一种刺绣夹丝玻璃生产工艺
【技术领域】
1.本发明涉及刺绣制品的技术领域,特别是夹丝玻璃的技术领域。
背景技术:
2.夹丝玻璃是一种具有装饰效果的玻璃,其内部具有纱。现有的夹丝玻璃内部的纱其图案较为简单,装饰效果不够理想。现在市面上没有用刺绣纱生产的夹丝玻璃。
技术实现要素:
3.本发明的目的就是解决现有技术中的问题,提出一种刺绣夹丝玻璃生产工艺,能够使制得的刺绣纱夹丝玻璃具有很好的装饰效果,且刺绣纱平整无纬斜。
4.为实现上述目的,本发明提出了一种刺绣夹丝玻璃生产工艺,刺绣夹丝玻璃由第一玻璃板、刺绣纱、eva胶片、第二玻璃板组成,所述第一玻璃板、刺绣纱、eva胶片、第二玻璃板均水平设置,第一玻璃板上覆盖有刺绣纱,刺绣纱上覆盖有eva胶片,eva胶片上覆盖有第二玻璃板,刺绣夹丝玻璃的生产过程包括以下步骤:
5.s1、将第一玻璃板、刺绣纱、eva胶片、第二玻璃板自下向上依次叠放在真空热压机上,刺绣纱的四周超出第一玻璃板;
6.s2、将刺绣纱拉直至平整无纬斜;
7.s3、真空热压机进行抽真空并维持住负压,真空热压机在负压状态下对刺绣夹丝玻璃进行热压,热压过程中先升温至48℃
‑
52℃并保温10min
‑
30min,再升温至58℃
‑
62℃并保温10min
‑
30min,再升温至68℃
‑
72℃并保温10min
‑
30min,再升温至80℃
‑
90℃并保温15min
‑
35min,最后升温至100℃
‑
120℃并保温50min
‑
80min;
8.s4、将热压完成后的刺绣夹丝玻璃在常温常压非受压状态下自然冷却;
9.s5、将暴露在刺绣夹丝玻璃外部的刺绣纱去除;
10.s6、对刺绣夹丝玻璃进行检查,检查合格的包装入库。
11.作为优选,所述第一玻璃板和第二玻璃板为尺寸相同的玻璃板,第二玻璃板位于第一玻璃板的正上方,第一玻璃板和第二玻璃板的厚度均为5mm。
12.作为优选,所述步骤s1中刺绣纱四周超出第一玻璃板0.5cm
‑
2cm。
13.作为优选,所述步骤s3中负压维持在
‑
90kpa
‑‑
98kpa。
14.作为优选,所述步骤s3中热压过程中先用时8min升温至50℃并保温20min,再用时8min升温至60℃并保温20min,再用时8min升温至70℃并保温20min,再用时5min升温至85℃并保温25min,最后用时5min升温至110℃并保温65min。
15.作为优选,所述步骤s6中对刺绣夹丝玻璃的检查项目包含有是否有气泡、是否破损、刺绣纱是否平整无纬斜。
16.本发明的有益效果:本发明生产的刺绣夹丝玻璃刺绣纱平整无纬斜,刺绣纱夹丝玻璃内无气泡,具有很好的装饰效果,且结合牢固,不易解体;最开始时刺绣纱的四周超出第一玻璃板,使得刺绣夹丝玻璃在生产过程中易于将刺绣纱拉平。
17.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
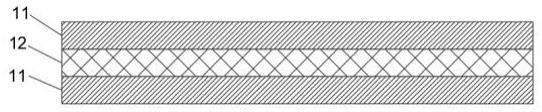
18.图1是本发明一种刺绣夹丝玻璃生产工艺的刺绣夹丝玻璃主视图。
19.图中:1
‑
第一玻璃板、2
‑
刺绣纱、3
‑
eva胶片、4
‑
第二玻璃板。
【具体实施方式】
20.参阅图1,本发明一种刺绣夹丝玻璃生产工艺,刺绣夹丝玻璃由第一玻璃板1、刺绣纱2、eva胶片3、第二玻璃板4组成,所述第一玻璃板1、刺绣纱2、eva胶片3、第二玻璃板4均水平设置,第一玻璃板1上覆盖有刺绣纱2,刺绣纱2上覆盖有eva胶片3,eva胶片3上覆盖有第二玻璃板4,刺绣夹丝玻璃的生产过程包括以下步骤:
21.s1、将第一玻璃板1、刺绣纱2、eva胶片3、第二玻璃板4自下向上依次叠放在真空热压机上,刺绣纱2的四周超出第一玻璃板1;
22.s2、将刺绣纱2拉直至平整无纬斜;
23.s3、真空热压机进行抽真空并维持住负压,真空热压机在负压状态下对刺绣夹丝玻璃进行热压,热压过程中先升温至48℃
‑
52℃并保温10min
‑
30min,再升温至58℃
‑
62℃并保温10min
‑
30min,再升温至68℃
‑
72℃并保温10min
‑
30min,再升温至80℃
‑
90℃并保温15min
‑
35min,最后升温至100℃
‑
120℃并保温50min
‑
80min;
24.s4、将热压完成后的刺绣夹丝玻璃在常温常压非受压状态下自然冷却;
25.s5、将暴露在刺绣夹丝玻璃外部的刺绣纱2去除;
26.s6、对刺绣夹丝玻璃进行检查,检查合格的包装入库。
27.所述第一玻璃板1和第二玻璃板4为尺寸相同的玻璃板,第二玻璃板4位于第一玻璃板1的正上方,第一玻璃板1和第二玻璃板4的厚度均为5mm,所述步骤s1中刺绣纱2四周超出第一玻璃板10.5cm
‑
2cm,所述步骤s3中负压维持在
‑
90kpa
‑‑
98kpa,所述步骤s6中对刺绣夹丝玻璃的检查项目包含有是否有气泡、是否破损、刺绣纱2是否平整无纬斜。
28.优选的,所述步骤s3中热压过程中先用时8min升温至50℃并保温20min,再用时8min升温至60℃并保温20min,再用时8min升温至70℃并保温20min,再用时5min升温至85℃并保温25min,最后用时5min升温至110℃并保温65min。
29.本发明工作过程:
30.本发明一种刺绣夹丝玻璃生产工艺在工作过程中,刺绣夹丝玻璃刺绣纱2平整无纬斜,刺绣夹丝玻璃内无气泡,具有很好的装饰效果,且结合牢固,不易解体;最开始时刺绣纱2的四周超出第一玻璃板1,使得刺绣夹丝玻璃在生产过程中易于将刺绣纱2拉平。
31.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
技术特征:
1.一种刺绣夹丝玻璃生产工艺,其特征在于:刺绣夹丝玻璃由第一玻璃板(1)、刺绣纱(2)、eva胶片(3)、第二玻璃板(4)组成,所述第一玻璃板(1)、刺绣纱(2)、eva胶片(3)、第二玻璃板(4)均水平设置,第一玻璃板(1)上覆盖有刺绣纱(2),刺绣纱(2)上覆盖有eva胶片(3),eva胶片(3)上覆盖有第二玻璃板(4),刺绣夹丝玻璃的生产过程包括以下步骤:s1、将第一玻璃板(1)、刺绣纱(2)、eva胶片(3)、第二玻璃板(4)自下向上依次叠放在真空热压机上,刺绣纱(2)的四周超出第一玻璃板(1);s2、将刺绣纱(2)拉直至平整无纬斜;s3、真空热压机进行抽真空并维持住负压,真空热压机在负压状态下对刺绣夹丝玻璃进行热压,热压过程中先升温至48℃
‑
52℃并保温10min
‑
30min,再升温至58℃
‑
62℃并保温10min
‑
30min,再升温至68℃
‑
72℃并保温10min
‑
30min,再升温至80℃
‑
90℃并保温15min
‑
35min,最后升温至100℃
‑
120℃并保温50min
‑
80min;s4、将热压完成后的刺绣夹丝玻璃在常温常压非受压状态下自然冷却;s5、将暴露在刺绣夹丝玻璃外部的刺绣纱(2)去除;s6、对刺绣夹丝玻璃进行检查,检查合格的包装入库。2.如权利要求1所述的一种刺绣夹丝玻璃生产工艺,其特征在于:所述第一玻璃板(1)和第二玻璃板(4)为尺寸相同的玻璃板,第二玻璃板(4)位于第一玻璃板(1)的正上方,第一玻璃板(1)和第二玻璃板(4)的厚度均为5mm。3.如权利要求1所述的一种刺绣夹丝玻璃生产工艺,其特征在于:所述步骤s1中刺绣纱(2)四周超出第一玻璃板(1)0.5cm
‑
2cm。4.如权利要求1所述的一种刺绣夹丝玻璃生产工艺,其特征在于:所述步骤s3中负压维持在
‑
90kpa
‑‑
98kpa。5.如权利要求1所述的一种刺绣夹丝玻璃生产工艺,其特征在于:所述步骤s3中热压过程中先用时8min升温至50℃并保温20min,再用时8min升温至60℃并保温20min,再用时8min升温至70℃并保温20min,再用时5min升温至85℃并保温25min,最后用时5min升温至110℃并保温65min。6.如权利要求1所述的一种刺绣夹丝玻璃生产工艺,其特征在于:所述步骤s6中对刺绣夹丝玻璃的检查项目包含有是否有气泡、是否破损、刺绣纱(2)是否平整无纬斜。
技术总结
本发明公开了一种刺绣夹丝玻璃生产工艺,刺绣夹丝玻璃由第一玻璃板、刺绣纱、EVA胶片、第二玻璃板组成,所述第一玻璃板、刺绣纱、EVA胶片、第二玻璃板均水平设置,第一玻璃板上覆盖有刺绣纱,刺绣纱上覆盖有EVA胶片,EVA胶片上覆盖有第二玻璃板,刺绣夹丝玻璃的生产过程包括以下步骤:S1、将第一玻璃板、刺绣纱、EVA胶片、第二玻璃板自下向上依次叠放在真空热压机上,刺绣纱的四周超出第一玻璃板;S2、将刺绣纱拉直至平整无纬斜。本发明生产的刺绣夹丝玻璃刺绣纱平整无纬斜,刺绣夹丝玻璃内无气泡,具有很好的装饰效果,且结合牢固,不易解体。不易解体。不易解体。
技术研发人员:汪建卫
受保护的技术使用者:浙江丽庄家居科技有限公司
技术研发日:2021.07.14
技术公布日:2021/10/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。