一种tpe材料的用途
技术领域
1.本发明涉及新型材料用途领域,尤其是涉及一种tpe材料的用途。
背景技术:
2.tpe(thermoplastic elastomer)是一种热塑性弹性体材料,具有高强度,高回弹性,可注塑加工的特征,应用范围广泛,环保无毒安全,有优良的着色性。触感柔软,耐候性,抗疲劳性和耐温性,加工性能优越,无须硫化,可以循环使用降低成本,既可以二次注塑成型,与pp、pe、pc、ps、abs等基体材料包覆粘合,也可以单独成型。
3.现有的tpe材料的应用范围大多为家电外壳、手柄、握把以及各类涂油玩具、日常用品等。基于tpe具有的舒适度、回弹性以及延展性高等的优点,在上述中利用不全面,导致对tpe应用不够全面。特别与面料的相互结合上还存在许多不足之处,就如同最常见的衣服中,目前采用单一的面料经过加工处理获得衣服裤子,可是在穿上使用时,面料弹性以及延展性不足,导致衣服或者裤子易受到拉扯部位,如腰部、背夹等部位容易发生损坏。
4.
技术实现要素:
5.为解决上述问题,本发明提出了一种tpe材料的用途,解决了基于tpe具有的舒适度、回弹性以及延展性高等的优点,在上述中利用不全面,导致对tpe应用不够全面。特别与面料的相互结合上还存在许多不足之处不好的问题。
6.本发明所采用的技术方案是:一种tpe材料的用途,包括至少一组面料,所述面料上侧设有tpe材料,所述面料与所述tpe材料之间连接成型包括以下步骤:步骤一:将颗粒状的tpe材料通过加压发热的条件下加工成膜状,发热温度为160℃
‑
190℃以及加压压力为90kg
‑
110kg,再将已经成膜状的tpe材料处理为片状以及条状;步骤二:将成膜状的tpe材料与面料相互连接包括:
①
以服装成状来确定tpe材料的大小:
②
tpe材料贴合与面料上侧或则位于两块面料之间:
③
放入加压发热的设备中进行加工。
7.进一步地,所述步骤一,发热温度为170℃
‑
185℃。
8.进一步地,所述步骤一,加压压力为95kg
‑
105kg。
9.进一步地,所述步骤一,膜状厚度为0.02mm
‑
1.0mm。
10.进一步地,所述步骤二,发热温度为175℃
‑
185℃。
11.进一步地,所述步骤二,加压压力为95kg
‑
105kg。
12.进一步地,所述面料包括由棉纤维、麻纤维、毛纤维、皮革、真丝、锦纶、涤纶、腈纶、丙纶、维纶、氯纶、氨纶、氟纶、粘胶纤维、铜铵纤维、功能性纤维中的一种或几种制造而成。
13.本发明与现有技术相比较,其具有以下有益效果:将tpe材料进过加工从颗粒状成型至膜状,进一步加工处理形成片状或者条状,方便运输以及方便使用;再者,将加工成片
状或者膜状的tpe材料与面料之间相互结合,利用tpe材料的舒适度强、延展性以及伸缩性优越的特性,将可作为面料之间的连接介质,省去外加黏贴剂,增加制造成本,降低加工效率,同时利用受热后具有粘性可直接黏贴与面料上侧作为接触层,提升使用者的舒适感;再者,可将片状或者条状的tpe材料用于衣服或者裤子易受到拉扯的部位,提升拉伸性,防止出现损坏的现象。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
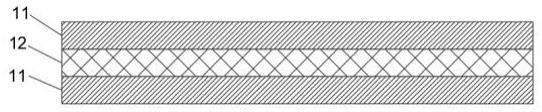
15.图1为本发明tpe材料作为连接层结构示意图;图2为本发明tpe材料作为接触层结构示意图。
16.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
17.图中,面料
‑
11;tpe材料
‑
12。
18.具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
21.另外,在发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
22.参阅图1
‑
2,本发明的一种tpe材料的用途,包括至少一组面料11,所述面料11上侧设有tpe材料12,所述面料11与所述tpe材料12之间连接成型包括以下步骤:步骤一:将颗粒状的tpe材料通过加压发热的条件下加工成膜状,再将已经成膜状的tpe材料处理为片状以及条状,方便运输与使用,通过借助涂布机设备的加工,将原材料为颗粒状的tpe,在加压发热的环境下挤压成膜状,将在发热温度为160℃
‑
190℃以及加压压力为90kg
‑
110kg。
23.步骤二:将成膜状的tpe材料与面料相互连接包括:以服装成状来确定tpe材料的大小
tpe材料贴合与面料上侧或则位于两块面料之间放入加压发热的设备中进行加工在上述的实施例中,加压发热的设备采用气动烫标机(tz0.6080a),在使用时,将在设备上设置相应的温度参数、压力参数以及挤压时间;再者,将以加工成膜的tpe材料放入双层面料之间或者单层面料上侧,最后放入气动烫标机(tz0.6080a)承压板上加工成型,利用tpe材料原有因加热产生一定的粘合性的性质,将减少外接粘结剂,提升加工工艺效果,以及减少加工成本,提升所得面料的舒适度以及延展性。
24.具体的,所述步骤一,发热温度为170℃
‑
185℃,将温度控制在170℃
‑
185℃范围内可将颗粒状的tpe材料软化,从而可实现将颗粒状加工成为膜状。
25.具体的,所述步骤一,加压压力为95kg
‑
105kg,将加压压力控制在该范围进一步提升tpe材料成膜的稳定性。
26.具体的,所述步骤一,膜状厚度为0.02mm
‑
1.0mm,防止生产厚度过厚的膜状在后续加压发热中发生溢出,影响加工效率以及影响美观度。
27.具体的,所述步骤二,发热温度为175℃
‑
185℃,将温度控制在175℃
‑
185℃范围内可最大程度使tpe材料软化效果最好,从而带来的粘合度最高的效果。
28.具体的,所述步骤二,加压压力为95kg
‑
105kg,将加压压力控制在该范围进一步提升tpe材料与面料之间的连接稳定性具体的,所述面料包括由棉纤维、麻纤维、毛纤维、皮革、真丝、锦纶、涤纶、腈纶、丙纶、维纶、氯纶、氨纶、氟纶、粘胶纤维、铜铵纤维、功能性纤维中的一种或几种制造而成。
29.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。