电材料形成或包含任何合适的导电材料,诸如铝、钢等。可最终使外壳1108(图11c)的部分彼此电隔离的非导电部件1102可由任何合适的非导电材料形成或包含任何合适的非导电材料,诸如尼龙、聚醚醚酮、聚砜、聚苯砜、聚芳醚酮、聚醚酰亚胺、聚醚砜或任何其它合适的材料。
103.第一导电部件1100和第二导电部件1104可以任何合适的方式结合到非导电部件1102。例如,可将粘合剂或其它结合剂施加至然后被层压以形成外壳坯件1106的部件。为了牢固地结合导电部件和非导电部件,可在施加粘合剂之后,诸如用夹钳、真空袋或其它装置向部件施加力。另选地,第一导电部件1100和第二导电部件1104可保持在间隔开的配置中,并且材料可流入、注入或以其它方式引入导电部件1100、1104之间。然后可固化该材料以形成非导电部件1102并且将该材料结合到导电部件1100、1104。用于将第一导电部件1100和第二导电部件1104结合到非导电部件1102的其它潜在技术包括扩散结合、超声焊接、扭转焊接、线性超声焊接、嵌入模制和摩擦焊接。
104.导电部件1100、1104与非导电部件1102之间的结合可为防水的。因此,一旦外壳1108(图11c)由外壳坯件1106形成,外壳1108本身可至少沿着导电部件1100、1104与非导电部件1102之间的接缝或界面防水。
105.在形成外壳坯件1106之后,从外壳坯件1106移除材料以形成外壳1108(图11c),该外壳1108具有外部表面和接纳电子部件诸如电池、处理器等的内部容积。移除材料可包括用工具1107对外壳坯件1106进行机加工,或者任何其它合适的过程或操作诸如激光烧蚀、等离子切割、研磨等。例如,如图11b所示,工具1107诸如立铣刀可如箭头1110所示旋转,并且沿着路径1112移动,以至少部分地限定内容积。也可使用其它机加工或材料移除操作来形成外壳1108的其它方面,诸如内部容积的倾斜内部拐角和圆形外部表面。
106.外壳坯件1106被配置为使得在材料被移除以形成外壳1108之后,非导电部件1102的剩余部分使第一导电部件1100和第二导电部件1104的剩余部分彼此电隔离。例如,导电部件1100、1104的电隔离可用于其中导电部件1100、1104在机加工操作之后剩余的部分充当天线或电路的其它部件,如上所述。此外,类似于上述外壳,第一导电部件1100和第二导电部件1104的至少一部分以及非导电部件1102的至少一部分可在外壳坯件1106被机加工以形成外壳1108之后限定外壳1108的外部表面。
107.图11a
‑
图11c示出一个示例外壳坯件1106和可由外壳坯件1106形成的外壳1108。在期望外壳的其它几何形状的情况下,诸如外壳部件和接头结构的不同布置,可使用具有不同结构的外壳坯件。例如,图12a
‑
图12c示出用于形成外壳的过程,该过程类似于关于图11a
‑
图11c所述的过程,不同的是外壳坯件1208(图12b)和由其产生的外壳1210(图12c)具有不同的结构。特别地,如图12c所示,外壳1210包括导电外壳部件1212。每个导电外壳部件通过接头结构1214与其它导电外壳部件电隔离,并且可用作天线或电路的其它部件。为了形成外壳1210,其中导电部件具有期望的形状、尺寸和位置,外壳坯件1208被配置为具有对应的结构。
108.参照图12a,外壳坯件1208可通过将导电部件1200、1202和1206结合到非导电部件1204来形成。非导电部件可具有在导电部件1200、1202、1206之间延伸的突出部、梁、臂或其它特征部,以确保这些部件之间的电隔离。如图所示,梁1216从非导电部件1204的基部伸出,并且每个梁都定位在两个导电部件之间。这些特征部可导致接头结构定位在最终外壳1210中的外壳部件之间的期望位置。
109.如图12b所示,外壳坯件1208可被机加工或以其它方式移除材料(例如,利用工具1211或任何其它合适的材料移除操作),以形成外壳1208的内部容积和外部表面,如图12c所示。例如,如图12b所示,工具1211诸如立铣刀可如箭头1218所示旋转,并且沿着路径1220移动,以至少部分地限定内容积。也可使用其它机加工或材料移除操作来形成外壳1210的其它方面,诸如内部容积的倾斜内部拐角和圆形外部表面。
110.本文描述的模制元件可通过将材料模制(包括例如注入)到位于外壳部件之间的间隙中来形成。然而,模制元件或其部分也可以其它方式形成,并且不必限于任何特定制造或形成过程。例如,一个或多个模制元件可与其它外壳部件单独形成(使用任何合适的过程,诸如挤压、机加工等),并且在模制元件形成之后定位在间隙中。
111.在上述描述中,为了解释的目的,所使用的特定命名提供对所述实施方案的彻底理解。然而,对于本领域的技术人员而言将显而易见的是,实践所述实施方案不需要这些具体细节。因此,出于举例说明和描述的目的,呈现了对本文所述的具体实施方案的前述描述。它们并非旨在是穷举性的或将实施方案限制到所公开的精确形式。对于本领域的普通技术人员而言将显而易见的是,根据上述教导内容,许多修改和变型是可能的。例如,尽管已经参考按照特定次序执行的特定操作描述和示出了本文公开的方法或过程,但是可在不脱离本公开的指教的情况下,将这些操作组合、细分,或者重新排序来形成等同方法或过程。此外,本文相对于一个实施方案描述的结构、特征、部件、材料、步骤、过程等可从该实施方案中省略或者并入其它实施方案中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。